Изобретение от1ноеится к автоматизированным линиям штамповки изделий из листа и, В частности, может найти применение для штамповки коро-нчатых Колпачков для закупорки бутылок.
Известна линия штамповки изделий из листовых заготовок, содержаш,ая участки предварительной обработки послед:ЕИх, стопирования ЛИСТОВ и загрузюи прессов, связанные между собой транспортирующей тележкой.
Одиако В известной линии занято несколько транспортирующих тележек, что влечет за собой еще и увеличение производственной площади.
С целью сокращения транспортных средств и производственных площадей на участке загрузки каждого из прессов установлен вильчатый подъемник, обеспечивающий съем стопы ЛИСТОВ с тележки и питающий пресс листовыми заготовками.
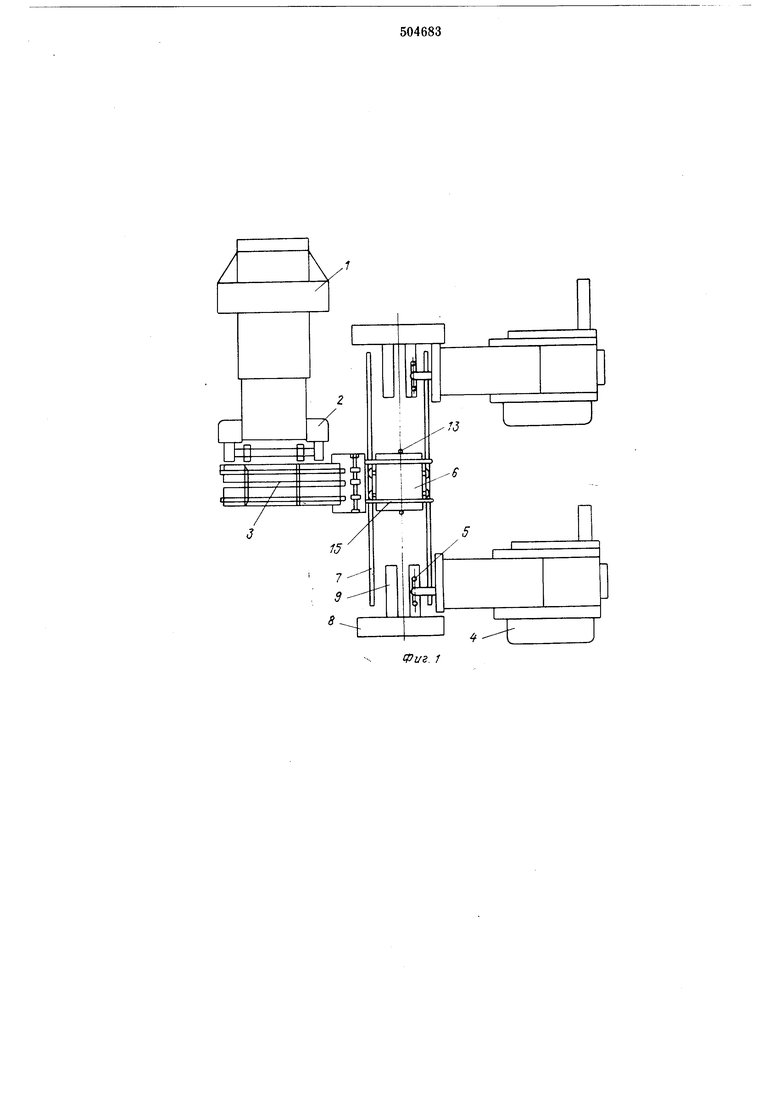
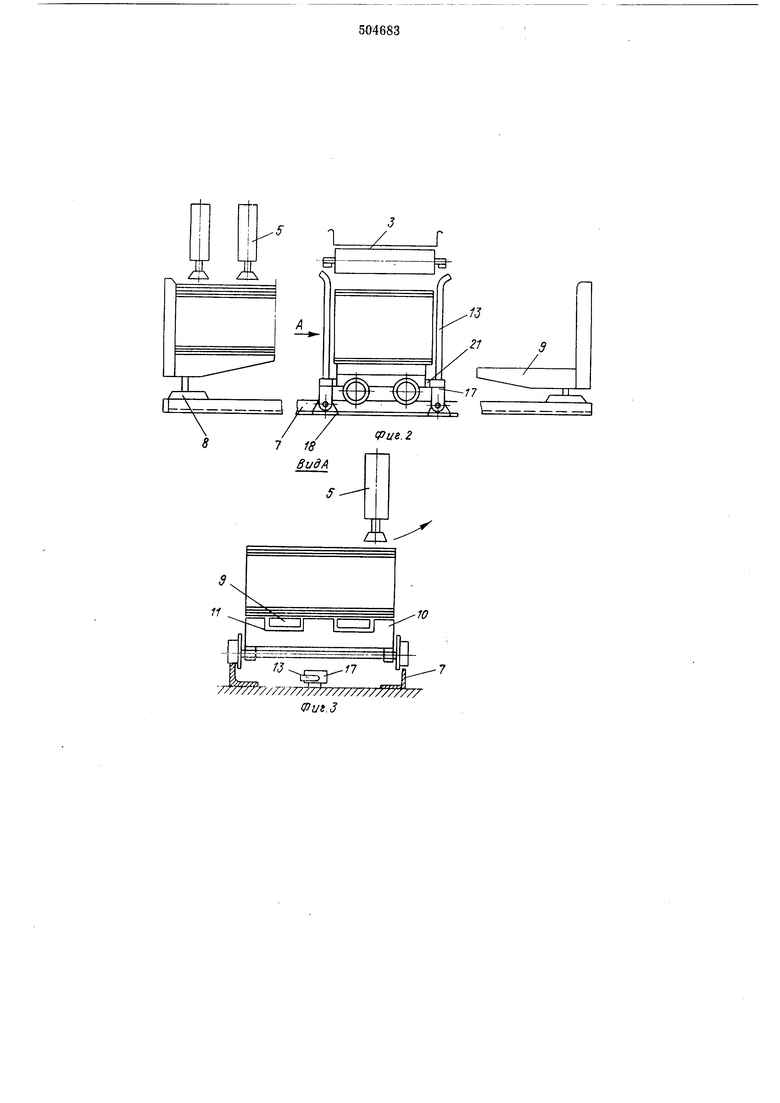
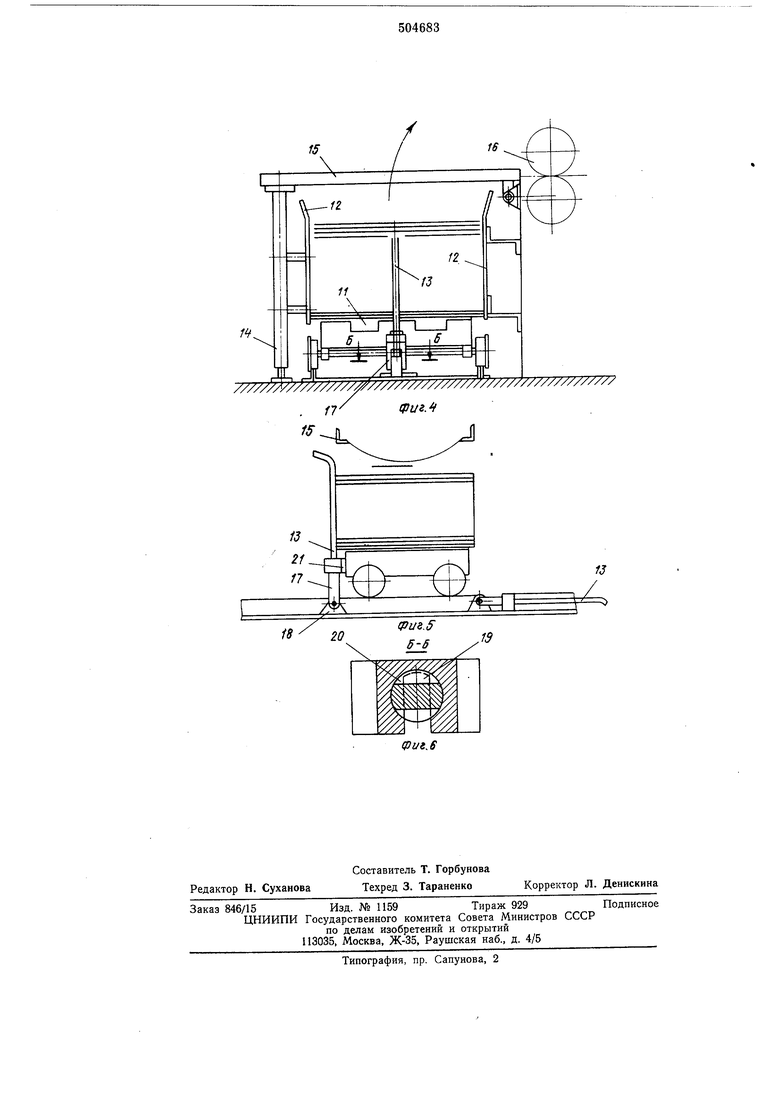
На фиг. 1 дана общая компано.вка линии; на фиг. 2 изображен участок загрузки прессов, ВИД сбоку; на фиг. 3 - вид по стрелке А на фиг. 2; на фит. 4 - стопкосборник; на фиг. 5- схема отвода передней направляющей стопкосборника при выкатывании тележки; на фиг. 6-сечение по Б - Б на фиг. 4.
Типичная линия щтамловки изделий из листов обычно включает участок предварительной обработки, который в данно.м случае ограничен автоматическим подавателем 1 стандартных ЛИСТОВ, ДИСКОВЫМИ ножницами 2 для обрезки кромок (калибровки) листов и транспортером 3. Во многих случаях этот участок
может включать мащины для смазки, лакировки, дефектации, сортировки и т. п. листов.
Изделия щтаМПуются на двух прессах 4. Поодиночная подача листов в тересс осуществляется с помощью вакуумных нрисосов 5.
Для 1подач.и ЛИСТОВ от участка предварительной обработки, точнее с транспортера 3, предназначена тележка 6, установленная на рельсы 7, проложенные между зонами загрузки обоих прессов4. В зоне загрузки прессов омонтированы вильчатые подъемники 8, напрИмер пневматические, вилы 9 которых обращены В сторону зоны загрузки тележки, т. е. к концу транопортера 3. На основании несущей поверхности 10 тележки 6 выполнены пазы 11 (фиг. 3 4) для прохода ВИЛ 9 подъемника 8.
Для стопирования листов непосредственно на тележку 6 у конца транспортера 3 смонтирован стопкооборник, состоящий из боковых
направляющих 12 (фиг. 4) и торцовых направляющих 13 (фиг. 2, 4, 5).
Одни нз боковых направляющих 12 (фиг. 4) жестко прикреплены к станине транспортера 3, а другие жестко прикреплены к стойкам 14, которые одним концом упираются в
пол, а к другим их концам жестко присоединены уголки 15. Другие Концы уголков 15 шарнирно присоединены к транспортеру 3.
Утолки 15 (фиг. 4 и 5) служат для приема листов € транспортера 3, точнее с его выбросных валков 16 (фиг. 4). С уголков 15 лист проваливается вниз на тележку 6 под действием СОбстввнного веса и, таким образом, на тележ1ке собирается стопа листов.
Торцовые направляющие 13 установлены в проушины 17 (фиг. 2, 4, 5), а проушины 17 шарнирно соединены с кронштейнами 18 (фиг. 2, 5), которые неподвижно закреплены на -полу. На нижнем конце направляющие 13 имеют выфрезерованные лыски 19 (фиг. 6),которые вставляются в пазы 20, выполненные в верхней части кронштей.нов 18 с возможностью поворота в них, т. е. для закрепления направляющих в вертикальном положении.
Проушины 17 имеют упорные поверхности 21 (фиг. 2, 5), выполненные из резины, для фиксации тележек 6 на позиции загрузки. Эта фиксация происходит при подъеме направляющих 13 в вертикальное положение.
При работе линии подаватель 1 подает стандартные листы из на калибровочные ножницы 2, от которых листы по ленточному транспортеру 3 поступают на тележку 6, где они стопируются между направляющими 12 и 13, проваливаясь на тележку из уголков 15 (фиг. 5).
Когда тележка загрузится стопой листов необходимой величины, одни из боковых направляющих 12 (фиг. 4 левые) вместе со стойками 14 и уголками 15 откидываются вверх в сторону транспортера 3, чтобы не сдвинуть стопу листов при выходе тележки 6,
а торцовые направляющие 13 поворачивают в пазу 20 кронштейна 18, они расфиксируются и их откидывают в горизонтальное положение вдоль рельс 7 (фиг. 5), по которым тележка 6 откать1вается и подается к подъемнику 8.
Вилы 9 входят в пазы И и оказываются под стопой. После включения подъемника вилы поднимают стопу к присосам 5, которые подают листы в пресс. После освобождения тележки 6, она вновь
закатывается к транспортеру 3, направляющие 12 опускаются, а направляющие 13 поднимаются, фиксируя тележку. Производится очередная, загрузка тележки.
Формула изобретения
Линия штамповки изделнй из листовых заготовок, содержащая участки лредварительной обработки последних, стопирования листов и загрузки прессов, связанные между собой транспортирующей тележкой, отличающаяся тем, что, с целью сокращения транспортных средств и производственных площадей, на участке загрузки каждого из прессов установлен вильчатый подъемник, обеспечивающий съем стопы листов с тележки и питающий пресс листовыми заготовками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки стопы листовых заготовок | 1979 |
|
SU789189A1 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ЛИСТОВ СТЕКЛА ИЗ ЛЕНТЫ | 1989 |
|
RU2068813C1 |
| Линия штамповки деталей из листового материала | 1985 |
|
SU1278082A1 |
| Поточная линия для производства керамических труб | 1977 |
|
SU737218A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ И УКЛАДКИ КИРПИЧА НА СУШИЛЬНЫЕ ВАГОНЕТКИ | 1972 |
|
SU348457A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Автоматическая линия для изготовления строительных изделий | 1979 |
|
SU893555A2 |
| Автоматическая линия для изготовления строительных изделий | 1976 |
|
SU722768A1 |
| Устройство для подачи заготовок в рабочую зону пресса | 1981 |
|
SU969380A1 |
/J.
-П
7// 7/77 /////////// 77 /7 Фи9.3
15
/////////////////// ////////////////////////////////////у (Риг.
/J
