вращательного элемента 13 с поводковым кольцом 21, которое перемещает поводковую втулку 22, приводящую в движение через щарнир 23 центрирующую втулку 24 с центрирующим пальцем 19. Выравнивание отклонений от заданного положения сварки достигается благодаря постоянному прилеганию центрирующего пальца 19 внутри трубы посредством пружинного элемента 25. Регулируемый упор 26 противостоит постоянно действующей силе пружины через центрирующую втулку 24 и таким образом препятствует опрокидыванию головки горелки 14. Чтобы ввести центрирующий палец 19 в трубу 27 без трения между ними, необходимо наклонить раму 6 относительно оси 28 поворота с помощью регулируемого упора 29. Благодаря этому полностью исключается осевое смещение трубы 27 в трубной плите 30. Сварочный ток подводится к контактной трубке 31 через клемму 32 и таким образом к электродной проволоке 33. Необходимый защитный газ к месту сварки подается через трубку 34, проходящую внутри втулки 20 горелки. Такое выполнение сварочной головки позволяет производить качественную сварку сразу нескольких труб даже тогда, когда они очень близко расположены одна относительно другой. 4 Формула изобретения Устройство для автоматической сварки кольцевых щвов, преимущественно газо-электрической сварки труб в трубные доски, содержащее поворотную штангу с размещенными на ней сварочной горелкой и центратором, и раму, на которой установлен привод с механизмом передачи вращения горелке, кассета с электродной проволокой и механизм ее подачи, отличающееся тем, что, с целью улучшения качества сварки при осуществлении ее в стесненных условиях, рама выполнена качающейся и оснащена регулируемым упором, а механизм передачи вращения горелки выполнен в виде вращающегося от привода элемента с эксцентрично расположенным относительно последнего самоустанавливающимся подшипником, связанным с направляюш,ей втулкой, один свободный конец которой связан через соединительный элемент с карданным шарниром, установленным на качающейся раме, а другой - через кольцевой щарнир с корпусом сварочной горелки, при этом вращающийся элемент через поводковое кольцо и поводковую втулку связан с подпружиненной относительно регулируемого упора втулкой центратора, выполненного в виде пальца, шарнирно установленной отиосительно последней.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электродуговой сварки кольцевых швов вварки труб в трубные доски | 1984 |
|
SU1268352A1 |
| Устройство для автоматической приварки штуцеров | 1981 |
|
SU959960A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ТРУБ К ТРУБНЫМ ДОСКАМ | 1966 |
|
SU216869A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Внутренний центратор для сборки стыков труб под сварку | 1978 |
|
SU733944A1 |
| Двухдуговая головка для сварки кольцевых швов | 1980 |
|
SU925595A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| ВНУТРЕННЕЕ УСТРОЙСТВО ДЛЯ ЗАЖИМА И СВАРКИ | 2019 |
|
RU2799963C2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ КРУГОВЫХ ШВОВ | 1995 |
|
RU2096153C1 |
| Устройство для электродуговой приварки труб к трубным решеткам | 1977 |
|
SU732105A1 |
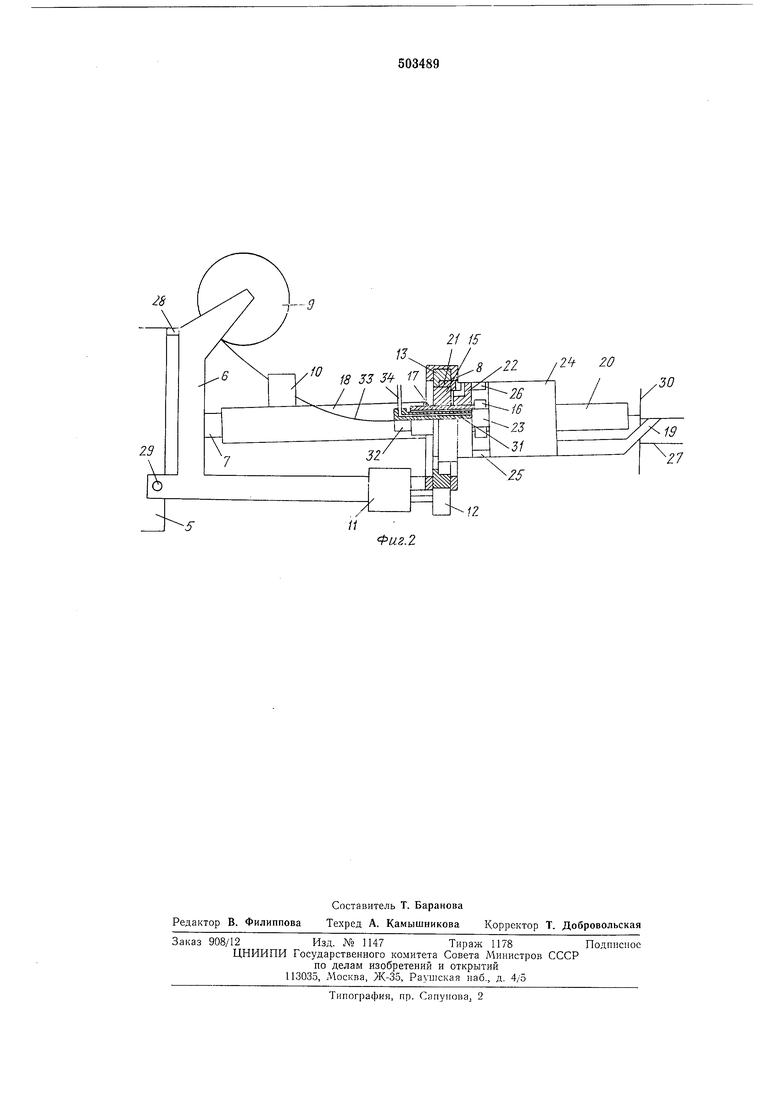
2 Фи2.2 20
