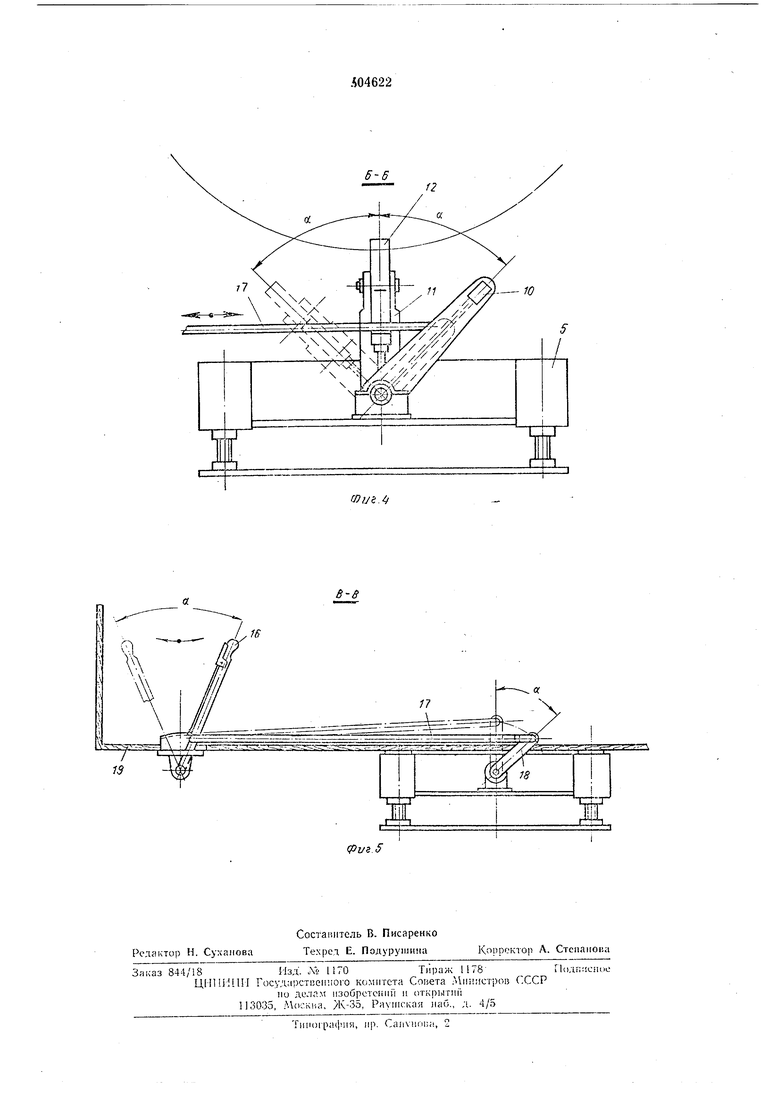
rs под углом к, которып зависит от диаметра трубы. Кулачок 11 сиабжеа храповой собачкой 12. Кулачки Юн 11 между собой соединены валом 13, установленным в опорах 14 н 15. Привод поворота кулачков 0 и 11 включает в себя р коять 16 I, тягу 17, шарннрно соединенную с р1лчагом 18. Прнвод новорота кулачков 10 и ii может быть вынолнсн i; виде любого другого нзвестного механизма.
Участки для механической обработки торцов труб могут c 0 Гiиpoвaны в закрытых утенленных 19 с освендением, что позволит вести работы в нолевых условиях независимо от времени суток и иогоды. Храновая еобачка 12 выио.чнена односторон11е1О действия и снабжена противовесом 20.
Предлагаемая ноточная линия работает следующим образом.
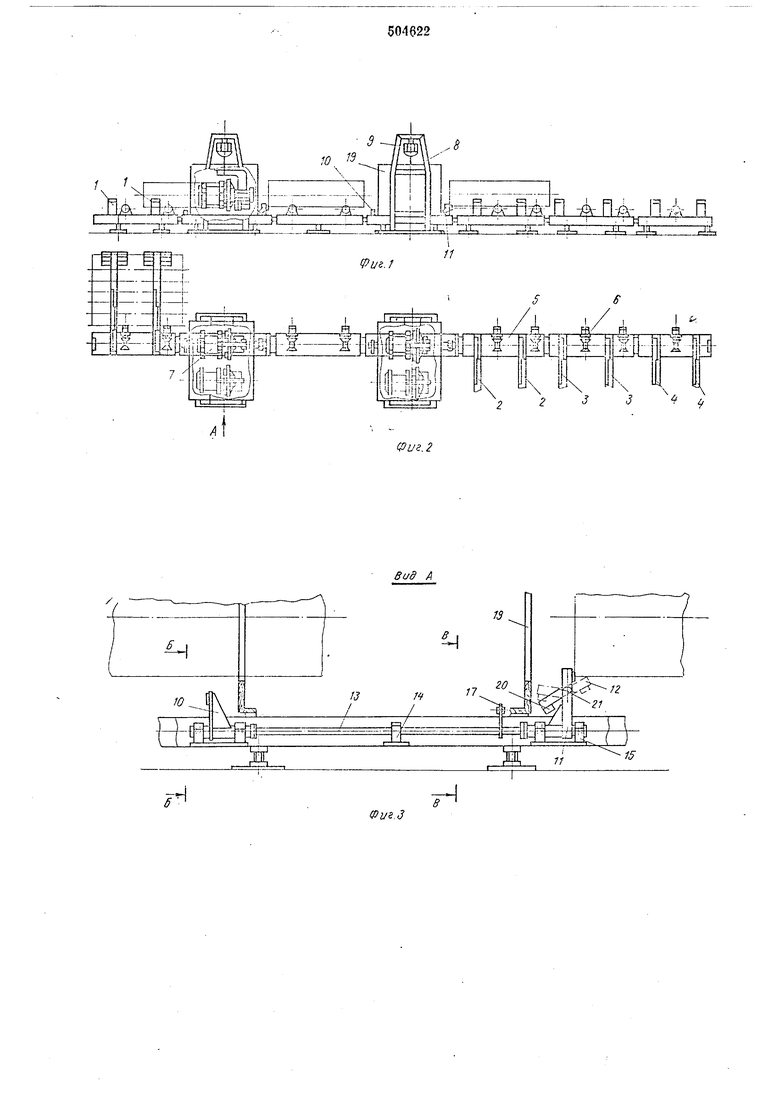
Па транснортируюи1,ее устройство 1 загружаются одиночные трубы и нри иомощи механизмов укладкн иодаются на рольганги 6 продольного неременссипя, ирн иомощи которых три трубы размещаются вдоль линии в оп))еделениом положении.
При перемеихенин труб в исходное иоложение кулачок 11 с храиовой собачкой 12 иодпят, а поскольку храновая собачка одностороннего действия, то трубы, наезжая на нее, 1юворач 1вают ее вокруг своей оси 21 и свободно перемещаются но рольгангу 6. После прохождения трубы храповая собачка 12 иод действием нротивовеса 20 возвращается в исходное положенне. Для того, чтобы обработать левый торец правой крайней трубы, необходимо кулачок 1I повернуть ири HOMOHUI рукояти 16. Так как кулачок 10 жестко соединен с кулачком 11 валом 13, то кулачок 10 поднимается. При поднятом .кулачке 10 невозможен еамонроизвольный въезд средней трубы на участок расположения стайка для механической об 1аботки и обслужнваюидего персонала. При опущенном кулачке 10 можно производить обработку только иравого торца средней трубы тем же станком, нри
этом кулачок 1 блокирует самопроизвольный въезд правой крайней трубы в место расположения станка и обслуживающего персонала. Вся описанная последовательность обработки левого торца правой крайней трубы и правого торца средней трубы сираведлива и npii обработке другнм станком левого торца средней трубы н иравого торца крайней левой трубы.
ilocvie того, как обработка торнов труб закончена, кулачок 11 ставится в вертикальное положение, затем при ио.мон;и рольгангов G продольного перемещения трубы подаются на еекции 5 поточной линии, где расположены
.мехаииз.мы 2 - 4 перегружения. При помощи этих механизмов трубы иостуиают на последующие операции - автоматическую сварку двухтрубных, а затем трехтрубных секций. На освободившуюся линню поступают новые три трубы, и ироизводствениый цикл повторяется.
Формула изобретения
Поточная линия, преимуи1,ественно для обработкн резанием торцов труб под сварку, содержащая основаиие, на котором размещены рольганг для продольного иеремещер1ия труб и участки для механической обработки торцов
труб, отличающаяся тем, что, с целью повыщеиия нaдeж rocти работы оборудования н защиты его от повреждений, каждый участок для механической обработки торцов труб снабжен устройством, нредотвращаюнхнм самоироизвольное перемещение труб н выполненным в виде расположенного вдоль оси линии вала, емонтированного на основании с возможностью свободного поворота относительно своей продольной оси и с 1абженного двумя
жёстко закрепленными на коннах вала кулачками, развернутыми отиоеительно друг друга под углом в илоскости, нерпендикуляриой продольной оси вала, нри этом один из кулачков снабжен храповой собачкой. 

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДРЕНАЖНЫХ ТРУБ | 1970 |
|
SU271358A1 |
| АВТООПЕРАТОР | 1971 |
|
SU305035A1 |
| РЕГУЛЯТОР ПОДАЧИ ПЕТЕЛЬНОЙ ОСНОВЫ НА ТКАЦКОМ СТАНКЕ | 1970 |
|
SU267503A1 |
| Автомат для фрезерования пазов | 1988 |
|
SU1593898A1 |
| Устройство для автоматического нарезания резьбы на токарном станке | 1979 |
|
SU770692A1 |
| УСТРОЙСТВО для ПОШТУЧНОГО ТРАНСПОРТИРОВАНИЯ плоских ЭЛАСТИЧНЫХ ЭЛЕМЕНТОВ | 1972 |
|
SU329693A1 |
| Станок для шаговой подачи листовой резины на обработку | 1972 |
|
SU438547A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ И ВСТАВКИ ПРОКЛАДОК | 1965 |
|
SU172393A1 |
| Приспособление к блокообжимному прессу для приемки книжных блоков | 1955 |
|
SU102281A1 |
| Механизм прибавки игл на моснофанговой машине | 1955 |
|
SU102367A1 |