(54) СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ПРОКАТКОЙ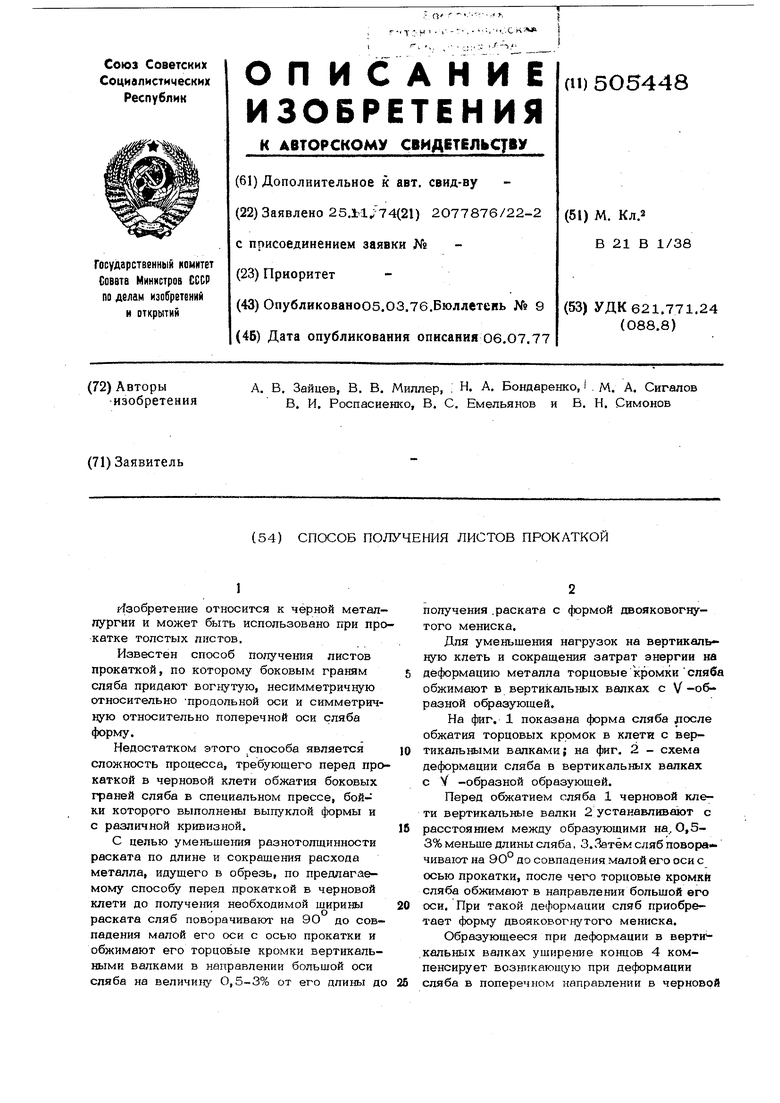
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки толстых листов | 1982 |
|
SU1091950A1 |
| Способ прокатки слябов | 1990 |
|
SU1787602A1 |
| Способ прокатки листов | 1985 |
|
SU1328010A1 |
| Способ горячей прокатки полос и листов | 1986 |
|
SU1509142A1 |
| Способ прокатки листов | 1985 |
|
SU1297957A1 |
| Способ прокатки | 1984 |
|
SU1328012A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОГО ЛИСТА ИЗ НЕПРЕРЫВНО-ЛИТОГО СЛЯБА | 2017 |
|
RU2694443C2 |
| Комплект вертикальных валков эджерных клетей широкополосного стана горячей прокатки | 1987 |
|
SU1599139A1 |
| Способ получения толстых листов | 1980 |
|
SU939140A1 |
| Способ прокатки листов | 1981 |
|
SU1014601A1 |
1
Изобретение относится к черной метал лургни и может быть использовано при прокатке толстых листов.
Известен способ поггучения листов прокаткой, по которому боковым граням
сляба придают вогнутую, несимметричную относительно продольной оси и симметричную относительно поперечной оси сляба форму.
Недостатком этого способа является
сложность процесса, требующего перед прокаткой в черновой клети обжатия боковых граней сляба в специальном прессе, бойки которого выполнены выпуклой формы и с различной кривизной.
С целью уменьше1шя разнотолщинности раската по длине и сокращения расхода металла, идущего в обрезь, но предлагаеMOiviy способу перед прокаткой в черновой клети до получения необходимой ширины раската сляб поворачивают на 90 до совпадения малой его оси с осью прокатки и обжимают его торцовые кромки вертикальными валками в направлении большой оси сляба на величину 0,5-3% от его длины до
получения.раската с формой двояковогнутого мениска.
Для уменьшения нагрузок на вертикальную клеть и сокращения затрат энергии на деформацию металла торцовые кромки спяб обжимают Б вертикальных валках с V-образной образующей.
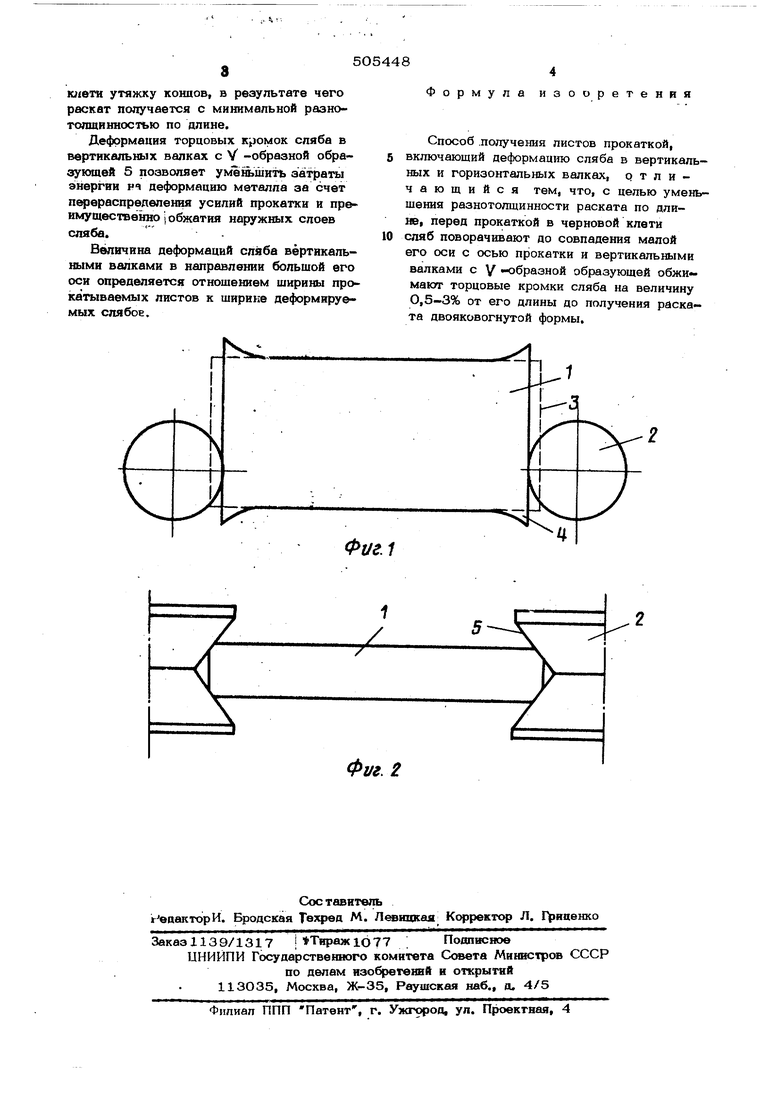
На фиг, 1 показана форма сляба fiocne обжатия торцовых кромок в клети с вертикальными валками; на фиг. 2 - схема деформации сляба в вертикальных валках с V -образной образующей.
Перед обжатием сляба 1 черновой клети вертикальные валки 2 устанавливают с расстоянием между образующими на.. О,53% меньше длины сляба, З.Яатем сляб поворачивают на 9О° до совпадения малой его оси с осью прокатки, после чего торцовые кромки сляба обжимают в направлении большой его оси. При такой деформации сляб приобретает форму двояковогнутого мешгска.
Образующееся при деформации в верти кальных валках уширение концов 4 компенсирует возшгкающую при деформации сляба в поперечном направлении в черново
клети утяжку концов, в результате чего раскат получается с минимальной раэнотопшинностью по длине.
Деформация торцовых кромок сляба в вертикальных валках с V -образной образующей 5 позволяет yMliiOiuiHTb затраты энергии V4 деформацию металла за счет п ераспределения усилий прокатки и преимущественно i обжатия наружных слоев сляба.
Величина деформаций сляба вертикальными валками в направлении большой его оси определяется отношением ширины прокатываемых листов к ширине деформируемых слябоЕ,
Формула изооретения
Способ .получения листов прокаткой, включающий деформашпо сляба в вертикальных и горизонтальных валках, отличающийся тем, что, с целью уменьшения разнотолщинности раската по длине, перед прокаткой в черновой клети сляб поворачивают до совпадения малой его оси с осью прокатки и вертикальными валками с V -образной образующей обжимают торцовые кромки сляба на величину 0,5-3% от его длины до получения раската двояковогнутой формы.
0г/г/
фуг. 2
