(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления строительных изделий | 1976 |
|
SU722768A1 |
| Автоматическая линия для изготовления и укладки строительных изделий на сушильные вагонетки | 1985 |
|
SU1247295A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| Устройство для укладки керамических изделий на сушильные вагонетки | 1982 |
|
SU1031733A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Установка для съема кирпича с по-лОчНОй ВАгОНЕТКи и уКлАдКи ЕгО НАпЕчНую ВАгОНЕТКу | 1978 |
|
SU837887A1 |
| Линия разгрузки камерных сушил и укладки керамических изделий в пакеты для обжига | 1985 |
|
SU1288079A1 |
| Разгружатель | 1979 |
|
SU789275A1 |
| Устройство для разгрузки изделий | 1981 |
|
SU1008126A1 |

Изобретение относится к промышлен ности строительных материалов и мо.жет быть использовано при производстве строительных изделий, например гипсовых плит, формуемых на карусель ной машине и автоматически загружаемых в многоярусные вагонетки. Из основного авт. св. № 722768 известна автоматическая линия для изготовления строительных изделий, включающая формовочную карусельную машину с приводом, приемный транспортер с приводным барабаном, сушильные вагонетки и рельсовые пути 1. Для повышения производительности путем обеспечения непрерывности процесса укладки отформованных изделий на вагонетку линия снабжена семафорным механизмом, расположенным на выгрузочном конце приемного транспортера, приводной барабан которого кинематически связан с приводом формовочной карусельной машины, установленным перпендикулярно приемному транспортеру, накопителем с приводом, размеренным на выгрузочном конце приемного транспортера; заталкивателем для подачи изделий в накопитель; толкателем для передачи группы изделий с накопителя в сушильную вагонетку, установленную на платформе подъемника вагонеток; передаточной тележкой, кинематически связанной через челночный механизм с толкателем; сталкивателем груженых вагонеток, расположенным под толкателем; , подавателем вагонеток на передаточную тележку и датчиками синхронизации работы механизмов линии. Кроме того, в автоматической линии на приемном транспортере вдоль его оси установлены направляющие элементы, выполненные в виде вертикальных пластин с закрепленными на них антифрикционными накладками, заталкиватель снабжен подпружиненными упорами Г-образной формы с рабочей поверх38ностью, выполненной по конфигурациРГ торцовой поверхности изделия; семафорный механизм снабжен роликом и приводом перемещения его в вертикаль ной плоскости, связанным с приводами накопителя и заталкивателя через систему датчиков синхронизации; накопитель снабжен верхней и нижней ветвями с П-образными ячейками с ото гнутыми КРАЯМИ и основаниями, шарнирно закрепленными на цепях и роликах, контактирующими с неподвижными направляющими; накопитель на выгрузочном конце снабжен регулировочными и ведущими звездочками, связанными приводной цепью с приводом накопителя; челночный механизм кинематически связан вильчатым захватом с передаточной тележкой, снабженной со стороны подачи изделий фиксатором в виде собачки; сталкиватель снабжен установленной на роликах приводной штангой, передний торец которой выполнен в виде цилиндрического упора контактирующего с фиксатором передаточной тележки; рельсы в концевой части подавателя вагонеток установлены с уклоном в сторону челночного механизма. Недостаток известной автоматической линии - ненадежность ее в работе, обусловленный тем, что подача вагонетки от подавателя порожних вагонеток на передаточное устройство предусмотрена за счет скатывания вагонетки с выполненным с уклоном в сторону челночного механизма рельсов.
Надежность описанного узла в работе зависит от технического состояния вагонеток (отрегулированность подшипников колесных пар, наличие и состояние смазки) , на которое отрицательно сказывается воздействие температурных перепадов в цехе и сушилах. В результате легкость вращения колесных пар вагонеток различна, что предопределяет возможность непроизвольной остановки вагонетки на участке выполненных с уклоном рельсов. Это нарушает работу узла подачи вагонетки на передаточное устройство и линии в целом.
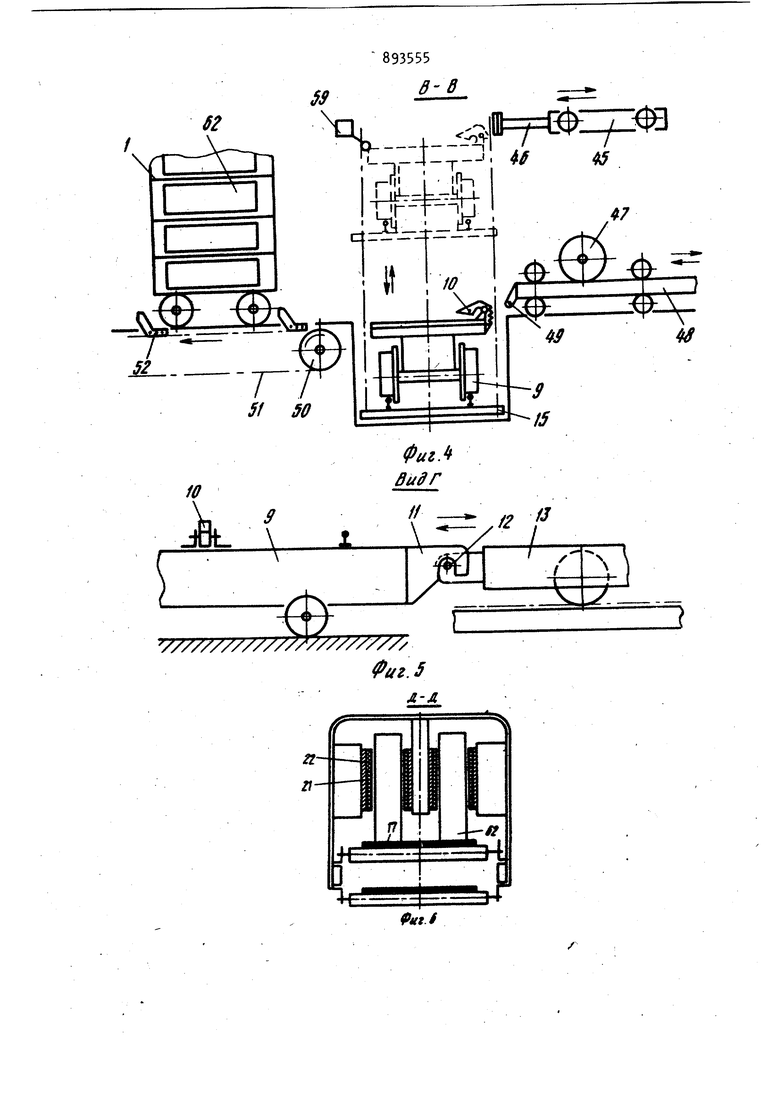
Кроме того, в известной линии останов привода накопителя и включение толкателя группы изделий предусмотрены от датчика, контактирующего с перемещающимися в накопителе изделияЗаталкиватель А порожних вагонеток служит для подачи сушильных вагонеток 1 на передаточное устройство, состоящее из передаточной тележки 9, с подпружиненным фиксатором 10 и вильчатым захватом 11, входящим в зацепление с пальцем 12 челночного механизма 13. Передаточная тележка 9 с вагонеткой 1 устанавливается на подъемник Т вагонеток с платформой 15.,
Изделия формуются на карусельной машине 16, с которой они. выталкиваются на приемный транспортер 17 приводной барабан 18 которого кинематически связан посредством цепной передачи 19 с приводом 20 карусельной машины.
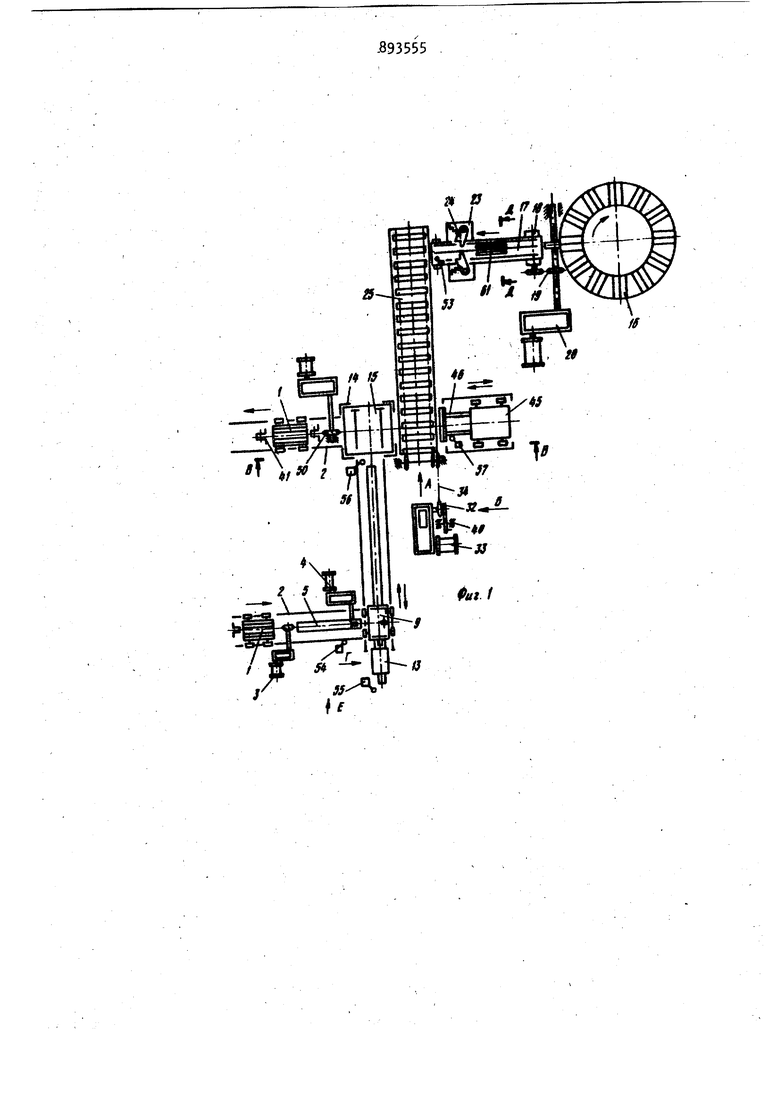
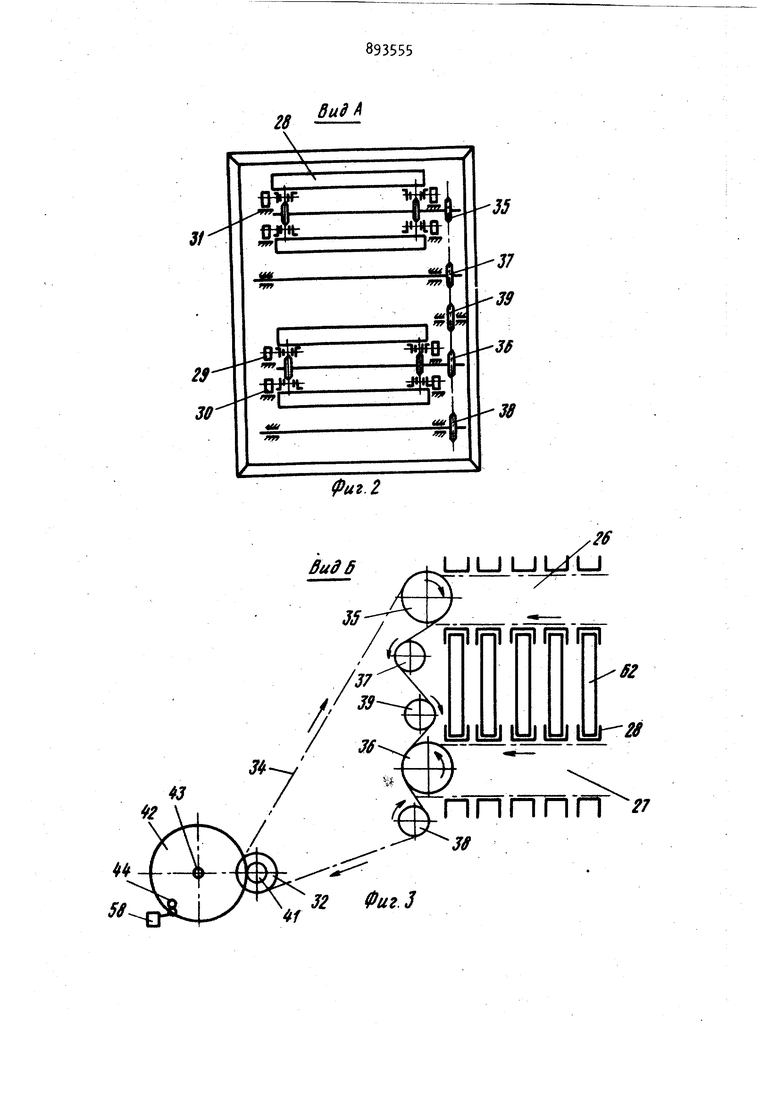
Для раздельного движения изделий на приемном транспортере установлены 5 ми. При взаимодействии с дефектным изделием (недолив, откол и др.) датчик не обеспечивает своевременного сигнала, в результате чего накопитель не совмещает транспортируемые им изделия с ячейками сушильной вагонетки, стоящей под загрузкой, а последующее срабатывание толкателя группы изделий приводит к аварии. Цель изобретения - повышение надежности линии в работе. Указанная цель достигается тем, что автоматическая линия снабжена заталкивателем и счетчиком, причем заталкиватель расположен между подавателем и передаточным устройством порожних вагонеток, а счетчик смонтирован на приводе накопителя. На фиг. 1 изображена предлагаемая линия в плане; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. - разрез В-В на фиг. 1; на фиг. 5 вид Г на фиг. 1; на фиг. 6 - разрез Д-Д на фиг. 1; на фиг. 7 вид Е на фиг. 1. Автоматическая линия содержит сушильные вагонетки 1, перемещающиеся по рельсовым путям 2, подаватель 3 вагонеток, с которого вагонетки передаются на заталкиватель k порожних вагонеток, приводная штанга 5 которого снабжена на переднем конце шарнирно установленной подпружиненной собачкой 6. Привод штанги осуществляется посредртвом цевочной передачи, образованной цепью 7 жестко прикрепленной к приводной штанге 5 и звездочкой 8 привода заталкивателя. неподвижные направляющие элементы 2 в виде вертикальных пластин с антифрикционными накладками 22. На выгрузочном конце приемного транспорт ра расположен заталкиватель 23, сна женный подпружиненными упорами 24 Г-образной формы. Перпендикулярно приемному транспортеру расположен н копитель 25, включающий верхнюю 26 и нижнюю 27 ветви, образующие ячейки 28, шарнирно закрепленные на роликах 29 и цепях 30 и перемещающиес по неподвижным направляющим 31. Зве дочка 32 привода 33 накопителя связана цепью З с верхней 35 и нижней 36 ведущими звездочками, регулировочными звездочками 37 и 38 и отклоняющей звездочкой 39. На приводе 33 смонтирован счетчик 40 ходов накопителя, состоящий из шестерни 4.1 (фиг. 3) жестко связанной со звездочкой 32,-и зубчатого колеса 42, установленного с возможностью враще ния вокруг.оси 43. На колесе 42 установлен флажок 44. У выгрузочного конца накопителя 25 расположен толкатель 45 со штангой 46, а под толкателем размещен сталкиватель 47 груженых вагонеток с приводной штангой 48, снабженной цилиндрическим упором 49..Отборник 50 вагонеток включает цепь 51 с шарнирно укрепленными на Ней собачками 52. Датчик синхронизируют работу механизмов линии с подачей штучных изделий 62. Линия работает следующим образом Порожние вагонетки 1 перемещаются подавателем 3 вагонеток по рельсовым путям 2. Перед челночным механизмом 13 установлен датчик 54, сигнализирующий о наличии вагонетки перед передаточной тележкой 9 и электрически связанный с приводом подавателя 3 вагонеток. При отсутствии вагонетки датчик 54 включает при вод. Этим создается запас вагонеток перед передаточной тележкой 9. Собач ка 6 заталкивателя 4 порожних вагонеток в этот момент находится перед задней осью сушильной вагонетки 1. При подходе челночного механизма 13 с передаточной тележкой 9 к месту загрузки ее от датчика 55 включается привод заталкивателя 4, его штанга 5 совершает рабочий ход вперед, накатывая сушильную вагонетку 1 на передаточную тележку 9 до транспортнего положения, от датчика 61 привод заталкивателя реверсируется и останавливается Ьт датчика 60 (на фиг. 7 показано среднее положение штанги 5)« На передаточной тележке сушильная вагонетка 1 захватывается фиксатором 10, расположенным со стороны подачи изделий. Челночный механизм 13 с цевочным приводом при помощи пальца 12 перемещает посредством вильчатого захвата 11 передаточную тележку 9 с вагонеткой 1 к подъемнику 14 вагонеток. Тележка устанавливается на платформу 15 подъемника, причем от датчика 5б конечного хода челночного механизма платформа поднимается в крайнее верхнее положение, где фиксируется датчиком 59. В этом положении вагонетка готова к загрузке нижнего яруса изделиями, что диктуется соображениями наибольшей устойчивости вагонетки в момент заталкивания. Подача штучных изделий 62 происходит следующим образом. Изделия из формовочной карусельной машины 16 подаются на приемный транспортер 17. Когда изделия подходят к концевой станции приемного транспортера, от датчика 53 включается движущийся возвратно-поступательно заталкиватель 23, который подпружиненными упорами 24 Г-образной формы, имеющими торцовую поверхность, повторяющую конфигурацию торцовой поверхности изделия б2-, заталкивает изделия в накопитель 25. Изделия попадают в П-образные ячейки 28, образуемые верхней 26 и нижней 27 ветвями накопителя 25, причем ячейки шарнирно закреплены на цепях 30 и роликах 29, синхронно перемещающимися по неподвижным направляющим ЗК Заходные части ячеек выполнены с отогнутыми кромками для направления изделий и предохранения их от задиров. Накопитель совершает шаговые перемещения ячеек верхней и нижней ветвей. Верхняя 35 и нижняя Зб ведущие звездочки накопителя связаны общей цепью 35 со звездочкой 32 привода. Для совмещения ячеек верхней 26 и нижней 27 ветвей накопителя по всей длине между ними расположена регулировочная звездочка 37, а для совмещения ячеек накопителя с ячейками вагонетки 1 другая регулировочная звездочка 38 размещена под нижней ветвью накопителя.
За каждый ход накопителя 25 звездочка 32 привода совершает один оборот, один оборот совершает и шестерня k счетчика kO ходов накопителя. Зубчатое колесо k2, установленное с возможностью поворота вокруг своей оси 3 совершает часть оборота; соответствующую необходимому числу ходов накопителя 25.
Например, если в сушильную вагонетку необходимо затолкнуть десять изделий, а с приемного транспортера 17 в накопитель поступает по два изделия 62, то передаточное отношение зубчатого зацепления счетчика Q берется равным -1:5. В этом случае зубчатое колесо 42, совершив полный оборот после пяти оборотов шестерни k или после пяти ходов накопителя 2 устанавливается в положение, при котором флажок kk взаимодействует с датчиком 58 (фиГ. 3).
От датчика 58 включается привод штанги 46 толкателя ЦБ, совершающей возвратно-поступательное движение и заталкивающей своим обрезиненным торцом группу изделий в нижний ярус вагонетки 1, установленной на передаточной тележке 9, находящейся на платформе 15 подъемника 14 вагонеток
Последовательно Производится загрузка всех ярусов сушильной вагонетки.
После загрузки последнего яруса включается привод сталкивателя 47
груженых вагонеток. Его штанга 48, снабженная цилиндрический упором 49 взаимодействует с фигурным копиром фиксатора 10 передаточной тележки 9, освобождает вагонетку и скатывает ее на путь отборника 50 вагонеток. Последний при помощи шарнирно укрепленных на цепи 51 собачек 52 отводит вагонетку от подъемника 14 вагонеток.
Использование предлагаемого изобретения позволит полностью ликвидировать затраты ручного труда на линии и повысить надежность механизмов в работе в автомс1тическом режиме.
Формула изобретения
Автоматическая линия для изготовления строительных изделий по автГ с № 722768, отличающаяся тем, что, с целью повышения на дежности линии в работе, она снабжена заталкивателем и счетчиком, причем заталкиватель расположен между подавателем и передаточным устройством порсвкних вагонеток,. а счетчик смонтирован на приводе накопителя.
Источники информации, принятые во внимание при экспертизе
Л а
Фиг1
в
Вид А
фиг 2
35
$s м. 5f 50
//////////77/////// / ///
д-В . L .-ir-lг-П| I : &-t-Фиг. 5
Л-А --Jf T-Iflib. TT tli /Ж Г Л 7 ffud Фиг 7
