1
Известно устройство для правки полых цилиндрических изделий, содержащее оправку для установки изделия, размещенную на станине и связанную со шпинделем, соединенным с тормозным устройством и с приводом в виде электродвигателя, а также правильный ролик, связанный с приводным пневмоцилиндром.
Для повышения производительности в предлагаемом устройстве в приводе правильного ролика установлен воздухораспределитель, тормозное устройство снабжено подключенными к нему и связанными последовательно с воздухораспределителем правильного ролика двумя кнопками включения, реле времени и трехходовым клапаном, а в цепи электродвигателя установлены реле давления и конечный выключатель, при этом правильный ролик расположен на качающемся стержне, снабженном насаженным на него кулачком, на корпусе трехходового клапана закреплен штырь, контактирующий с упомянутым кулачком.
Для защиты рабочего от травмирования устройство снабжено установленным между роликом и оправкой подпружиненным экраном, связанным с конечным выключателем электродвигателя.
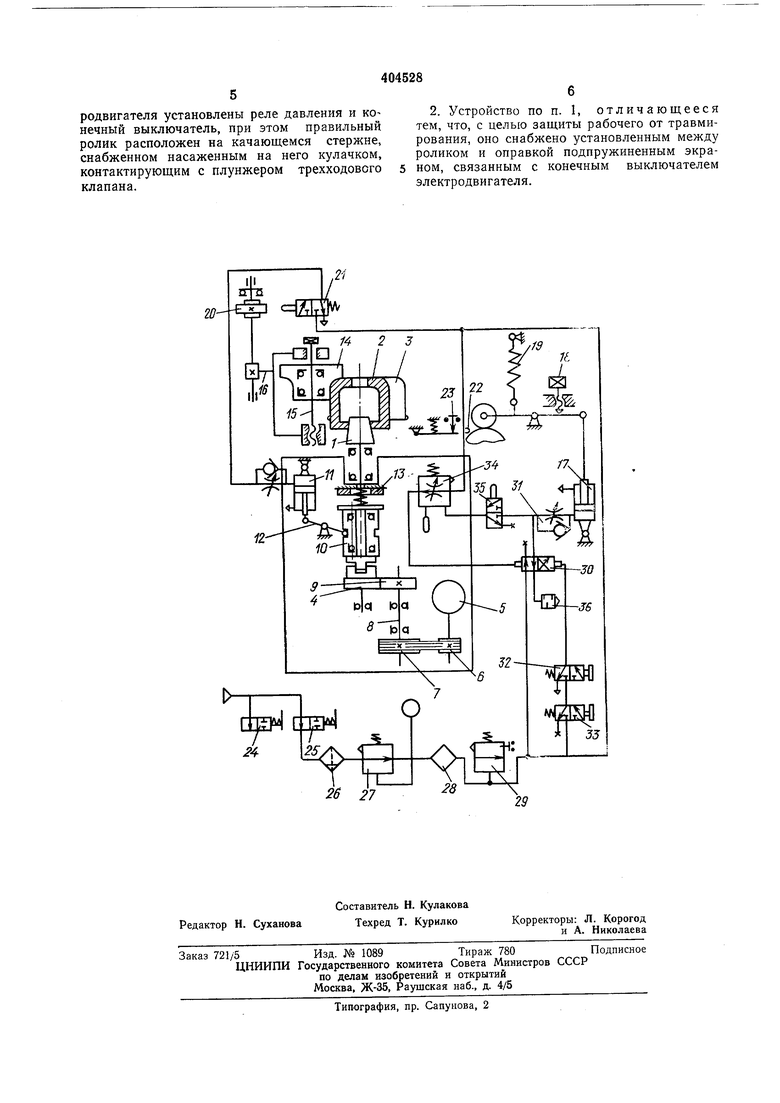
На чертеже показана пневмокинематическая принципиальная схема предлагаемого устройства.
Шпиндель 1 устройства представляет собой вертикально расположенный вал с конусной частью для закрепления оправки 2 под изделие 3. В нижней части шпинделя установлена
кулачковая муфта, спаренная с зубчатым колесом 4, через которую осуществляется привод шпинделя от электродвигателя 5 со шкивом 6, сидящим на его валу и передающим вращение через клиноременную передачу на
шкив 7, расположенный на промежуточном валу 8, на другом конце которого находится зубчатое колесо 9. В средней части шпинделя на скользящей шпонке установлен передвижной блок 10, верхняя часть которого выполнена в виде тормозного диска, а нижняя - в виде кулачковой полумуфты. Передвижной блок 10 связан со штоком пневмоцилиндра И с помощью рычага 12.
Под действием пружины полумуфта блока 10 входит в зацепление с полумуфтой зубчатого колеса 4, и шпиндель приводится во вращение. Перемещение блока 10 вверх происходит
при срабатывании пневмоцилиндра 11, установленного шарнирно. При этом вначале расцепляется полумуфта блока 10 с полумуфтой зубчатого колеса 4, затем тормозной диск блока 10 прижимается к тормозному диску 13,
закрепленному на корпусе устройства, и соответственно происходит выключение вращения, торможение и останов шпинделя.
Правильный ролик 14 смонтирован на подшипниках качения, установленных на осивинте 15, который обеспечивает регулировку ролика на высоте. Опора для винта находится в качающемся стержне 16, один конец которого связан со щтоком пневмоцилиндра 17, установленного шарнирно. Для ограничения перемещения ролика 14 при качании стержня 16 служит винт 18. Рабочее перемещение ролика 14 происходит от пневмоцилиндра 17, а отвод ролика - от пружины 19. На оси качения стержня 16 расположен кулачок 20, профиль которого находится в контакте с плунжером трехходового клапана 21.
В зоне правки, между роликом 14 и оправкой 2, расположен подпружиненный экран 22, связанный с конечным выключателем 23, который срабатывает при качании экрана в сяучае попадания рук рабочего в зону правки.
Питание пневмопривода станка осуществляется от цеховой пневмосети через блок подготовки воздуха, на подводе к которому установлено два пробковых крана 24 и 25. Кран 24 предназначен для спуска конденсата, а кран 25 - для отключения станка от пневмосети.
Блок подачи, воздуха представляет собой последовательно соединенные один с другим пневмоаппараты: влагоотделитель 26, регулятор 27 давления и маслораспылитель 28. К выходу из блока подачи воздуха подсоединено реле 29 давления, выключающее электродвигатель щпинделя в случае понижения давления в пневмосети ниже допзстимого.
Управление работой цилиндра правильного ролика осуществляется от воздухораспределителя 30, а регулирование скорости его подвода- дросселем 31. В исходном положении шток цилиндра находится в нижнем положении, при этом обе полости цилиндра соединены с атмосферой.
Переключение воздухораспределителя 30 на подвод правильного ролика производится двуручным включением кнопок 32 и 33, реверсирование - от реле 34 времени, включаемым одновременно с переключением воздухораспределителя (на подвод) и определяющим продолжительность процесса правки. Схемой пневмоуправления в наладочном режиме предусмотрена возможность удерживать правильный ролик Б подвешенном положении неограниченное время.
Это осуществляется при помощи тумблера 35, при переключении которого исключается возможность подачи команды на включение реле времени. Отвод ролика осуществляется с выдержкой времени после переключения тумблера в исходное положение.
Для снижения шума при работе стамка отвод в атмосферу отработанного воздуха от воздухораспределителя 30 осуществляется через глушитель 36.
Управление работой пневмоцилиндра I1 торможения щпинделя осуществляется от трехходового клапана 21, управляемого от кулачка 20. Дросселем 31 регулируется плавность включения торможения шпинделем. Б исходном положении шток цилиндра находится в нижнем положении, при этом поршневая полость через клапан 21 соединена с источником управления.
Устройство работает следующим образом.
При открытии крана 25 к пневмооборудованию станка подводится энергоноситель. Станок подготовлен к пуску. При одновременном нажатии на две пневматические кнопки 32 и 33 переключается воздухораспределитель 30, происходит перемещение штока пневмоцилиндра 17 и одновременно с этим включается реле 34 времени. Шток пневмоцилиндра 17 через стержень
16 подводит правильный ролик 14 к изделию 3 на оправке 2, закрепленной на шпинделе 1. При подводе ролика 14 к оправке 2 кулачок 20 освобождает толкатель трехходового клапана 21. При этом поршневая полость цилиндра соединяется с атмосферой, подвижный блок 10 под действием пружины перемещается в крайнее нижнее положение, растормаживая при этом шпиндель (расходятся тормозные диски) и, включая кулачковую муфту, шпиндель получает вращение.
По окончании правки реле 34 времени переключает воздухораспределитель в первоначальное положение, соединяя поршневую полость пневмоцилиндра 17 с атмосферой, а
стержень 16 с правильным роликом под действием пружины 19 отходит от изделия, возвращаясь в исходное положение.
При этом кулачок 20 включает трехходовой клапан 21, через который вновь подается давление в поршневую полость пневмоцилиндра 11, шток цилиндра через рычаг 12 выключает кулачковую муфту, тормозит и устанавливает шпиндель. На этом цикл работы станка заканчивается.
Повторный автоматический цикл правки изделия произойдет только при следующем одновременном нажатии на две пневмокнопки.
Предмет изобретения
1. Устройство для правки полых цилиндрических изделий, содержащее оправку для установки изделия, размещенную на станине и связанную со шпинделем, соединенным с тормозным устройством и с приводом в виде электродвигателя, а также правильный ролик, связанный с приводным цневмоцилиндром, отличающееся тем, что, с целью повышения производительности, в приводе правиль
ного ролика установлен воздухораспределитель, тормозное устройство снабжено подключенными к нему и связанными последовательно с воздухораспределителем правильного ролика двумя кнопками включения, реле времени и трехходовым клапаном, а в цепи электродвигателя установлены реле давления и конечный выключатель, при этом правильный ролик расположен на качающемся стержне, снабженном насаженным на него кулачком, контактирующим с плунжером трехходового клапана.
2. Устройство по п. 1, отличающееся тем, что, с целью защиты рабочего от травмирования, оно снабжено установленным между роликом и оправкой подпружиненным экраном, связанным с конечным выключателем Электр одвигателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ОЧИСТКИ БЕРД | 1971 |
|
SU307132A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ФАСОК НА ДИСКАХ | 1973 |
|
SU364416A1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| Дозатор для жидкости | 1979 |
|
SU851100A1 |
| Устройство для обрезки заусениц с плоских формованных подошв | 1975 |
|
SU547207A1 |
| Устройство для резки кольцевых изделий из полимерного материала | 1978 |
|
SU753659A1 |
| Устройство для гибки металлических заготовок на ребро | 1973 |
|
SU532432A1 |
| КЛЕПАЛЬНЫЙ СТАНОК | 1970 |
|
SU268874A1 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| ВЫГРУЖАЮЩЕЕ УСТРОЙСТВО МЕХАНИЧЕСКОЙ РУКИ К ВЫСОКОСКОРОСТНОМУ МОЛОТУ | 1971 |
|
SU294663A1 |
26 27
