1
Изобретение относится к обработке металлов давлением.
Известен способ изготовления деталей типа стаканов с фланцами деформированием центральной части цилиндрической заготовки с осевым подпором ее подвижным элементом штампа и с формированием фланца из периферийной зоны заготовки.
С целью обеспечения возможности получения стаканов с коническим участком заготовку по предложенному способу предварительно прессуют до получения ступенчатого стакана и обжимают его в штампе на конус.
В зависимости от применяемых материалов процесс может осуществляться без нагрева или с нагревом заготовки, или с нагревом как заготовки, так и инструмента (жаропрочные и высокопрочные материалы).
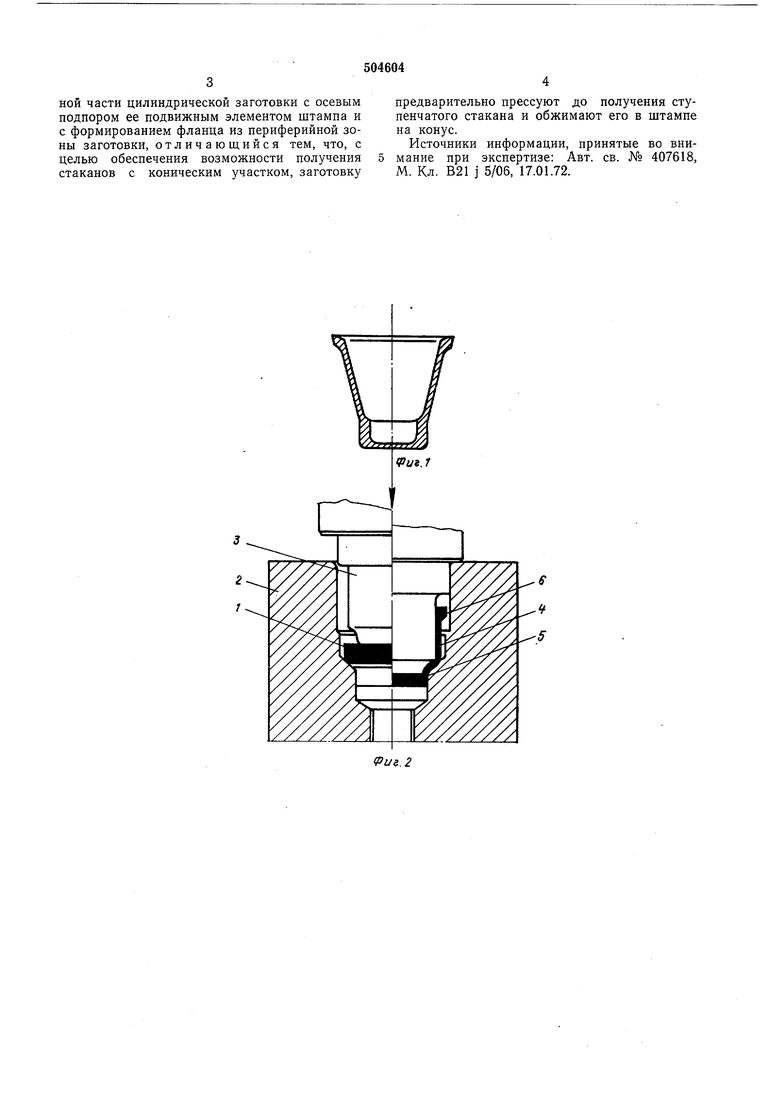
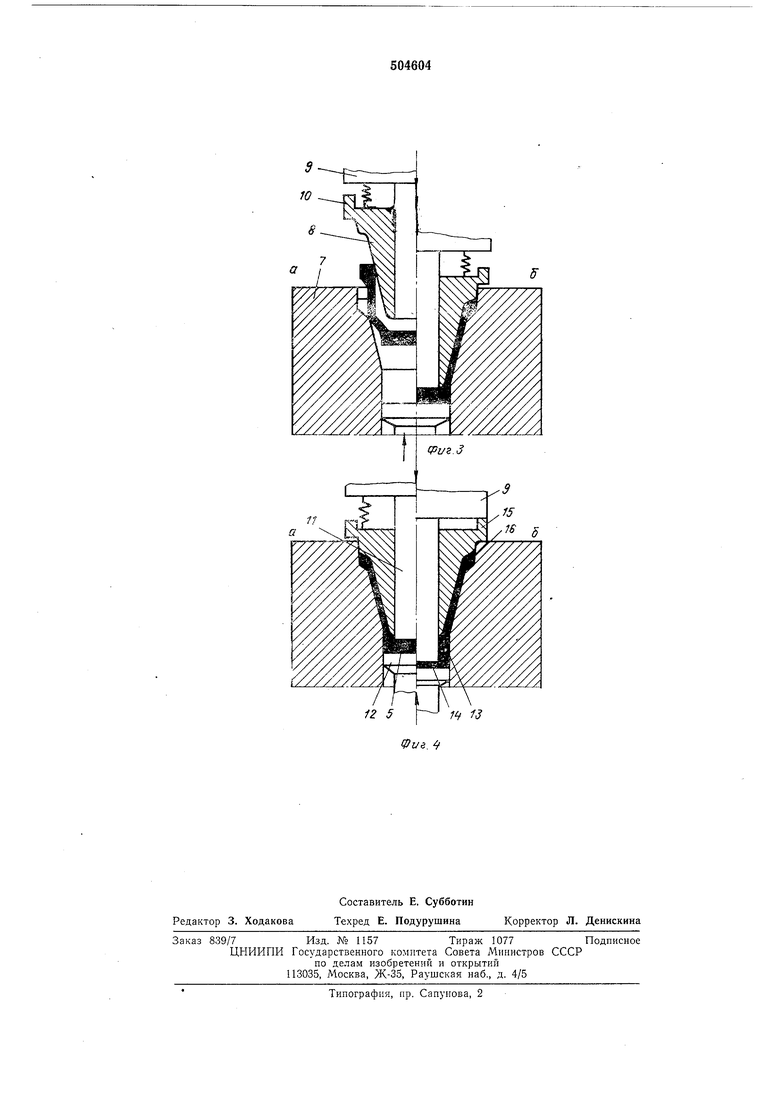
На фиг. 1 показана готовая деталь; на фиг. 2 - процесс прессования из заготовки ступенчатого стакана с утолщенной кромкой; на фиг. За, б - процесс обжатия прессованного стакана по коническому пуансону, начало и окончание соответственно; на фиг. 4а, б - процесс деформирования центральной части заготовки, начало и окончание соответственно и окончательная формовка фланца.
Способ реализуется следующим образом.
Из цилиндрической заготовки 1 в штампе 2 прессуют пуансоном 3 ступенчатый стакан 4 с
утолщенной центральной частью 5 и утолщенной кромкой 6 (см. фиг. 2), диаметр которой соответствует диаметру фланца готовой детали.
Полученный полуфабрикат устанавливают в щтамп 7 и обжимают последним по пуансону 8, подпружиненному относительно траверсы 9 пресса, например, верхним гидроприжимом 10 с усилием РВ.Г.П. (см. фиг. За и б). Закончив обжатие полуфабриката по коническому пуансону, начинают деформировать прошивным пуансоном И центральную утолщенную часть 5 с одновременным ее подпором снизу подвижным элементом штампа 12 с усилием РСТ., которое принимается меньшим, чем усилие деформирования (см. фиг. 4а).
Процесс заканчивают, образовав из центральной части полуфабриката цилиндрическую часть 13 детали и дно 14 требуемой толщины, при этом в конечный момент подвижная траверса 9, сжимая гидроприжим 10, касается упоров 15, расположенных на коническом пуансоне, и всем усилием Р пресса деформовывает из утолщенной кромки полуфабриката фланец 16 детали.
Формула изобретения
Способ изготовления деталей типа стаканов с фланцами путем деформирования центральной части цилиндрической заготовки с осевым подпором ее подвижным элементом штампа и с формированием фланца из периферийной зоны заготовки, отличающийся тем, что, с целью обеспечения возможности получения стаканов с коническим участком, заготовку предварительно прессуют до получения ступенчатого стакана и обжимают его в штампе на конус. Источники информации, принятые во внимание при экспертизе: Авт. св. № 407618, М. Кл. В21 j 5/06, 17.01.72.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1811430A3 |
| Способ изготовления деталей типаСТАКАНОВ | 1978 |
|
SU795696A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2009 |
|
RU2396141C1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Способ изготовления полых ступенчатых изделий | 1990 |
|
SU1748904A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
12 5
