1
Изобретение относится к области кузнечнопрессового машиностроения, в частности к автоматизации и механизации прессовых линий.
Известны раздельные устройства для наконления заготовок, получаемых на предыдущей машине, например ножницах или вырубном прессе, в стоиу и транспортеры для перемещения стоп заготовок к механизму выдачи их на последующую обработку в следующий пресс.
Недостатком таких устройств является разрозненность их узлов, из-за чего необходимы сравиительно большие расстояния между .машинами для обработки давлением. Кроме того, каждый узел имеет свою систему привода и унравления, исключающую возможность полной авто.матизации процесса, в особенности там, где детали, изготавливаемые штамповкой, имеют большие габариты.
Предлагаемое устройство выполиено как единый агрегат, состоящий из рамы с установленными на ней узлами: механизмом накопления заготовок в стоиу, трапсиортером, служащим для накопления на нем стон заготовок и транспортировки их к механизму поштучной выдачи, подъемный стол которого тоже установлен на этой раме.
С целью улучшения условий автоматизации и возможности совмещения работы наконите2
ля заготовок в стопу и транснортера устройство снабжено кареткой, установленной на выполненных на раме направляющих под транспортером и имеющей индивидуальные приводы подъема над транспортером и перемещения вдоль него.
Преи.муи1,ество конструкции заключается в том, что накопление заготовок и перенос их в зону выгрузки осуществляются одним агрегатом. Причем операции накопления и переноса заготовок не зависят друг от друга и проведение их автоматизировано. Следовательно, накопление и неренос заготовок могут совершаться как одновременно, так и порознь, исключая возможность межоперационных простоев благодаря автоматизации унравления. Это дает возможность создання .промежуточных технологических заделов заготовок, не связывая работу прессового оборудовання, установленного в соответствии с технологической последовательностью прессовой обработки, т. е. два рядом стоящих пресса, между которыми установлено предлагаемое устройство, могут работать .незавнсимо друг от друга с минимальными простоями, связанными с подачей новой стопы взамен выработанной.
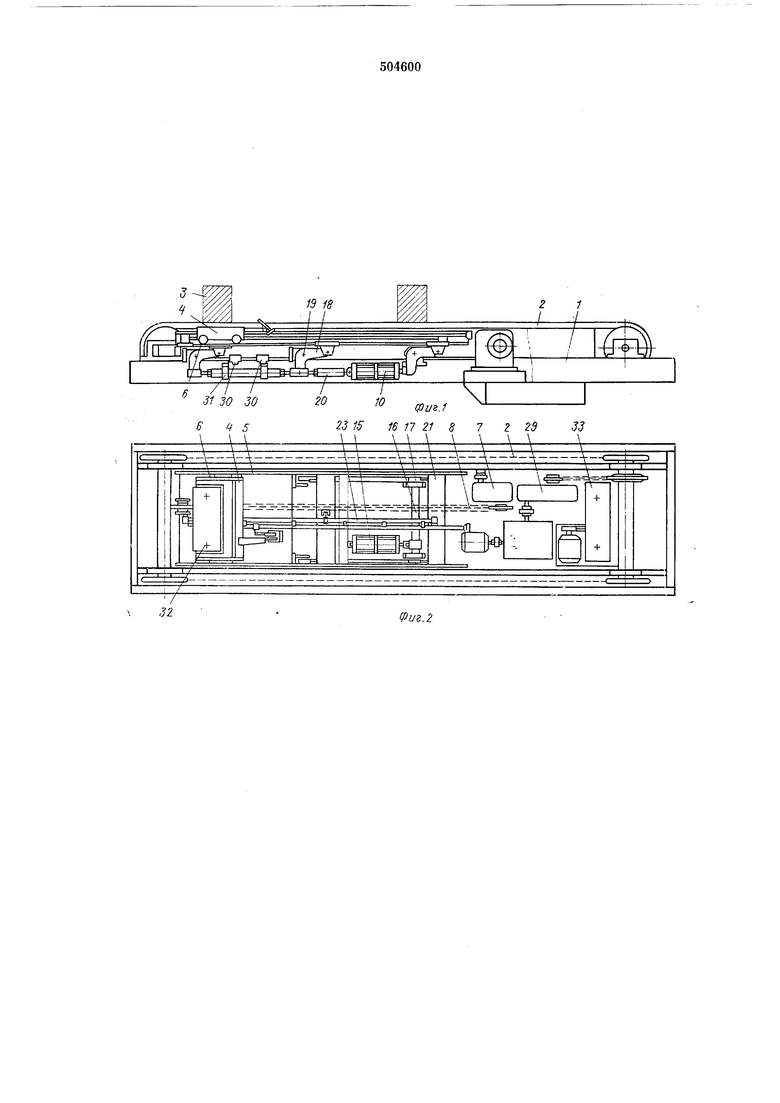
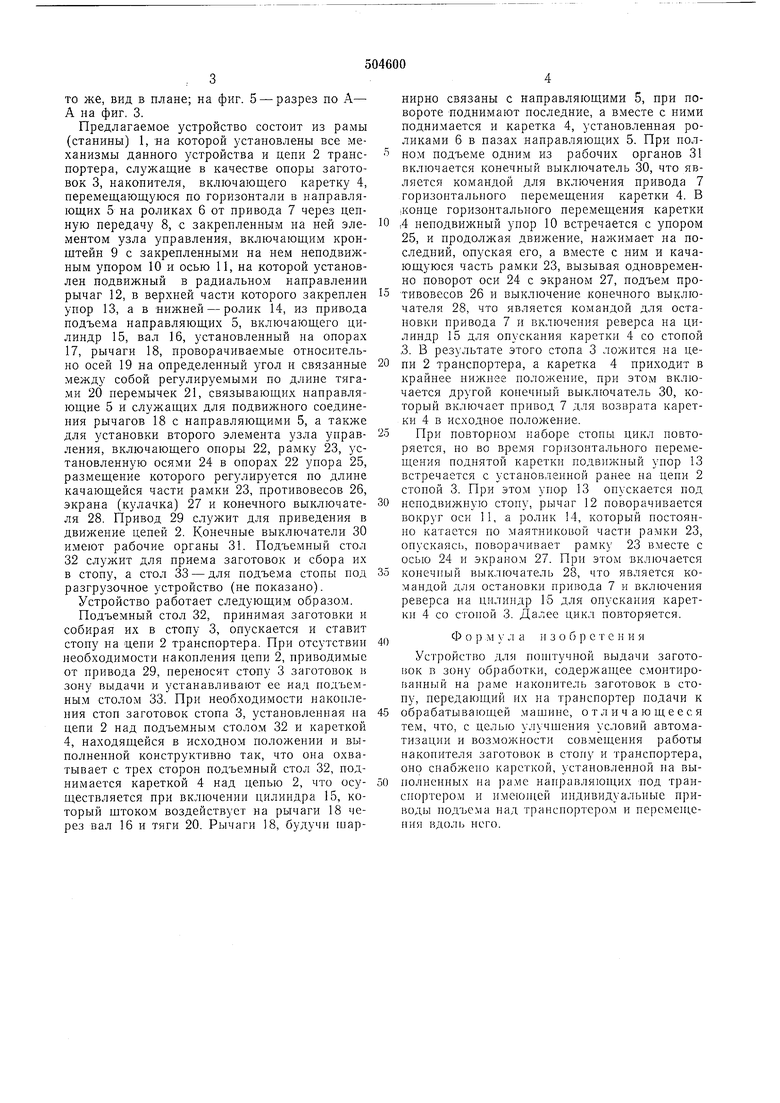
На фиг. 1 показано предлагаемое устройство, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 показан каретка с направляющими и узлом управления, вид сбоку; на фиг. 4 -
то же, вид в плане; на фиг. 5 - разрез по А- А на фиг. 3.
Предлагаемое устройство состоит из рамы (станины) 1, на которой установлены все механизмы данного устройства и цепи 2 транспортера, служащие в качестве опоры заготовок 3, накопителя, включающего каретку 4, перемещающуюся по горизонтали в направляющих 5 на роликах 6 от привода 7 через цепную передачу 8, с закрепленным на ней элементом узла управления, включающим кронщтейн 9 с закрепленными на нем неподвижным упором 10 и осью 11, на которой установлен подвижный в радиальном направлении рычаг 12, в верхней части которого закреплен упор 13, а в нижней - ролик 14, из привода подъема направляющих 5, включающего цилиндр 15, вал 16, установленный на опорах 17, рычаги 18, проворачиваемые относительно осей 19 на определенный угол и связанные между собой регулируемыми по длине тяга.ми 20 перемычек 21, связывающих направляющие 5 и служащих для подвижного соединения рычагов 18 с направляющими 5, а также для установки второго элемента узла управления, включающего опоры 22, рамку 23, установленную осями 24 в опорах 22 упора 25, размещение которого регулируется по длиие качающейся части рамки 23, противовесов 26, экрана (кулачка) 27 и конечного выключателя 28. Привод 29 служит для приведения в движение цепей 2. Конечные выключатели 30 имеют рабочие органы 31. Подъемный стол 32 служит для приема заготовок и сбора их в стопу, а стол 33 - для подъема стопы под разгрузочное устройство (не показано).
Устройство работает следующим образом.
Подъемный стол 32, принимая заготовки и собирая их в стопу 3, опускается и ставит стопу на цепи 2 транспортера. При отсутствии необходимости накопления цепи 2, приводимые от привода 29, переносят стопу 3 заготовок н зону выдачи и устанавливают ее над подъемным столом 33. При необходимости накопления стоп заготовок стопа 3, установленная на цепи 2 над подъемным столом 32 и кареткой 4, находящейся в исходном положении и выполненной конструктивно так, что она охватывает с трех сторон подъемный стол 32, поднимается кареткой 4 над цепью 2, что осуществляется при включении цилиндра 15, который щтоком воздействует на рычаги 18 через вал 16 и тяги 20. Рычаги 18, будучи шарнирно связаны с направляющими 5, при повороте поднимают последние, а вместе с ними подни.мается и каретка 4, установленная роликами 6 в пазах направляющих 5. При полном подъеме одним из рабочих органов 31 включается конечный выключатель 30, что является командой для включения привода 7 горизонтального перемещения каретки 4. В jKOHne горизонтального перемещения каретки ,4 неподвижный упор 10 встречается с упором 25, и продолжая движение, нажимает на последпий, опуская его, а вместе с ним и качающуюся часть рамки 23, вызывая одновременно поворот оси 24 с экраном 27, подъем противовесов 26 и выключение конечного выключателя 28, что является командой для остановки привода 7 и включения реверса на цилиндр 15 для опускания каретки 4 со стопой ,3. В результате этого стопа 3 ложится на цепи 2 транспортера, а каретка 4 приходит в крайнее нижнее положение, при этом включается другой конечный выключатель 30, который включает привод 7 для возврата каретки 4 в исходное положение.
При повторном наборе стоиы цикл повторяется, но во время горизонтального перемещения поднятой каретки подвижный упор 13 встречается с установленной ранее на цепи 2 стопой 3. При этом упор 13 опускается под неподвижную стопу, рычаг 12 поворачивается вокруг оси 11, а ролик 14, который постоянно катается по маятниковой части рамки 23, опускаясь, поворачивает рамку 23 вместе с осью 24 и экраном 27. При этом включается конечный выключатель 28, что является командой для остановки привода 7 и включения реверса на цилиндр 15 для опускания каретки 4 со стопой 3. Далее цикл повторяется.
Фор м У .I а и 3 о б р е т е н и я
Устройство для поипучной выдачи заготовок R зону обработки, содержан ее смонтированный на раме накопитель заготовок в стопу, передающий их на транспортер подачи к обрабатывающей .1ашипе, отличающееся тем, что, с целью улучшения условий автоматизации и возможности совмещения работы накопителя заготовок в стопу и транспортера, оно снабжено кареткой, установленной на выполненных на раме направляюп-1,их под транспортером и имеющей и 1дивидуальные приводы подъема над транспортером и перемеи1,ения вдоль него. 6 /II 31 30 30 23 15 1В П 21 8 7 2 29 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи материала к обрабатывающей машине | 1973 |
|
SU459290A1 |
| Устройство для сборки скребковых цепей | 1986 |
|
SU1442290A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Устройство для подачи листового материала в рабочую зону пресса | 1979 |
|
SU824534A1 |
| ЦСЕСОЮЗНДЯП;.TFHTr.>&--- •: V-лij:'p."f^«^^.иотзиа МБ,*С. Б. Алесковский, А. Е. Мордкович, Л. И. Жайворонок и Ф. Н. КапустинМ. Кл. В 65Ь 1/08УДК 66.023:621.798:539. .215(088.8) | 1973 |
|
SU361931A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ В СТОПУ ПРОТЕКТОРНЫХ ЛЕНТ | 1971 |
|
SU295690A1 |
| Устройство для отделения верхнеголиСТА OT СТОпы и пОдАчи ЕгО КпРЕССу | 1979 |
|
SU804114A1 |
| Автоматизированная установка для перфорации листовых заготовок | 1983 |
|
SU1091965A1 |
| Укладчик черепицы | 1990 |
|
SU1729759A2 |