Изобретение относится к устройствам для изготовления гнуто-прессованных изделий из деревянных заготовок и может быть использовано в деревообрабатывающей промышленности и в машиностроении.
Целью изобретения является расширение технологических возможностей за счет получения деталей замкнутого контура малого диаметра, повышения производительности и качества изготавливаемых деталей.
Предлагаемое устройство позволяет путем увеличения смыкания краев заготовки без растрескивания древесины получить качественную деталь замкнутого контура. При необходимости можно получать детали малого диаметра.
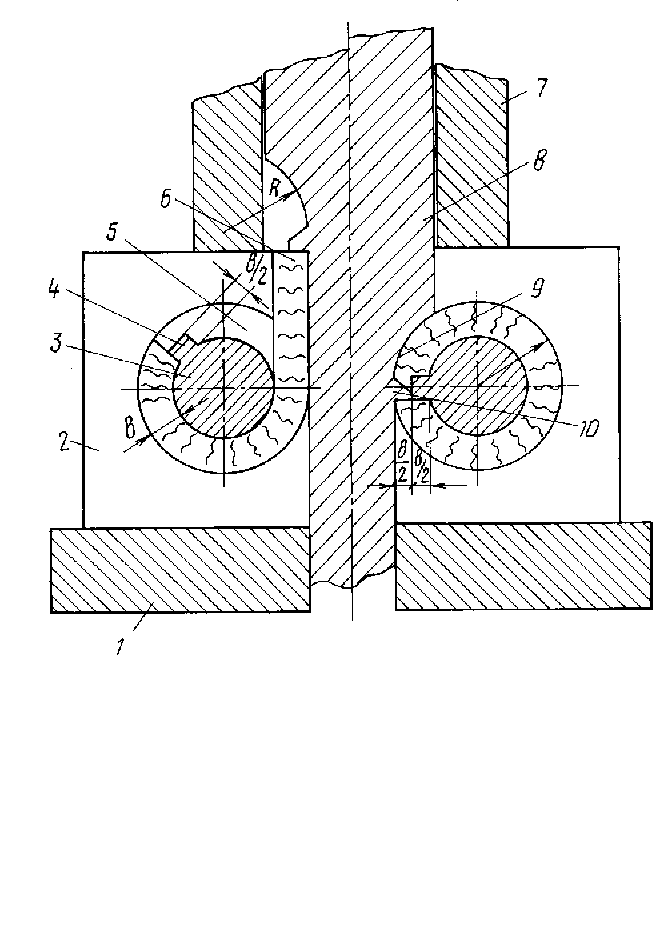
На чертеже изображено устройство в процессе работы.
Устройство для изготовления гнуто-прессованных деталей из деревянных заготовок состоит из станины 1, на которой смонтированы матрица 2 и поворачивающийся шаблон 3 с выступом 4, образующие профильный канал 5. Поворачивающийся шаблон 3 имеет механизм нагружения (не показан), который обеспечивает встречное воздействие на заготовку 6 выступом 4 с усилием 1-2 МПа. По направляющим 7 движется пуансон 8, который выполнен с выборкой 9. Внутренняя поверхность верхней части выборки 9 имеет форму поверхности профильного канала 5. Нижняя часть поверхности выборки 9 выполнена в виде упора 10. Выборка 9 служит для прохождения выступа 4 при гнутье.
В устройстве, предназначенном для получения двух изделий одновременно, матрицы 2 и выборки 9 в пуансоне 8 расположены симметрично относительно вертикальной оси устройства.
Работа устройства для изготовления гнуто-прессованных деталей из деревянных заготовок осуществляется следующим образом.
Заготовки древесины 6 лиственных пород влажностью 6-10% помещают в масляную ванну и нагревают до 90-140оС. Нагретая заготовка 6 с помощью подающей кассеты (не показана) устанавливается, опираясь на выступ 4 шаблона 3, и пуансоном 8 проталкивается в профильный канал 5. При этом происходит последовательное искривление заготовки 6 с одновременным прессованием внутренних слоев древесины на 15-20% . Для предупреждения растрескивания древесины при гнутье заготовку 6 защемляют в профильном канале 5 путем воздействия на нее со стороны выступа 4 поворачивающегося шаблона 3 усилием 1-2 МПа, а со стороны толкающего пуансона 8 усилием 2-6 МПа. При завершении гнутья выступ 4 поворачивающегося шаблона 3 попадает в выборку 9 пуансона 8 и удерживает заготовку от растрескивания. После изгиба заготовку 6 проталкивают в калибрующий канал (не показан), где происходит ее дальнейшее осевое уплотнение на 20-25% под действием давления 4-6 МПа и окончательное замыкание контура заготовки 6, с последующим ее охлаждением. (56) Авторское свидетельство СССР N 504646, кл. B 27 H 1/00, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЗАГОТОВОК ИЗ ДРЕВЕСИНЫ | 2008 |
|
RU2393084C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЗАГОТОВОК ИЗ ДРЕВЕСИНЫ | 2008 |
|
RU2393083C1 |
| Устройство для гнутья древесины | 1989 |
|
SU1717354A1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЗАГОТОВОК ИЗ ДРЕВЕСИНЫ | 2009 |
|
RU2400356C1 |
| Способ изготовления изделий из деревянных заготовок | 1974 |
|
SU504646A1 |
| Устройство для изготовления гнуто-прессованных изделий из древесины | 1986 |
|
SU1359122A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1998 |
|
RU2143971C1 |
| Устройство для формования профильных деревянных изделий | 1990 |
|
SU1759626A1 |
| Устройство для гнутья деревянных заготовок | 1989 |
|
SU1706861A1 |
| СПОСОБ ГИБКИ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365450C1 |
Использование: В устройствах для изготовления гнуто-прессованных изделий из деревянных заготовок, в деревообрабатывающей промышленности, в машиностроении. Сущность изобретения: устройство включает в себя станину 1, на которой смонтированы матрица 2 и поворачивающийся шаблон 3 с выступом 4, образующие профильный канал 5. Выступ имеет высоту, равную половине толщины деревянной заготовки 6. По направляющим 7 движется пуансон 8, который выполнен с выборкой 9. Верхняя поверхность выборки имеет радиус, равный радиусу формирующей поверхности профильного канала. Нижняя поверхность выборки выполнена в виде упора 10, высота которого равна половине толщины заготовки. Устройство, предназначенное для получения двух изделий, одновременно, имеет пуансон, в котором выборки выполнены с двух противоположных сторон, а две матрицы расположены симметрично пуансону. 1 з. п. ф-лы, 1 ил.