На фиг. 1 показано предлагаемое устройство в двух проекциях; фиг. 2 - кинематическая схе.ма устройства.
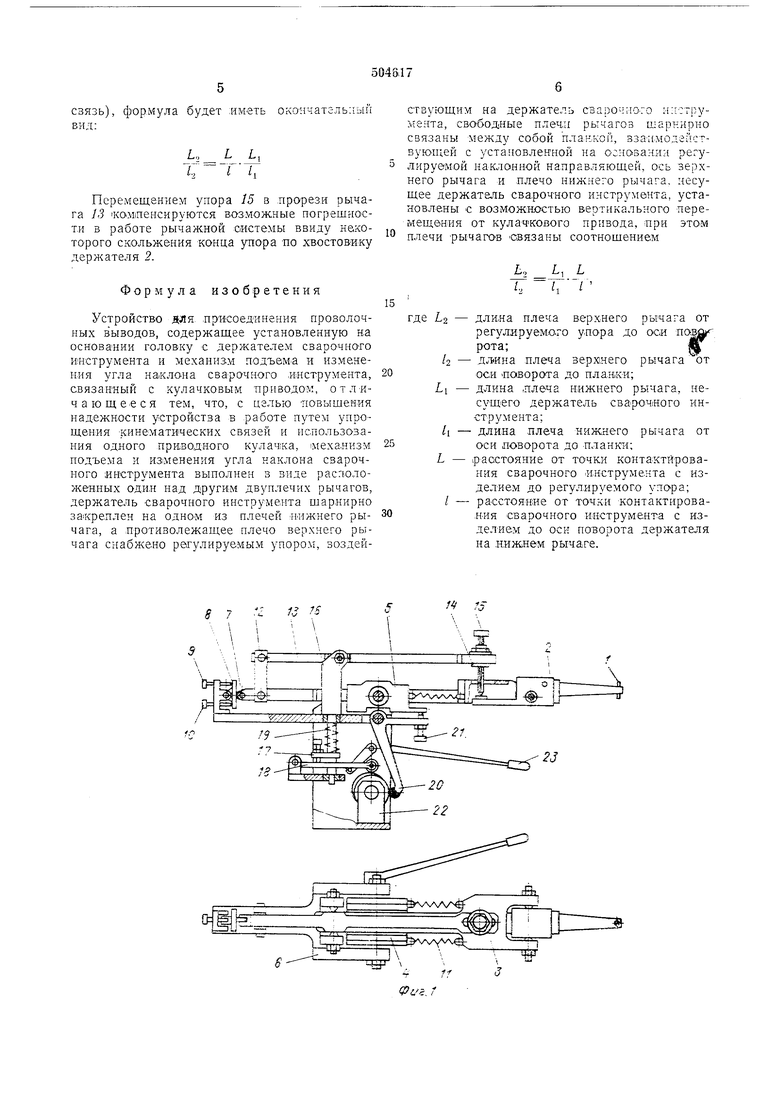
Устройство для присоединения проволочных выводов содержит сварочный инструмент /, закрепленный в держателе 2. Последний шарнирно установлен на нижнем рычаге 3, заключенном Б направляющих 4 корпуса 5, закрепленного шарнирно на ооноваяин 6. Ролик 7 упирается в направляюпдую 8, положение которой регулируется винтами 9 и 10. Пружины // .поджимают рычаг 3 к направляющей 8. Посредством планки 12 -к рычагу 3 подсоединен верхний двуплечий рычаг 13, з прорези которого закреплена втулка 14 с :ввернутым в -нее регулируемы.м уноро м 15, воздействуюЩ:ИМ на держатель 2. Ось рычага 13 закреплена на подвижной вилке 16, опирающейся упором 17 на рычат 18 и поджатой пружиной 19. Двуплечий рычаг 20 упором 21 :эоздействует на .корпус 5. Ролики рычагов /5 и 20 опираются на кулачок привода 22.
Устройство работает следующим образом.
При вращении кулачкового привода на позиции первой сварки рычаг 18 поднимает вилку 16, верхний рычаг 13 и упор 15, при этом освобождает хвостовик держателя 2, и сварочный инструмент опускается иа сварку, возвращаясь пр.и дальнейщем вращении кулачка привода в исходное положение.
При переходе .на иоз1иц.ию второй сварки двуплечий рычаг 20 освобождает корпус 5 и рычаг 3 иа клоняется .вниз вместе с закрепленным в нем держателем 2. Одновременно с этим рычаг 13 своим упором 15 иажимает на хвостовик держателя 2, изменяя угол наклона сварочного инструмента /.
По .мере дальнейщего вращения 1кулачк:0вого привода вилка 16 вновь .поднимается, сварочный .инструмент опускается На вторую сварку и возвращается в исходное положение. Затем происходит новторпое измененяэ угла наклона сварочного инструмента в о-братно.м порядке.
Выполненный в виде эксцентрика призодной кулачок рычага /5 позволяет подводить сварочный инструмент -к контактным ллощадкам свар:иваемого прибора с минимальной скоростью, что дает возможность избежать и.меющих место в известных устройствах ударов и вызываемых ими вибраций сварочно.го инструмента, отрицательно сказывающихся на Качестве сва/рочных соединений. Устан авливая направляющую 8 с определенным наклоном посредство1м ви.нтОВ 9 и 10, можно обеспечить перемещение сварочного Инструмента .при переходе с позиции де.рвой сварки на вторую, образуя автоматически перемычку.
Путем перемещения втулки 14 в прорези рычага 13 :можно .менять .положение сварочного .мента 1 ло высоте при переходе с одной позиции сварки на другую. Рычаг 23 служ.ит для опускания сварачного инструмента .ВРУЧНУЮ.
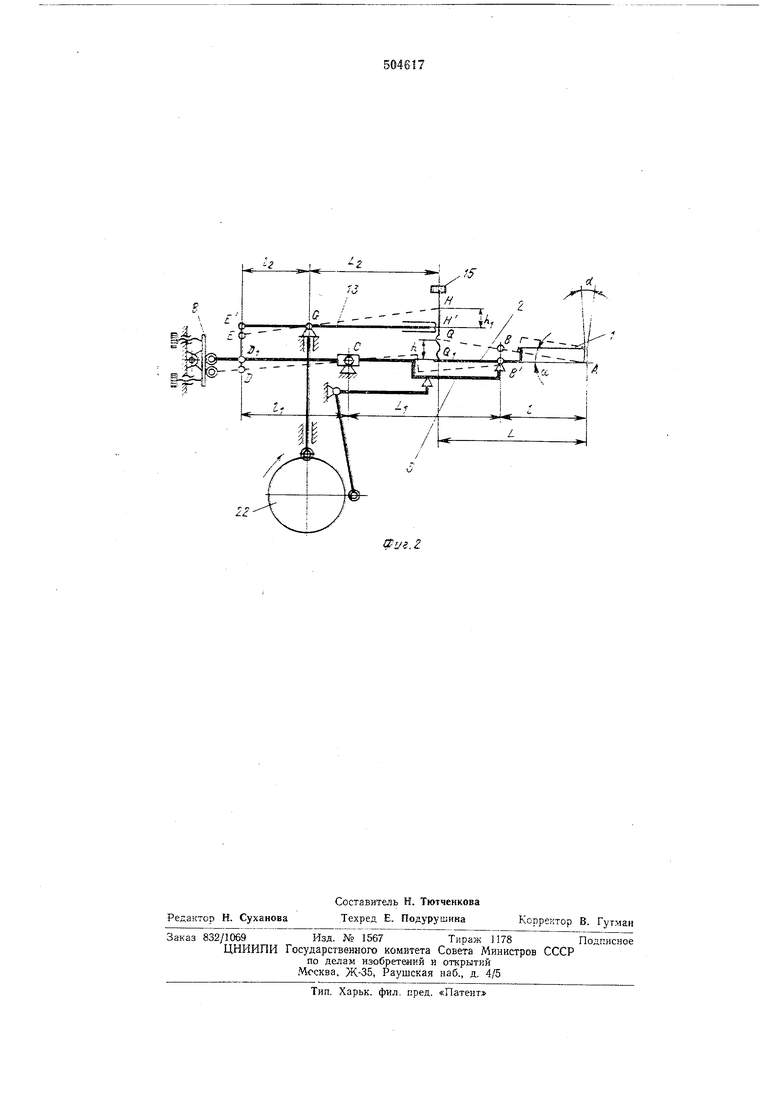
На фиг. 2 пунктирны.ми лин.иям.и паказа-но иолож.ение основных звеньев рычажной системы устройст1в.а в момент подгото.вки к сварке на первой позиции, а сплощными л.иниями - на втарой ПОЗИЦЕИПри .переходе с первой позиции сварки на вторую точка А эа рабочем конце сварочного инструмента должна быть неподвижной во избежание разрущения сварного соединения,
т. е. является центром вращения звена ABQ. Точки В м Q звена ABQ должны пои это1М двигаться по дугам окружностей соответствующих радиусов I и L, что требует некоторого осевого перемещения звена BCD. Н-эобхэдимое осевое пере1мещевие звена BCD обеспечивается наклонной направляющей 8, угол на,кло:на которой (4-5°) устанавл.ивается при настройке механизма.
При повороте звена ABQ относительно
точки А на некоторый угол а точка Q 31вена займет .повое положение Q|, иереместивщись иа расстояние /г; точка Я рычага EGH займет положение HI, лереместивщись на расстояние hi.
Необходимым условием синхроиной работы 31ве.ньев механизма будет соблюдение равенства h - h. В противном случае точка А будет смещаться вверх или :вниз от своего исходного положения.
Рассматривая два положения звеньев механизма, изОбраженные на фиг. 2, можно написать три следующих соотногпения:
(1) (2) (3)
Преобразуя исходные выражения (-3) будем иметь:
L.BB,
(4)
i - «
.B..i5
(5)
/ FP
I-..jL- i---J--
(6) /о
55 Приравнивая выражение (6) к ,выражению (4) и .заменяя в выраж.ени.и (4) BBi его значением из выражения (5), лолучим формулу, определяющую зависимость соотнощений линейных ра.зэдеров всех основных звеньев синтезированного механизма:
L,-EE, L ,
I, - Т I, 65 так как 1 DDi (звено DE - жесткая
связь), формула будет иметь вид:
А -Ь
L,,
Т I,
/:
Перемещением упора 15 в лрорезя рычага 13 Компенсируются возможные погрешности в работе рычал ной системы ввиду ке,хоторого скольжения конца упора по хвостовику держателя 2.
Формула изобретения
Устройство для .присоединения проволочных выводов, содержащее установленную на основании головку с держателем сварочното инструмента и механизм подъе м.а и изменения угла наклона сварочного .инструмента, связанный с кулачковым приводом, отЛИчающееся тем, что, с целью повышения надежности устройства в работе путем упрощения Кинематических связей и исиользозания одного приводного кулач;ка, мехализм иодъема и изменения угла наклона сварочного инструмента выполнен в виде расгюлож.енных один над другим двуплечих рычагов, держатель сварочного инструмента щарнирно за Креллен на одном из плечей «ижиего рычага, а .противолежащее плечо верхнего рычага снабжено регулируемым упором, воздействующим на держатель сварочносо илгтрумента, свободные плечи рычагов шаркирно связаны между собой плавкой, взаЦ.модейстБуюн ей с установленной на огнованяи р-егулируемой наклонной на.правляющей, ось верхнего рычага и .плечо нижнего рычага, несущее держатель сварочного инструмента, установлены с возможностью вертикального перемещения от кулачкового привода, при этом плечи рычагов связаны соотношением
L, L
Ь I, I, -/
е LS - длина плеча верхнего рычага от
регулируемо.го упора до оси паж
рота;
/2 - длинна плеча верхнего рычага от
оси Поворота до планки; LI - длина ллеча нижнего рычага, несущего держатель сва рочного инструмента;1 - длина плеча нижнего рычага от
оси поворота до планки; L - 1раастояние от точки контактирования сварочного «нструме.кта с изделием до регулируемого упора; / - расстояние от точки контактирова.ния сварочного инструмента с изделием до оси поворота держателя на .нижнем рычаге.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для микросварки | 1984 |
|
SU1164024A2 |
| Устройство для микросварки | 1977 |
|
SU732103A1 |
| Устройство для микросварки | 1978 |
|
SU825296A1 |
| Устройство для микросварки | 1975 |
|
SU569418A1 |
| Устройство для микросварки проволочныхвыводов | 1974 |
|
SU508364A1 |
| Автоматическая установка для присоединения проволочных выводов | 1988 |
|
SU1625630A1 |
| Устройство для управления группой исполнительных механизмов | 1986 |
|
SU1345180A1 |
| Устройство для присоединения проволочных выводов | 1975 |
|
SU603537A1 |
| Установка для автоматической сварки тулеек лопат | 1973 |
|
SU476954A1 |
| Автоматическая роторная линия для сборки и сварки металлоконструкций | 1978 |
|
SU766801A1 |
S 7
