Изобретение относится к области сборочных работ в машиностроении, преимущественно к области сборки скребковых цепей конвейеров.
Цель изобретения - повышение производительности путем автоматизации подачи собираемых цепей в зону сборки.
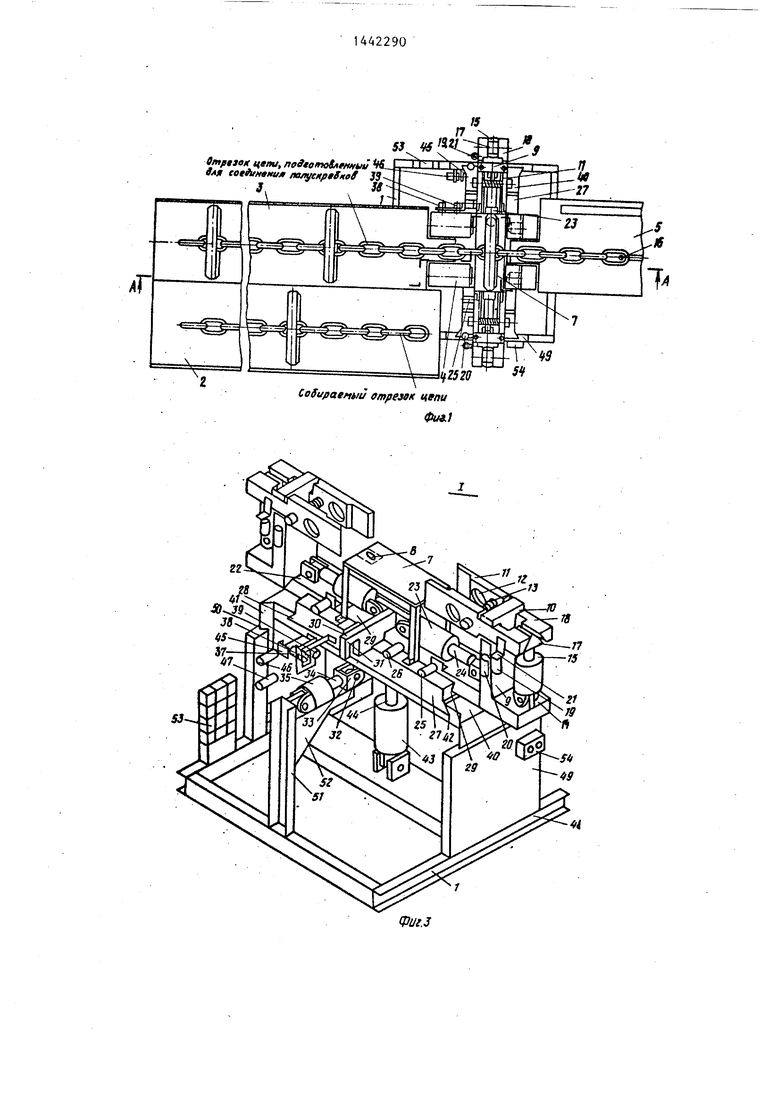
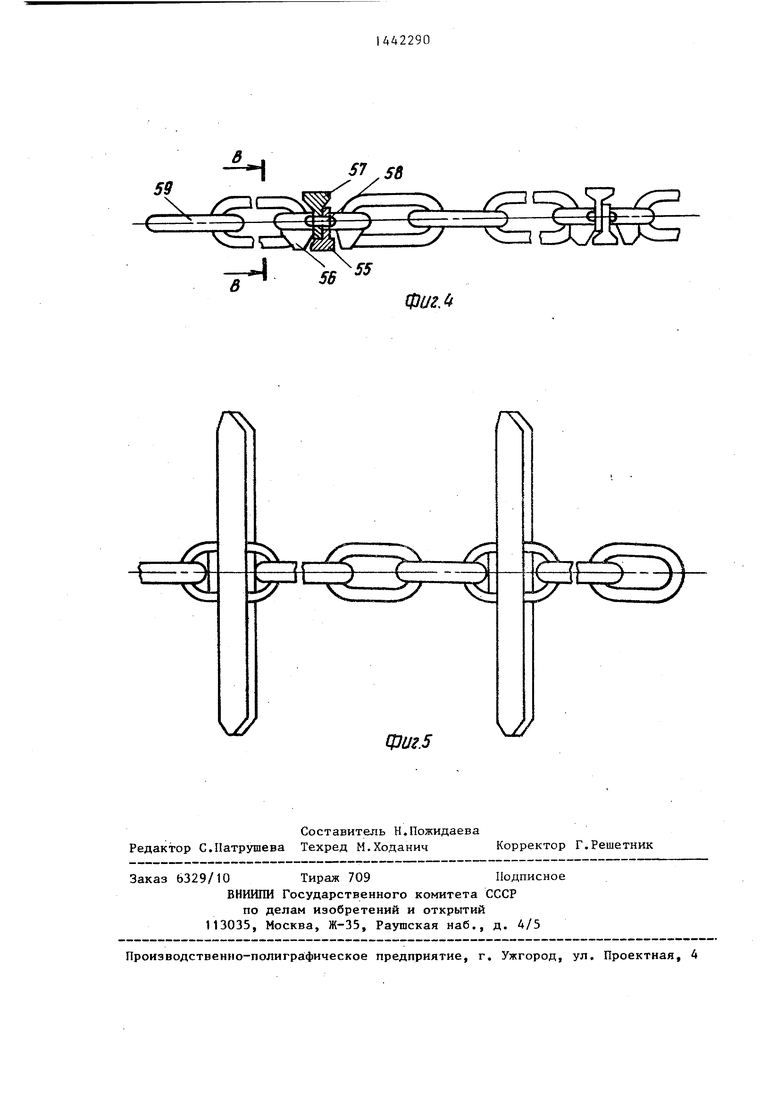
На фиг.1 изображено устройство, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.3-узел I на фиг. 2; на фиг.4 - собираемая цепь ; на фиг.5 то же, вид в плане.
Устройство содержит смонтированн
на основании 1 сборочный стол 2, лоток 3, клепальную скобу с двумя пуансонами 4, связанными со штоками силовых цилиндров, транспортер 5 с подвижным упором 6 и механизм подачи собираемого узла в зону сборки, состоящий из приемного стола 7 с датчиком 8 контроля наличия цепи в зоне сборки и зажимов, выполненных в виде корпуса 9, по бокам которого в направляющих 10 на осях расположены зажимные рычаги 11 с отверстиями 12 пуансонов клепальной скобы. Пружина 13 предназначена для разжатия зажимУстройство работает следующим образом.
Отрезок цепи укладывается вдоль сборочного стола. Полускребок 55 с
20 приваренным вкладышем подводят под горизонтально расположенное звено отрезка цепи 59. Полускребок 57 устанавливают в зто же звено сверху, совмещая с нижним.В отверстия полу25 скребков вставляют заклепку 58, укладку полускребков выполняют по определенной программе. Отрезок цепи, подготовленный для соединения с полускребками, перемещают в лоток 3.
ных рычагов. На палете 14 корпуса не-30 Подача первого звена цепи с полуподвижно установлен пневмоцилиндр 15 скребками на приемный стол 7 и набрасывание начала отрезка цепи 59 на подвижный упор транспортера 5 осущестсо штоком 16 и призмой 17, упирающейся в хвостовики 18 для поворота зажимных рычагов при захвате полускребков, конечные выключателя 19 и 20 и флажок 21, контролирующие поворот зажимных рычагов.
35
вляют вручную, В исходном положении зажимные рычаги 1 находятся в стороне от приемного стола 7, штоки 24 с иловых цилиндров 23 выдвинуты в крайние положения, при этом штоки 16 пневмоцилиндров втянуты и зажимные рычаги 11 под действием пружин 13 разжаты, конечные выключатели 19 включены, каретка 27 находится в исходном положении, которое контролируется конечным выключателем 38.
Механизм поперечного перемещения зажимов имеет салазки 22, силовой 40 цилиндр.23 ей штоком 24 и конечные выключатели 25 и 26. Механизм продольного перемещения зажимов выполнен в виде каретки 27 с продольными направ
вой цилиндр 43 со штоком 44 для подъема и опускания стола 40, фла:кок 45 и конечные выключатели 46 и 47 для контроля его положения. Основание 1 имеет раму 48 и две стойки 49 с направляющими пазами 50 для подъемного стола 40, стойку 51 с консолью 52 для крепления силового цилиндра 35, пнев- мораспределительную панель 53 и пост кнопочных выключателей 54.
Собираемый узел состоит из полускребков 55 с приваренными вкладышами 56, полускребков 57, заклепок 58
Устройство работает следующим образом.
Отрезок цепи укладывается вдоль сборочного стола. Полускребок 55 с
приваренным вкладышем подводят под горизонтально расположенное звено отрезка цепи 59. Полускребок 57 устанавливают в зто же звено сверху, совмещая с нижним.В отверстия полускребков вставляют заклепку 58, укладку полускребков выполняют по определенной программе. Отрезок цепи, подготовленный для соединения с полускребками, перемещают в лоток 3.
вляют вручную, В исходном положении зажимные рычаги 1 находятся в стороне от приемного стола 7, штоки 24 с иловых цилиндров 23 выдвинуты в крайние положения, при этом штоки 16 пневмоцилиндров втянуты и зажимные рычаги 11 под действием пружин 13 разжаты, конечные выключатели 19 включены, каретка 27 находится в исходном положении, которое контролируется конечным выключателем 38.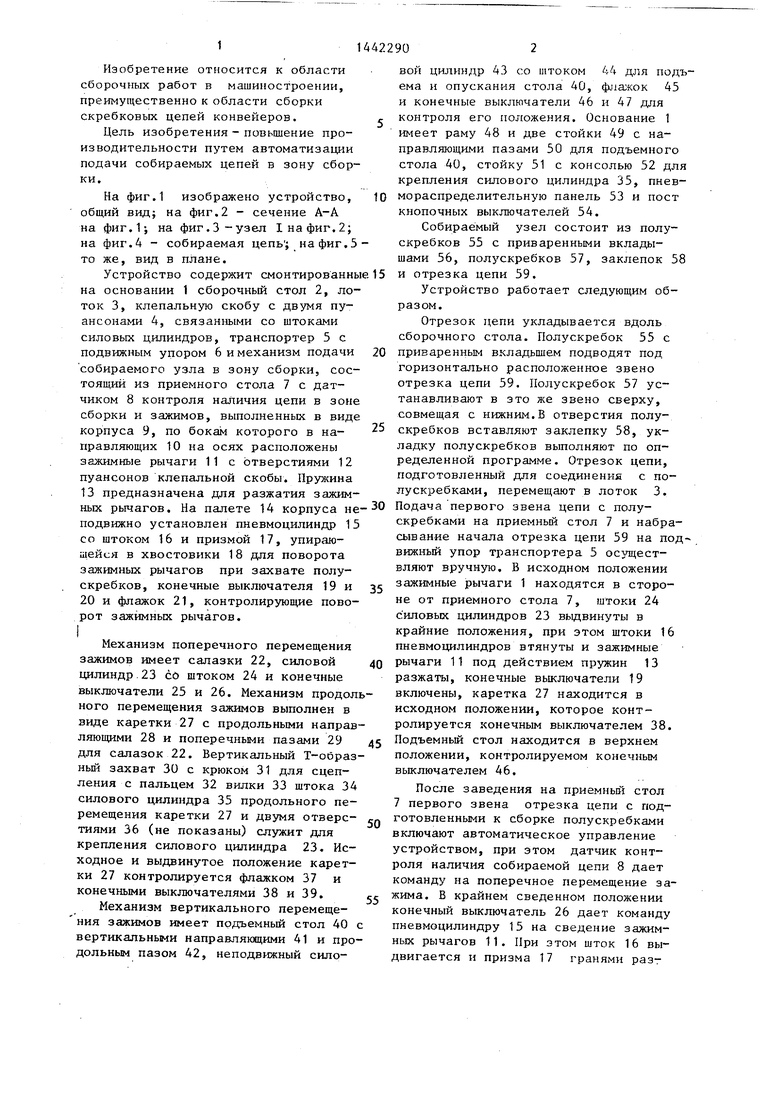

| название | год | авторы | номер документа |
|---|---|---|---|
| Клепальная установка | 1981 |
|
SU1016032A1 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Автомат для сборки тормозных колодок | 1981 |
|
SU979014A1 |
| Устройство для сборки и сварки | 1979 |
|
SU804318A1 |
| Автомат для мерной резки труб | 1980 |
|
SU882708A1 |
| Устройство для пакетирования штучных изделий | 1987 |
|
SU1654179A1 |
| Устройство для сборки и клепки конструкций | 1990 |
|
SU1784401A1 |
Изобретение относится к сборочному производству, в частности к устройствам для сборки скребковых цепей. Цель изобретения - повышение производительности путем автоматизации процесса подачи собираемого узла в зону сборки. Устройство со5857 3 А-А Л-Л держит смонтированные на основании 1 лоток для подачи подготовленного к сборке узла, клепальную скобу 4 и транспортер 5 для перемещения цепи. Собираемый узел подается на приемный стол 7 и прижимные рычаги 11, закрепленные на корпусе 9, фиксируют положение полускребков на приемном столе. Вертикальное перемещение рычагов 11 до уровня сборки осуществляет подъемный стол 40, оснащенный приводом перемещения. Пневмоцилиндр 35 при помощи вилки 33 взаимодействует с захватом 31 каретки 27 и перемещает ее в сторону упоров. Пуансоны клепальной скобы осуществляют сборку цепи. С появлением на приемном столе 7 очередного звена собираемой цепи с полускребками датчик контроля наличия деталей дает команду системе управления на повторение цикла подачи собираемых деталей в рабочую зону клепальной скобы 4. 5 ил. I (Л N9 N9 У (Рг,.2
50
ляющими 28 и поперечными пазами 29 45 Подъемный стол находится в верхнем для салазок 22. Вертикальный Т-образный захват 30 с крюком 31 для сцепления с пальцем 32 вилки 33 штока 34 силового цилиндра 35 продольного перемещения каретки 27 и двумя отверстиями 36 (не показаны) служит для крепления силового цилиндра 23. Исходное и выдвинутое положение каретки 27 контролируется флажком 37 и конечными выключателями 38 и 39.
Механизм вертикального перемещения зажимов имеет подъемный стол 40 с вертикальными направляющими 41 и продольным пазом 42, неподвижный силоположении, контролируемом конечным выключателем 46.
После заведения на приемный стол 7 первого звена отрезка цепи с под готовленными к сборке полускребками включают автоматическое управление устройством, при этом датчик контроля наличия собираемой цепи 8 дает команду на поперечное перемещение з jr жима. В крайнем сведенном положении конечный выключатель 26 дает команд пневмоцилиндру 15 на сведение зажим ных рычагов 11. При этом шток 16 вы двигается и призма 17 гранями раз
Подъемный стол находится в верхнем
положении, контролируемом конечным выключателем 46.
После заведения на приемный стол 7 первого звена отрезка цепи с подготовленными к сборке полускребками включают автоматическое управление устройством, при этом датчик контроля наличия собираемой цепи 8 дает команду на поперечное перемещение за- жима. В крайнем сведенном положении конечный выключатель 26 дает команду пневмоцилиндру 15 на сведение зажимных рычагов 11. При этом шток 16 выдвигается и призма 17 гранями раздвигает хвостовики 18 зажимных рычагов. Последние захватьшают полускребки, зажимают их, а конечные выключатели 20 дают команду на опускание подъемного стола 40 на позицию сборки.
При опускании подъемного стола крюк 31 механизма продольного перемещения зажимов входит в зацепление с пальцем 32 вилки 33 и конечный выключатель 47 дает команду пневмо- цилиндру 35 на перемещение каретки 27 в сторону упоров. При этом флажок 37 включает конечньш выключатель 39, который дает команду на вьшолне- ние процесса клепки.
I
После соединения полускребков с отрезком цепи операции выполняются в обратной последовательности. С появлением на приемном столе 7 очередного звена датчик контроля наличия цепи дает команду на дальнейшее автоматическое построение цикла подачи полускребков в зону сборки.
Формула изобретения
Устройство для сборки скребковых цепей, содержащее смонтированные на основании транспортер для перемещения цепи, механизм сборки в виде клепальной скобы с двумя силовыми цилиндрами, раму, на которой установлен механизм подачи собираемой цепи в зону сборки, выполненный в виде приемного стола и зажимов, и систему управления, о тличающее- с я тем, что, с целью повышения производительности путем автоматизации подачи собираемой цепи в зону сборки, оно снабжено электрически связанным с системой управления
датчиком контроля наличия собираемой цепи на приемном столе и механизмами вертикального, продольного
и поперечного перемещений зажимов, при этом механизм вертикального перемещения зажимов выполнен в виде подъемного стола с направляющими, установленного с возможностью пере0 мещения на раме, и силового цилиндра, смонтированного на основании, механизм продольного перемещения зажимов выполнен в виде каретки, установленной с возможностью переме-
5 щения в направляющих подъемного стола и вьтолненной с направляющими, закрепленной на основании стойки с размещенным на ней вспомогательным силовым цилиндром и Т-образного захвата,
0 расположенного на каретке с возможностью взаимодействия со штоком вспо- ногательного силового цилиндра, механизм поперечного перемещения зажимов вьшолнен в виде салазок, установ5 ленных симметрично относительно приемного стола в направляющих каретки с возможностью перемещения в направлении, перпендикулярном направлению перемещения каретки, и дополнитель0 ных скловььс цилиндров, жестко закрепленных на каретке, а зажимы расположены симметрично относительно приемного стола и каждый из них выполнен в виде корпуса, : установленного на салазках и связанного со штоком дополнительного силового цилиндра механизма поперечного перемещения зажимов, зажимных рычагов, закрепленных на корпусе, привода углового пе0 ремещения и призмы, закрепленной на подвижном элементе привода углового перемещения с возможностью взаимодействия с зажимными рычагами.
5
Отрезок цепа пffff ol wSлfmuu
Или totfun nitM fliuycMpffitef 33яJe
Л ;
CoSupaenuu отрезок цепи Фиг.1
Л
/7
/5
Я
5t
rs
Фи,
сриг.5
| Способ сборки и упорядоченной укладки изделий в пакет и устройство для его осуществления | 1983 |
|
SU1242323A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
