1
Изобретение относится к способу изготовления изделий из деревянных заготовок и может быть использовано в области производства изделий из прессованной древесины.
Известен способ изготовления изделий из деревянных заготовок путем их гнутья в профильном канале, образованном матрицей и опорным роликом с упором.
Цель изобретения - улучшение качества изделий.
Достигается это тем, что заготовки перед гнутьем предварительно нагревают до 90- 140°С, а процесс гнутья осуществляют при давлении 20-60 кг/см, причем одновременно со стороны упора опорного ролика на заготовку воздействуют усилием 15-25 кг/см.
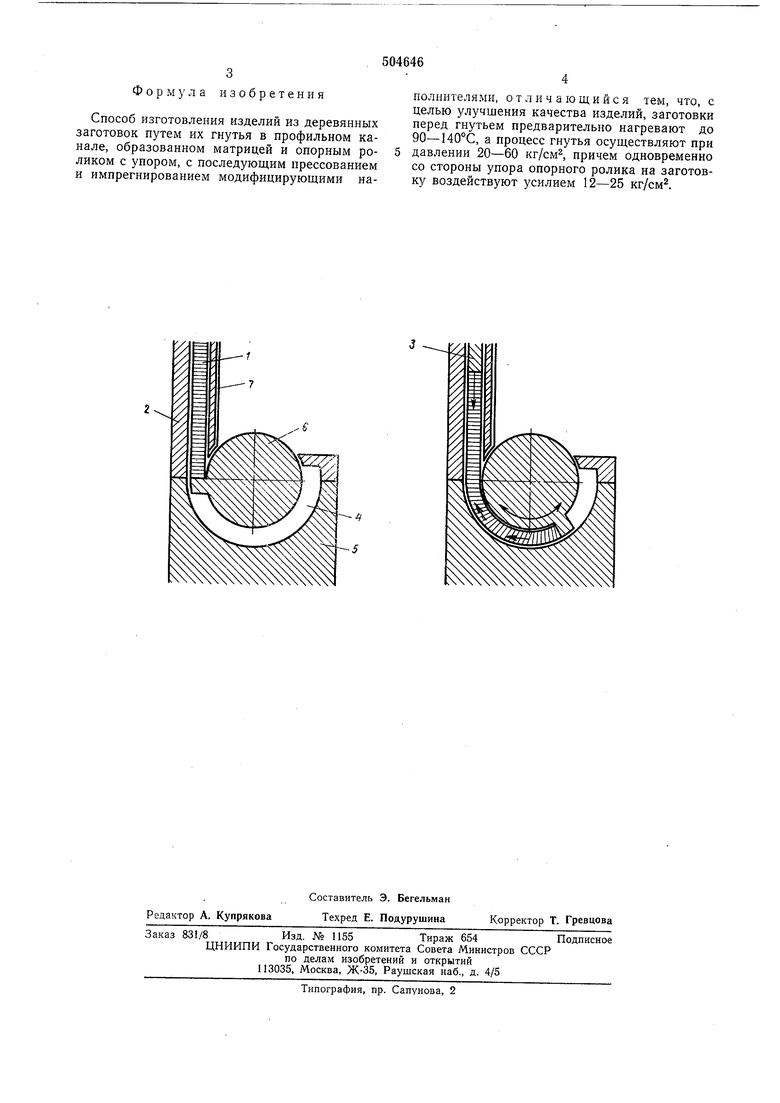
Чертеж иллюстрирует предложенный способ.
Заготовки древесины лиственных пород влажностью 6-10% помещают в автоклав или масляную ванну и нагревают до 90- 140°С. Нагретые заготовки 1 помещают в лоток 2, по которому пуансоном 3 проталкивают в профильный канал 4, образованный матрицей 5 и роликом 6. При проталкивании заготовки происходит последовательное ее искривление с одновременным прессованием внутренних слоев древесины на 15-20% и пропиткой антифрикционными наполнителями, подаваемыми по каналу 7 к внутренней поверхности
заготовки. Для предупреждения скалывания древесины при гнутье заготовку защемляют в канале путем воздействия на нее со стороны упора ролика усилием 15-25 кг/см, а со стоРОНЫ толкающего пуансона - усилием 20- 60 кг/см. После изгиба заготовку проталкивают в калибрующий канал, где происходит ее дальнейшее осевое уплотнение на 20-25% под действием давления 40-70 кг/см с последующим охлаждением до 30-40°С или сушкой до влажности 6-8%.
Пример. Предложенный способ был испытан при изготовлении втулки узла трения опорного ролика кассеты цеха КПД. Размеры
втулки: 110 мм; внутр 75 мм; / 50 мм.
Для изготовления данного узла используют древесину березы влажностью 8%. Заготовку нагревают паром при давлении 2,5 ати до 105°С, а затем последовательно изгибают путем проталкивания ее при разности давлений 10 кг/см в формующем канале и дополнительно уплотняют в калибрующем канале под действием давления 40 кг/см. В процессе проталкивания заготовку одновременно импрегнируют суспензией антифрикционного наполнителя «АМАН. Втулка, изготовленная этим способом, имеет чистую калиброванную поверхность и заданные размеры и не требует дальнейшей механической обработки.
Формула изобретения
Способ изготовления изделий из деревянных заготовок путем их гнутья в профильном канале, образованном матрицей и опорным роликом с упором, с последующим прессованием и импрегнированием модифицирующими наполнителями, отличающийся тем, что, с целью улучшения качества изделий, заготовки перед гнутьем предварительно нагревают до 90-140°С, а процесс гнутья осуществляют при давлении 20-60 кг/см, причем одновременно со стороны упора опорного ролика на заготовку воздействуют усилием 12-25 кг/см.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТО-ПРЕССОВАННЫХ ДЕТАЛЕЙ ИЗ ДЕРЕВЯННЫХ ЗАГОТОВОК | 1991 |
|
RU2010699C1 |
| Способ изготовления -образныхфиТиНгОВ | 1979 |
|
SU837442A1 |
| Способ изготовления полых изделий с раструбом | 1978 |
|
SU719773A1 |
| Устройство для изготовления гнуто-прессованных изделий из древесины | 1986 |
|
SU1359122A1 |
| Устройство для изготовления подшипников скольжения из модифицированной древесины | 1987 |
|
SU1428575A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ИЗДЕЛИЙ ИЗ ДЕРЕВА | 2005 |
|
RU2292260C1 |
| Способ изготовления спеченных изделий с внутренней резьбовой поверхностью | 1986 |
|
SU1397180A1 |
| СПОСОБ ГИБКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2016683C1 |
| Способ гибки длинномерных полых изделий с профилем открытого типа | 2018 |
|
RU2691478C1 |
| Устройство для изготовления антифрикционных материалов на основе древесины | 1983 |
|
SU1101345A2 |
