1
Изобретение относится к установкам для нрессования древесных материалов, нанример древесно-стружечных плит, и может быть применено в деревообрабатывающем машиностроении.
Известны прессы непрерывного действия, включающие бесконечные стальные ленты и плиты.
Недостатком их является высокий коэффициент трения между лептой и плитой.
С целью устранения указанного недостатка в предлагаемом прессе продольные стенки плит выполнены с отверстиями для нодвода агента давления, например воздуха, а опорные поверхности - с распределительными каналами, имеющими в плане вид прямоугольника, и с дополнительными каналами, соединяющими противоположные распределительные каналы. Каналы снабжены уплотнениями в местах соприкосновения с лентой, а опорная поверхность плит в зоне, ограниченной каналами, выполнена из пористого материала, например спекающейся бронзы.
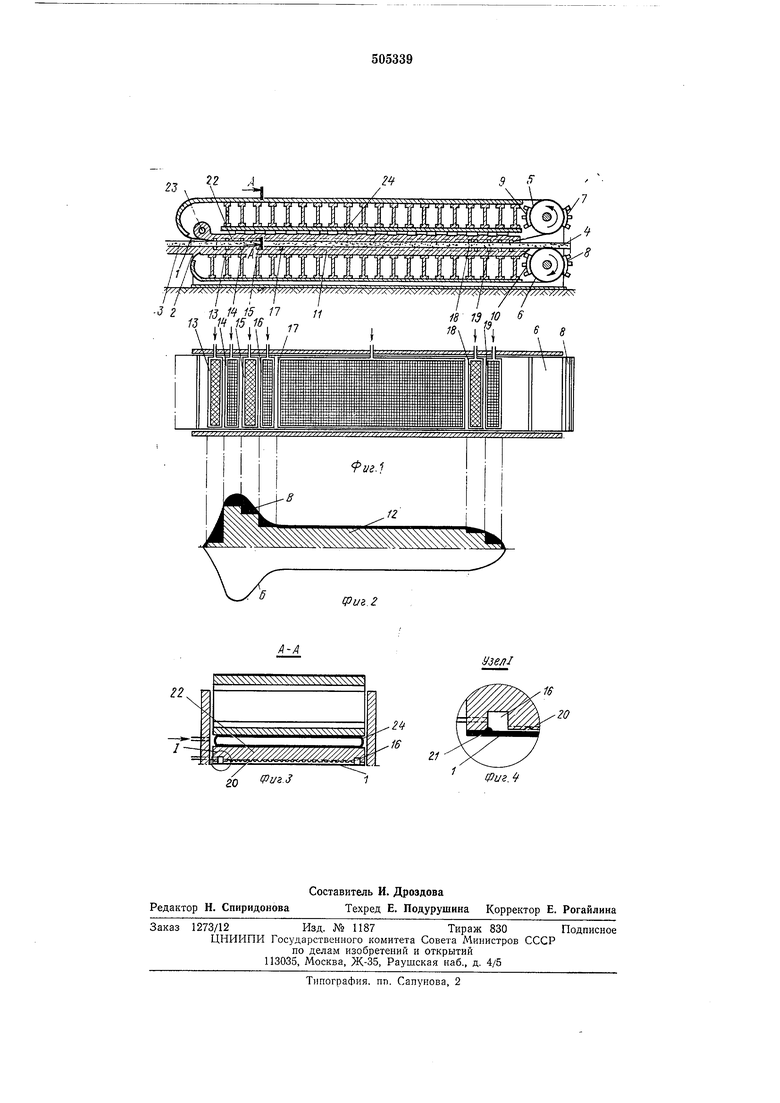
На фиг. 1 - предлагаемый пресс для прессования стружечных плит, продольный вертикальный разрез и продольный горизонтальный разрез; на фиг. 2 - энюра распределения давления пресса; на фиг. 3 - разрез по А-А на фиг. 1; на фиг. 4 - узел I на фиг. 3.
Пресс имеет две бесконечные стальные ленты 1 и 2, которые образуют между собой прессовый зазор. Ленты увлекают между собой предназначенный для прессования листовой материал, состоящий, например, из стружечной основы 3, вводимой в прессовый зазор между лентами 1 и 2, из которого она выходит уже в качестве готовой отпрессованной стружечной плиты 4. Ленты проходят по тяговым концевым валикам 5 и 6. Для предотвращения проскальзывания ленты прижимаются к валикам с помощью напорных камер 7 и 8. Для снижения опорных давлений валиков на их противоположных сторонах располагаются две другие напорные камеры 9 и 10.
Кривая В на фиг. 2 изображает возникающее в плите давление в качестве функции времени или проходимого этой плитой участке в прессе. Возникающее в плите давление вызывает одинаковое но величине контр-давленпе, изображенное кривой В, между стальной лептой 2 и опорной поверхностью основания И. Таким образом, передающая это опорпое давление кривая В является зеркальтплм отображепием кривой Б.
Сила трения между стальной лентой и опорной поверхностью почти полностью исключается. Это исключенное треипе изображено заштрихованным косыми линиями лчастком
0 12 под коивой В.
На опорной поверхности основания II выполнены каналы 13-19, в которые подается под давлением средство давления, например воздух. Каналы в направлении подачи ленты 2 делятся на следуюш,ие одна за другой зоны для введения средства давления при различных по величине давлениях.
Каждая из зон состоит из кольцевого прямоугольного, предусмотренного в опорной поверхности канала, например, 14, а внутри этой зоны располагается изображенная на фиг. 1 (горизонтальный разрез) перекрещивающимися линиями опорная поверхность. Подаваемое в каладый канал (от 14 до 19) давление по величине меньще, чем наименьщее, изображаемое кривой В, давление в соответствующей зоне. Так как вводимое в каждый канал давление является статическим и постоянным, то распространяется оно между расположенной внутри кольцевого канала опорной поверхностыо и стальной лентой и устраняет давление соприкосновения между ними на величину указанного заштрихованного косыми линиями участка. С щественным является то, что стальная лента и опорные поверхности различных зон далее соприкасаются друг с другом. Из этого следует, что несмотря на ступенчатое изменение давления, подаваемого в различные зоны средства давления, например, воздуха, действующее на стальную ленту опорное давление изменяется равномерно и без скачков, т. е. согласно кривой В. Соприкосновение между стальной лентой и опорными поверхностями по обеим сторонам каналов предотвращает выпуск средства давления из каналов от 14 до 19.
В опорной поверхности предусматривается больщое число малых вспомогательных каналов, которые входят в основной канал. Противолежащие стороны каждого из прямоугольных основных каналов (от 14 до 19) соединяются между собой посредством вспомогательных каналов 20, которые по величине намного меньще основных каналов (см. фиг. 3). То же самое действие, которое осуществляется с помощью только что упомянутых вспомогательных каналов, достигается тогда, когда расположенная внутри основных каналов опорная поверхность выполнена из пористого материала, например из спекающейся бронзы, при этом пористая опорная поверхность может быть вытянута также для перекрытия основного канала. Однако перемычка опорной поверхности между различными зонами не должна быть пористой, так как эти перемычки изолируют одну от другой различные по величине давления зоны. На фиг. 4 показано, как может быть обеспечена изоляция зон снаружи посредством проходящих по внещним краям основных каналов уплотнений 21.
В предлагаемом прессе удается снизить давление соприкосновения между стальной лентой и опорной поверхностью на часть действующего в том же самом месте давления
прессования и в том же соопюгиении снизить усилие соприкосновения, а главное снизить противодействующую поступательному движению ()1 грспия. Достигается это без какого-либо снижения преимуществ обычного скользящего пресса за счет простой и недорогой конструкции, полного использования прессового зазора, простой и действенпой передачи тепла к предназначенной для прессования плите посредством нагрева основапий И и 22 с гарантией того, что стальная лента нигде ие подвергается напряжениям иа изгиб, кроме как в начале и в конце пресса, где радиусы искривления могут быть выбраны достаточно больщими.
Опориам поверА1 0;:т:.: ра юложениого лад плитой основания 22, как и опорная поверхность нижнего основания 1, выполнена с такими же капалами для средства давления.
Верхнее основание 22 имеет изгиб в начале и в конце. Изгиб в начале основания позволяет обеспечить сходящийся обычным способом прессовый зазор в начале фазы прессовапия, а изгиб в копце предназначен, в основном, для подачи стальной ленты на окружную поверхность расположепиого несколько выще тягового валика 5. Благодаря этому является излишним перемещение тягового валика при изменении толщипы плиты. Основание 22 установлено в стационарной станине пресса с помощью оси 23 и по всей своей длине опирается с помощью напорных рукавов 24 на эту станину.
Пресс работает следующим образом.
Материл 3 вводят в зазор между лентами 1 и 2; в этот момент листовой материал сдавливается до своей номинальной толщины, а возникаюняее в плите давление -круто растет. Давление в предназначенном для прессования „чистовом материале возникает вследствие того, что этот материал подводится в начало образованного между лентами прессового зазора. По достижении номииальиой толщины плиты прессование к прессовом зазоре осущестзляется далее с равномерной шириной, а давление в плите непосредственно снижается вначале очень резко, а затем постепенно.
ДаЕ Лои1 е, возникающее в плите, регулируется согласно кршзой Б. В каналы 3-19 подают средство давления, например воздух, причем количество вг-юдимого средства давления регулируют по зонам.
Вводимое в основной канал каждой из зон давление содействует устранению давления соприкоспор-екия между расположенной внутри этого кангкча плоской опорной поверхностью и стальной лентой.
В начале процесса прессования прессовый зазор является приблизительно постоянным, и давление прессования определяется посредством возникающего в плите самостоятельно давления, в то время как несколько позже того, как уже будет достигиут номинальный размер л плитл начнет укрепляться, давление определяется посредством давления, вводимого в рукава 24. Если прессовый зазор в этой фазе прессования, когда плита в основном уже потеряла свою эластичность, был бы неизменным или даже в различных местах менялся незначительно, то это могло бы привести к очень резким колебаниям давления, так же как при неравномерном опорном давлении имеют место значительно повышенное давление соприкосновения и высокая сила трения.
Прн изменении толп1,ины плиты i5 гсгг.зую очередь регулируется высота оси 23 и при необходимости давление в рукавах 24. Чтобы опорное давление, а также и давление прессования в коние процесса медленно снижалось до нуля, рукава 24 на выходе имеют меньшее давление, чем предшествующие рукава.
Фор м у л а и 3 о б р е т е н ; я
1. Пресс непрерывного действия для изготовления древесных материалов, например
древесностружечных плит, включающий бесконечиые стальные ленты и плиты, отличающийся тем, что, с целью снижения коэффициента трения между лентой и плитой, продольные стенки нлит выполнены с отверстиями для подвода агента давления, например воздуха, а онорные новерхности - с распределительными каналами, имеющими в плане вид прямоугольника.
2. Пресс по п. 1, отличающийся тем, что опорные новерхности плит выполнены с доиолинтельными каналами, соединяющими противоиоложиые раснределительные каналы.
3.Пресс но пп. 1 и 2, отличающийся тем, что каналы снабжеиы уплотнениями в
пестах соприкосновения с лентой.
4.Пресс по пп. 1, 2 и 3, отличающпйс я тем, что опорная поверхность плит в зоне, ограниченной каналами, вынолнена из пористого материала, например спекающейся бронзы.
IQIlMlIIO
17Vy44-S44 444 r9v-:X-yX4l xW
.IV- N XVNX /
II II II 1 II/
Cpu&.2
Л-А
20 iPuz.3
изел
16
Фиг.
