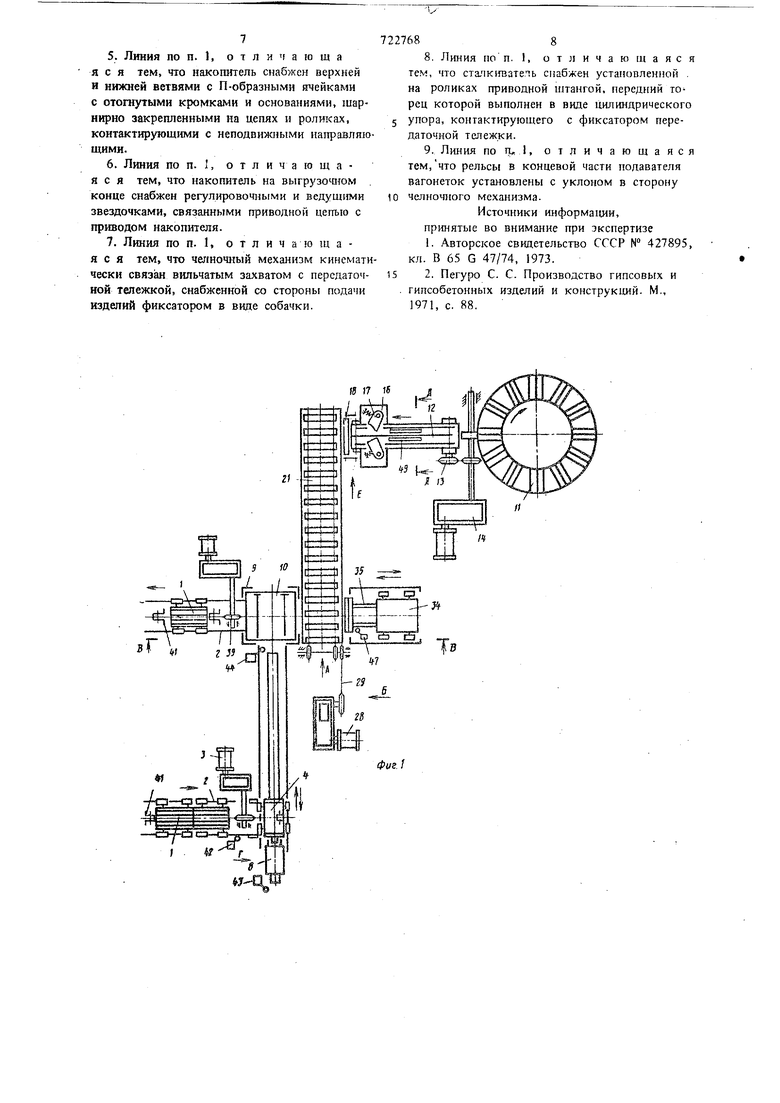
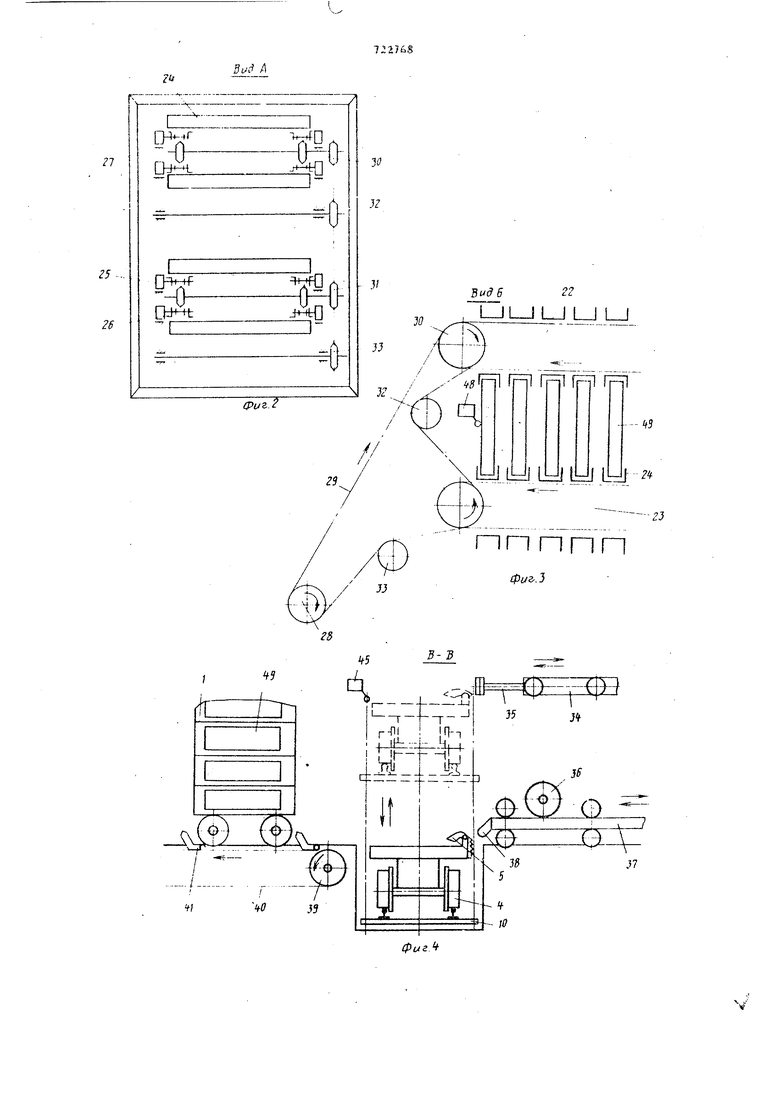
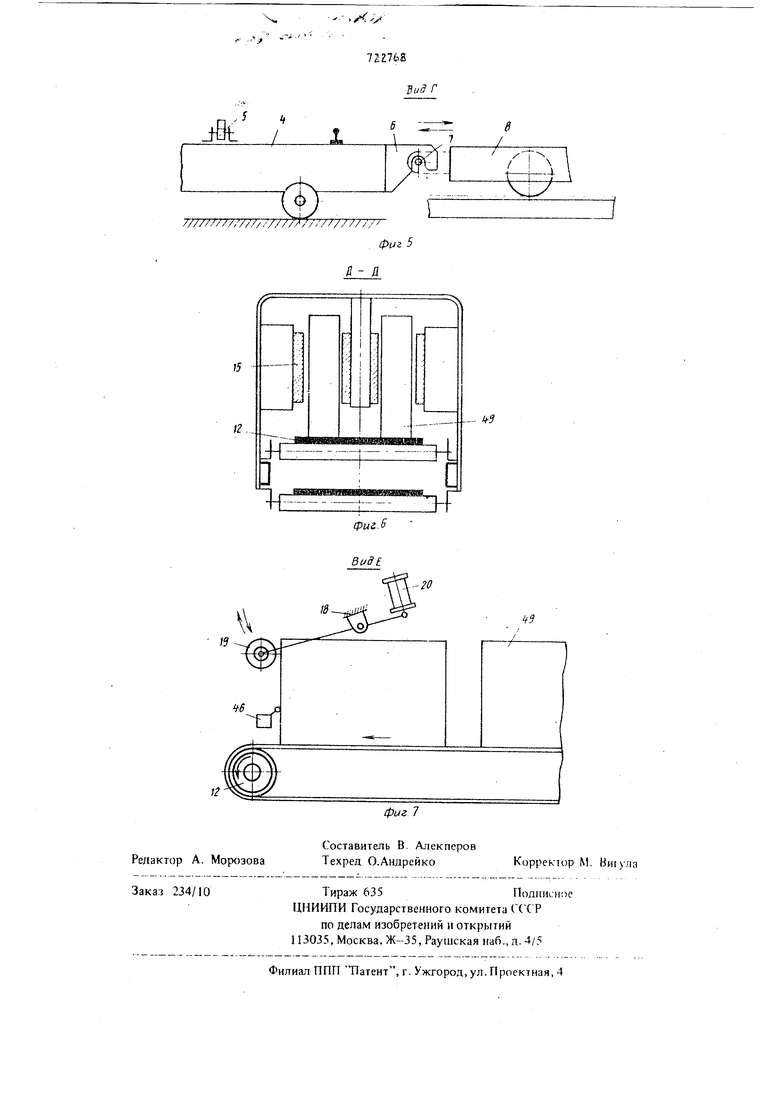
3 с приводом, размещенным па выгрузочном конце приемного транспортера, заталкивателем для подачи изделий в накопитель, толкателем для передачи группы изделий с накопителя в сушильпую вагонетку, установленную на платформе подъемника вагонеток, передаточной тележкой, кинематически связанной через челночный механизм с толкателем, сталкивателем груженых вагонеток, расположе П1ЫМ под толкателем, подавателем вагонеток на передаточную тележку и датчиками синхронизации работы механизмов линии, причем на приемном транспортере вдоль его оси установлены направ ляюпше элементы, выполненные в виде вертикальных пластин с закрепленными на них анти фрикционными накладками, заталкиватель снаб жен подпружю1еннь ми упорами Г-образной формы с рабочей поверхностью, выполненной по конфигурации торцопой поверхности изделия, семафорный механизм снабжен роликом И приводом перемещения его в вертикальной плоскости, связанным с приводами накопителя и заталкиватсля через систему датчиков синхронизации, накопитель снабжен верхней и нижней ветвями с П-образными ячейками с отогнутыми кромками и основаниями, 1иарни но закрегшеиными на цепях и роликах, контак тирующими с неподвижными направляющими, накопитель на выгрузочном конце снабжен регулировочными и ведущими звездочками, связанными приводной цепью с приводом накопителя, челночный механизм кинематически связал вильчатым захватом с передаточной тележкой, снабженной со стороны подачи изделий фиксатором в виде собачки, сталкиватель снаб жен установленной на роликах приводной штангой, передний торен которой вьпюлнен в виде цилиндрического упора, контактируюп1его с фиксатором передаточной тележки, и рельсы в концевой части подавателя вагонеток установлены с уклоном в сторону челночного механизма. На фиг. 1 изображена предлагаемая линия, вид в плане; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 - разрез В-В на фиг.1; на фиг. 5 - вид по стрелке Г на фиг. 1; на фиг. 6 - разрез Д-Д на фиг. 1; на фиг. 7вид по стрелке Е на фиг. 1. Автоматическая линия содержит сушильные вагонетки 1, перемещающиеся по рельсовым путям 2, подаватель 3 вагонеток, с которого вагонетки передаются на передаточную тележку 4 с фиксатором 5 и вильчатым захватом 6 Вилка входит в зацепление с пальцем 7 челночного механизма 8. Передаточная тележка 4 с вагонеткой 1 устанавливается на подъемник 9 вагонеток с платформой 10. 4 Изделия формуются на карусельной машине I, с которой OFH выталкиваются на приемный транспортер 12, приводной барабан 13 которого кинематически связан с приводол 14 карусельной MammiM. Для раздельного движения изделий на приемном транспортере установлены неподвижные направляющие элементы 15 в виде вертикальных пластин с антифрикционными накладками. На выгрузочном конце приемного транспортера расположен заталкиватель 16, снабженный подпружиненными упорами 17 Г-образной формы, а также семафорный механизм 18 с упорным роликом 19 и приводом 20. Перпендикулярно приемному транспортеру расположен накопитель 21, включающий верхнюю и нижнюю ветви 22 и 23, образующие ячейки 24, щарнирно закрепленные на рюликах 25 и-цепях 26 и переметающиеся на неподвижных направляю НИХ 27. Привод 28 накопителя связан общей цепью 29 с верхней и нижней ведущими звездочками 30 и 31 и регулировочными звездочками 32 и 33. С выгрузочного конца накопителя расположен толкатель 34 со штангой 35, а под толкателем размещен сталкиватель 36 груженых вагонеток с приводной птангой 37, снабженной цилиндрическим упором 38. Отборник 39 вагонеток включает цепь 40 с шарнирно-укрепленными на ней собачками 41. Датчики 42-48 синхронизируют работу механизмов линии с подачей штучных изделий 49. Линия работает следующим образом. Пустые вагонетки 1 перемещаются подавателем 3 вагонеток по рельсовым путям 2. На расстоянии не менее трех вагонеток от челночного механизма 8 установлен датчик 42, сигнализирующий о наличии вагонетки перед передаточной тележкой 4 и электрически связанный с приводом подавателя 3 вагонеток при отсутствии третьей вагонетки датчик 42 включает привод. Это создает запас вагонеток перед передаточной тележкой. При подходе челночного механизма 8 к месту загрузки его от датчика 43 включается привод подавателя 3 вагонеток, передняя вагонетка по скату рельсовых путей 2 съезжает на передаточную тележку 4, где захватывается фиксатором 5, расположенным со стороны подачи изделий. Челночный механизм 8 с цевочны.м приводом при помощи пальца 7 перемещает посредством вильчатого захвата 6 передаточную тележку 4 с вагонеткой J к подъему 9 вагонеток. Тележка устанавливается на платформу 10 подъемника, причем от датчика 44 конечного хода челночного механизма платформа поднимается в .крайнее верхнее положение, где фиксируется датчиком 45. В этом положении вагонетка
5
пиона к -киручкс ии/кисю яруса Излслилми, что ликтуеюя соображениями наибольшей усшчиносш киоиетки и момент заталкивания.
Подача нпучнмх изделий 49 происходит елолуюшим образ(м.
Изделия из формовочной карусельной машиHt.i И нодают на приемный ipancndpiep 12. Ксида изделия подходят к кониепой станции приемного транспортера, от датчика 46 включается зат;и1киватель 16, движущийся возвратнопоступательно, который подпружиненными упорами 17 Г-образной формы, имеющими торцовую поверхность, повторяющую конфигурацию торцовой поверхности изделия 49, заталкивает изделия в накопитель 21. На выгрузоч1ЮМ конце приемного транспортера расположен семафорный механизм 18, предохраняющий накопитель от повреждений при заталкивании изделия. Иия зтого семафорный ме.канизм снабжен упорным роликом 19, который приводом 20 спускается вниз во время движения накопителя, перекрывая при этом поток плит, и поднимается вверх при остановке накопителя, пропуская под собой заталкиваемые изделия.
Изделия попадают в П-образные Ячейки 24, образуемые верхней и нижней ветвями 22 и 23 накопителя 21, причем ячейки шарнирно закреплены на цепях 26 и роликах 25, синхронно перемещающихся по неподвижным направляющим 27. Заходные части ячеек выполнены с отогнутыми кромками для направления изделий и предохранения их от задиров. Накопитель совершает шаговые перемещения от привода 28 с однооборотной муфтой, причем д;1я синхронности перемещения ячеек верхней и нижней ветви верхняя и нижняя ведущие звездочки 30 и 3 накопителя связаны общей цепью 29 со звездочкой привода 28.
С целью совмещения ячеек верхней и нижней ветвей 22 и 23 накопителя по всей длине между ними расположена регулировочная звездочка 32, а для совмещения ячеек накопителя с ячейками вагонетки 1 другая регулировочная звездочка 33 размещена под нижней ветвью накопителя.
После того, как перед нижним ярусом вагонетки 1, установленной на передаточной тележке 4, в свою очередь находящейся на платформе 10 подъемника 9 вагонеток, накопится необходимое количество изделий 49 от датчика 48 включается привод щтанги 35 толкатели 34, соверщающей возвратно-поступательное движение н заталкивающей своим обрезинеины торцом группу изделий в нижний ярус вагоиетки.
После загрузки последнего яруса вагонетки включается привод сталкивателя 36 груженых
7{„Ч6
luuoiirioK. lilraura 37, снабженная цилинлриюскн.м упором .8, пзаи.модейстнуот с фигурным копиром гобачки фиксатора 5 передаточной тележки 4, освобождает вагонетку и скатьшает се на путь отборника 34 ватонсток, который при помощи парнирно-укреплеиных на цепи 40 собачек 41 отводит вагонетку от подъемника Ч вагонеток.
Формула изобретения
1.Автоматическая линия для изготовления строительных изделий, преимущественно гинсоолит, включающая формовоч1гую карусельную машину с приводом, приемный транспортер с приводным барабаном, сушильные вагонетки
и рельсовые пути, отличающаяся тем, что, с целью повьщ1ения производительности труда за счет обеспечения непрерывности процесса укладки отформованных изделий на вагонетку, линия снабжена семафорным механизмом, расположенным на выгрузочном конце приемного транспортера, приводной барабан которого кинематически связан с приводом формовочной карусельной машины, установленным перпендикулярно приемному транспортеру, накопителем с приводом, разметенным на выгрузочном конце приемного транспортера заталкивателем для подачи изделий в накопитель, толкателем для нередачи группы изделий с накопителя в сушильную вагонетку, установленную на платформе подъемника вагонеток, передаточной тележкой, кинематически связанной через челночный механизм с толкателем, сталкивателем груженых вагонеток, расположенным под толкателем, подавателем вагонеток на передаточную тележку и датчиками синхронизации работы механизмов линии
2.Линия по п. 1, отличающаяся тем, что на приемном транспортере вдоль его оси установлены направляющие элементы, выполненные в виде вертикальных пластин с закрепленными на них антифрикционными накладками.
3.Линия по п. 1, отличающаяся тем, что заталкиватель снабжен подпружиненными упорами Г-образной формы с рабочей поверхностью, выполненной по конфигурации торцовой поверхности изделия.
4.Линия по п. 1, отличающаяся тем, что семафорный механизм снабжен роликом и приводом перемещения его в вертикальной плоскости, связанным с приводами накопителя и заталкивателя через систему датчиков синхронизации.
5.Линия no п. 1, о т л и n а ю щ а
я с я тем, что накопитель снабжен верхней и нижней ветвями с П-образны ми ячейками с отогаутыми кромками и основаниями, шарнирно закрепленными на цепях и роликах, контактирующими с неподвижными направляющими.
6.Линия по п. 1, отличающаяся тем, что накопитель на выгрузовдом конце снабжен регулирювочными и ведущими звездочками, связанными приводной цегтыо с приводом накопителя.
7.Линия по п. 1, отличающаяся тем, что челночный механизм кинематически связан вильчатым захватом с передаточной тележкой, снабженной со стороны подачи изделий фиксатором в виде собачки.
227688
8.Линия по п. 1, отличающаяся тем, что сталкиватель снабжен установленной . на роликах приводной щтангой, передний то рец которой выполнен в виде цилиндрического
5 упора, контактирующего с фиксатором передаточной тележки.
9.Линия noiiul, отличающаяся тем,что рельсы в концевой части подавателя вагонеток установлены с уклоном в сторону
10 челноч1 ого механизма.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 427895, кл. В 65 G 47/74, 1973.
15 2. Пегуро С. С. Производство гипсовых и . гипсобетонных изделий и конструкций. М., 1971, с. 88.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления строительных изделий | 1979 |
|
SU893555A2 |
| Автоматическая линия для изготовления и укладки строительных изделий на сушильные вагонетки | 1985 |
|
SU1247295A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Установка для съема кирпича с по-лОчНОй ВАгОНЕТКи и уКлАдКи ЕгО НАпЕчНую ВАгОНЕТКу | 1978 |
|
SU837887A1 |
| Установка для укладки строительных из-дЕлий B КОНТЕйНЕРы | 1979 |
|
SU850398A1 |
| Линия разгрузки камерных сушил и укладки керамических изделий в пакеты для обжига | 1985 |
|
SU1288079A1 |
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1426801A1 |
| Устройство для разгрузки изделий | 1981 |
|
SU1008126A1 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
)7 tS
Фиг.1
21
26
фиг.
Z9
JO JZ
Lj Lj
fil fpn FjlfrlFn
- «Я
-- W
//
lUiy uJj
/ JJ
rnnnnn
фиг,. J
EE
72Z76S
П
A /
- :
/;
