(54) /ТРЕГАТ ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ ХРУ1ЖИХ ДЕТАЛЕЙ
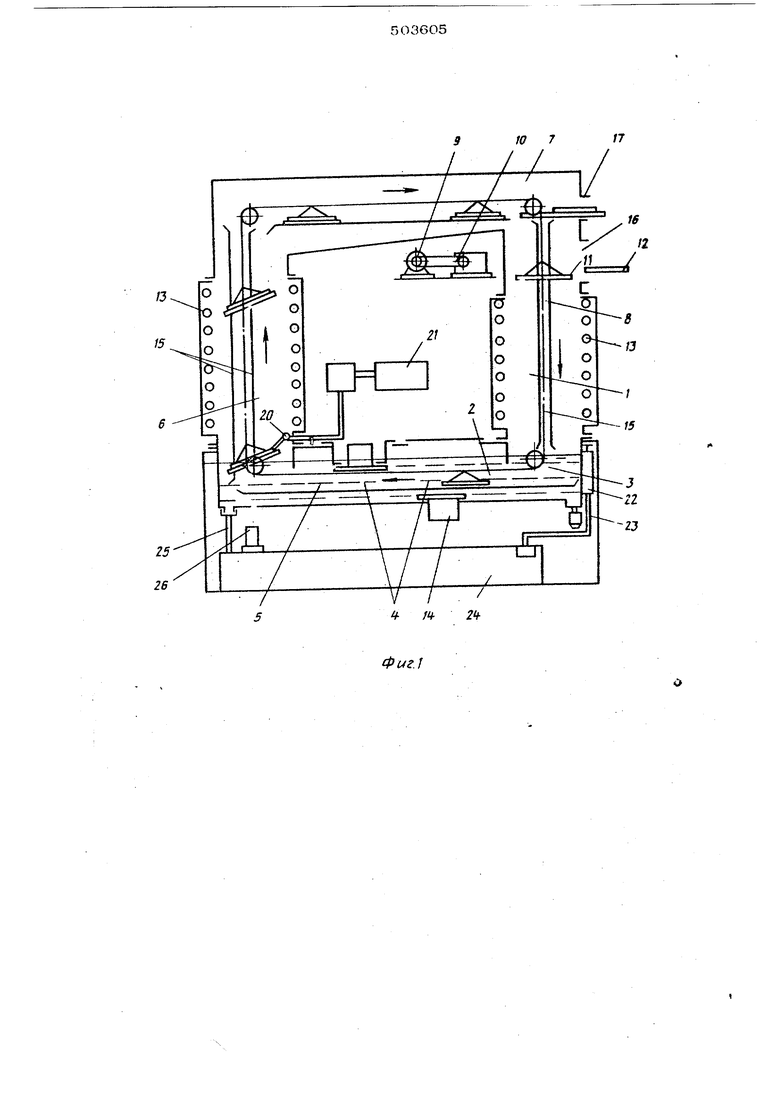
состоящим из электродвигателя 9 с редуктором 10. На цепи подвешены корзины 11, на которые установлены кассеты 12 с обрабатываемыми деталями.
Для предотвращения выноса паров растворителя из агрегата и их конденсации в вертикальных отсеках 1 и 6 установлены
водоохлаждающие змеевики 13.
Для yS-обработки деталей отсек 2 снабжен двумя магнитострикционными преобразователями 14, смещенными относительно друг друга, что исключает одновременноо воздействие УЗ-колебаний на очи- щаемые детали, и соответственно увеличивает время их обработки.
Во всех четырех отсеках агрегата смонтированы направляющие уголки 15, обеспечивающие горизонтальное движение корзин с кассетами и очищаемыми деталями в отсеках 1, 2 и 3, а в отсеке сушки 4 с наклоном 10-2О . Кроме того, направляющие уголки предотвращают опрокилывание корзин с кассетами во время перемещения их через зоны обработки.
Загрузка кассет производится в окно 16, а вьюрузка их - через окно 17.
Наклон корзин с кассетами на 1О-20 в отсеке сущки достигается тем, что расстояние А между направляющими уголками 15 выполнено меньше половины расстояния Б между центрами боковых фиксирующих роликов 18 и 19, в результате чего происходит слив растворителя с поверхности печатных плат в рабочую ванну 2.
В отсеке 6 установлены форсунки 20 с углом наклона, равным углу поворота корзин с кассетами. Растворитель в форсунки 20 подается из регенератора 21. Постоянный уровень растворителя в рабочей ванне отсека 2 поддерживается при помощи регулятора уровня 22 с переливны трубопроводом 23. Подача чистого растворителя в рабочую ванну из бака накопителя 24 осуществляется по трубопроводу 25 насосом 26. Для съема с корзин кассет с очищаемыми деталями в отсеке выгрузки у окна 17 установлены захваты 27 с выступами 28, входящими в прорезь кассеты которая выполнена в виде рамки из листо вого профильного материала. Внутри рамка имеет плетеную сетку из проволоки, на которую помещают детали.
Агрегат работает следующим образом. Детали, подлежащие очистке, например печатные платы с остатками паяных флюсов, размещают на кассетах 12 к через загру- зочное окно 16 подают на корзины 11, подвешенные к цепному конвейеру 8. Пройдя вертикальный стсек с водоохлаждаемы- ми змеевиками 13, кассеты с деталями окунаются в растворитель, которым заполнена рабочая ванна отсека 2, где произво- дится предварительная замочка деталей в зоне 3, а затем УЗ-очистка в зоне 4 и далее в зоне 5 обработка встречным потоком чистюго растворителя.
При выходе из рабочей ванны отсека
2 кассета с деталями поворачивается на угол 1О-20 и производится струйная очистка деталей при помощ форсунок 20 конденсатом растворителя, подаваемого
из регенератора 21. Такая обработка деталей позволяет удалить с очищаемой поверхности самые незначительные остатки загрязнений. За время прохождения кассеты в отсеке 6 в наклонном положении
с ее поверхности и с поверхности очищаемых деталей растворитель стекает в рабочую ванну отсека 2, детали предварительно подсущиваются и к разгрузочному окну 17 подходят в сухом состоянии.
Здесь кассета с деталями подхватывается выступами 28 захвата 27 и остается на нем, а пустая корзина 11 проходит к разгрузочному окну 16 агрегата и цикл очистки повторяется.
Технологический процесс очистки деталей в агрегате автоматизирован за исключением операции загрузки, и агрегат может быть встроен в автоматическую линию очистки деталей в пожаровзрывобезопасных растворителях на основе хлорированных и фторированных углеводородов.
о
Формула изобретения
Агрегат для ультразвуковой очистки
хрупких деталей, например плат печатного монтажа с навесными элементами, содержащий вертикально расположенный отсек сушки, в котором по направляющим цепного конвейера перемещаются детали, связанные с механизмом поворота, о т л ичающийся , что, с целью удаления растворителя с деталей при исключеаии. их механического повреждения, механизм поворота выполнен в виде несущей жестко закрепленные детали планки, шарнирно .установленной на конвейере и снабженной взаимодействующими с упомянутыми направляющими роликами, расстояние между которыми выбрано меньше расстояния меж-ц ду направляющими на величину, обеспечивающую получение требуемого угла поворота планки.
ю
/7 / /
Фиг. /

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для очистки деталей | 1975 |
|
SU565727A1 |
| Установка для очистки деталей | 1975 |
|
SU585890A1 |
| Устройство для очистки деталей | 1975 |
|
SU715641A1 |
| Установка для очистки изделий | 1987 |
|
SU1458032A1 |
| Агрегат очистки деталей | 1977 |
|
SU717153A1 |
| Моечная машина | 1983 |
|
SU1139769A1 |
| Устройство для очистки узлов" радиоэлектронной аппаратуры | 1978 |
|
SU786080A1 |
| Автоматическая линия для металлизации плоских деталей | 1987 |
|
SU1507883A1 |
| Установка для окраски изделий | 1983 |
|
SU1106549A1 |
| Устройство для очистки деталей в жидких средах | 1986 |
|
SU1359013A1 |

. Z
