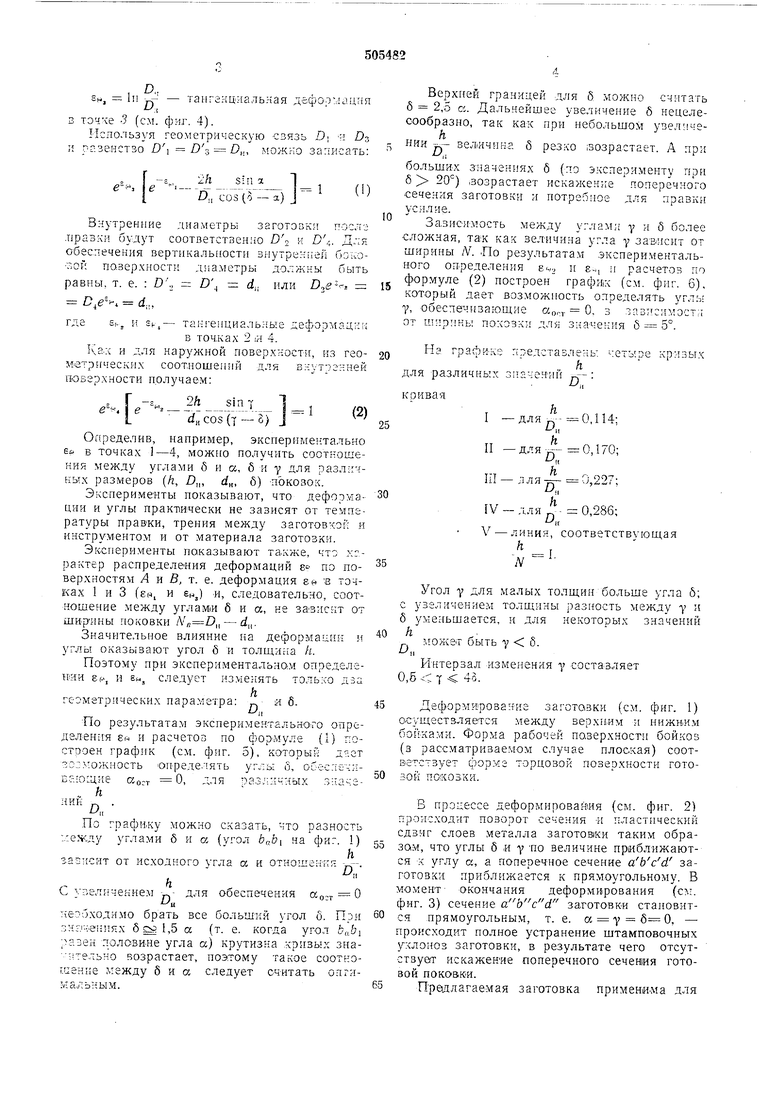
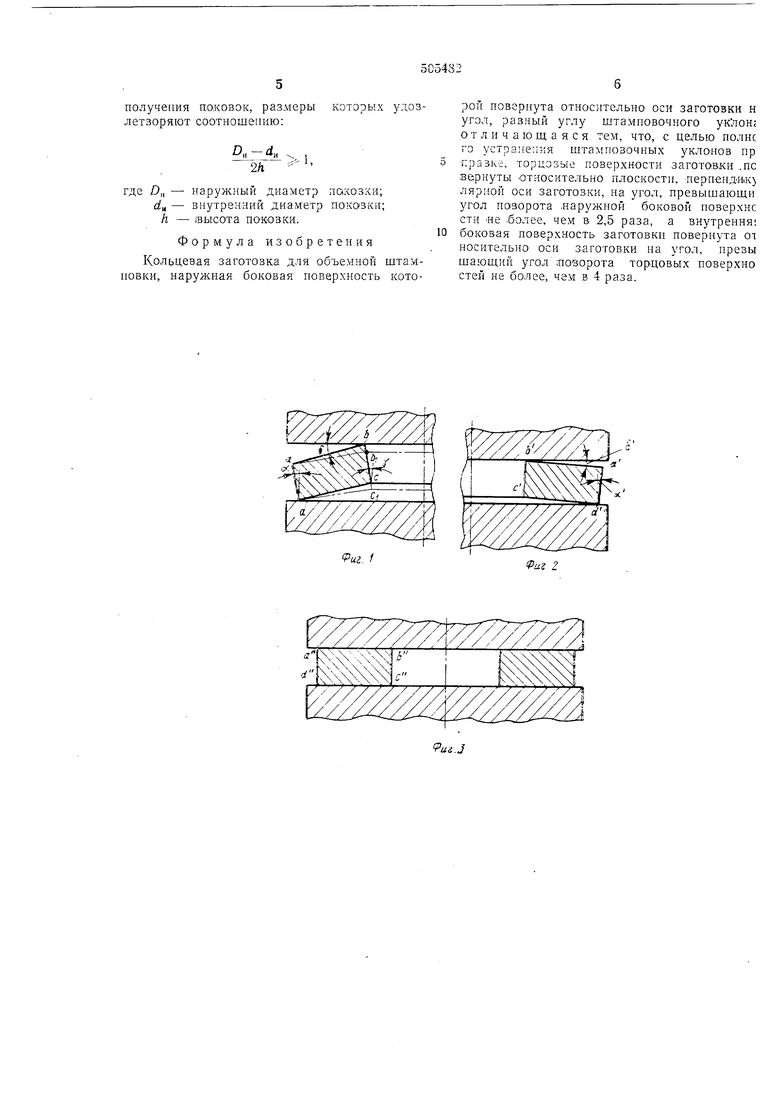
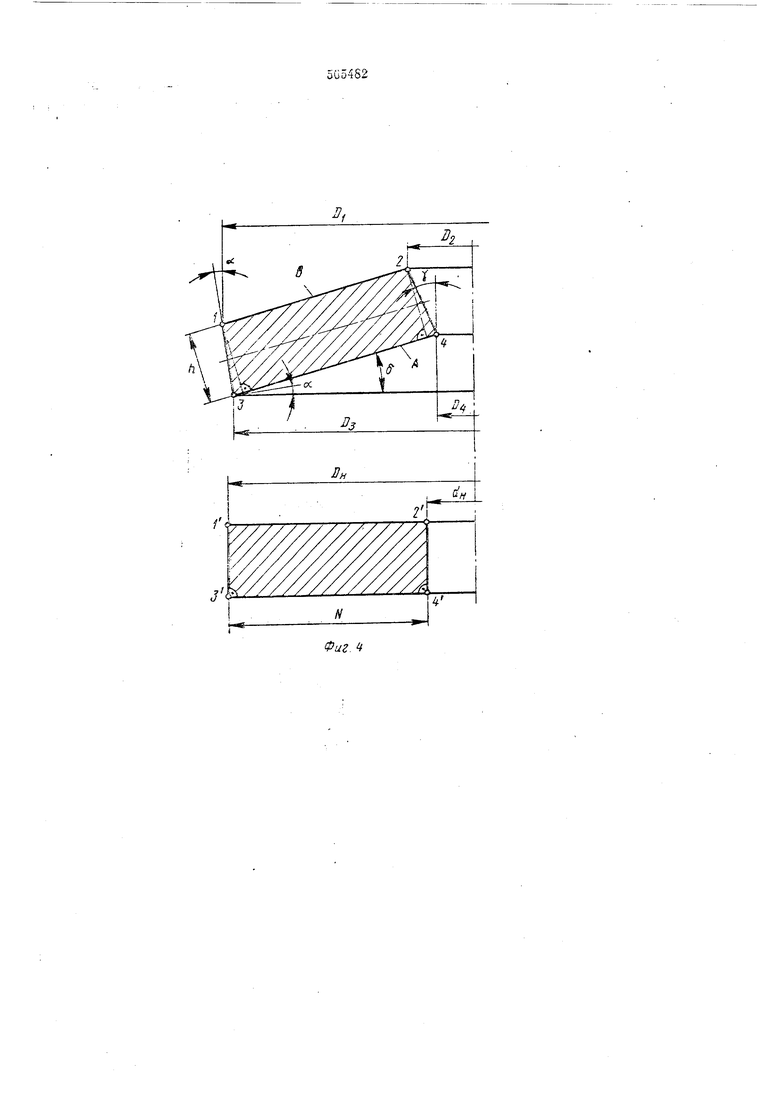
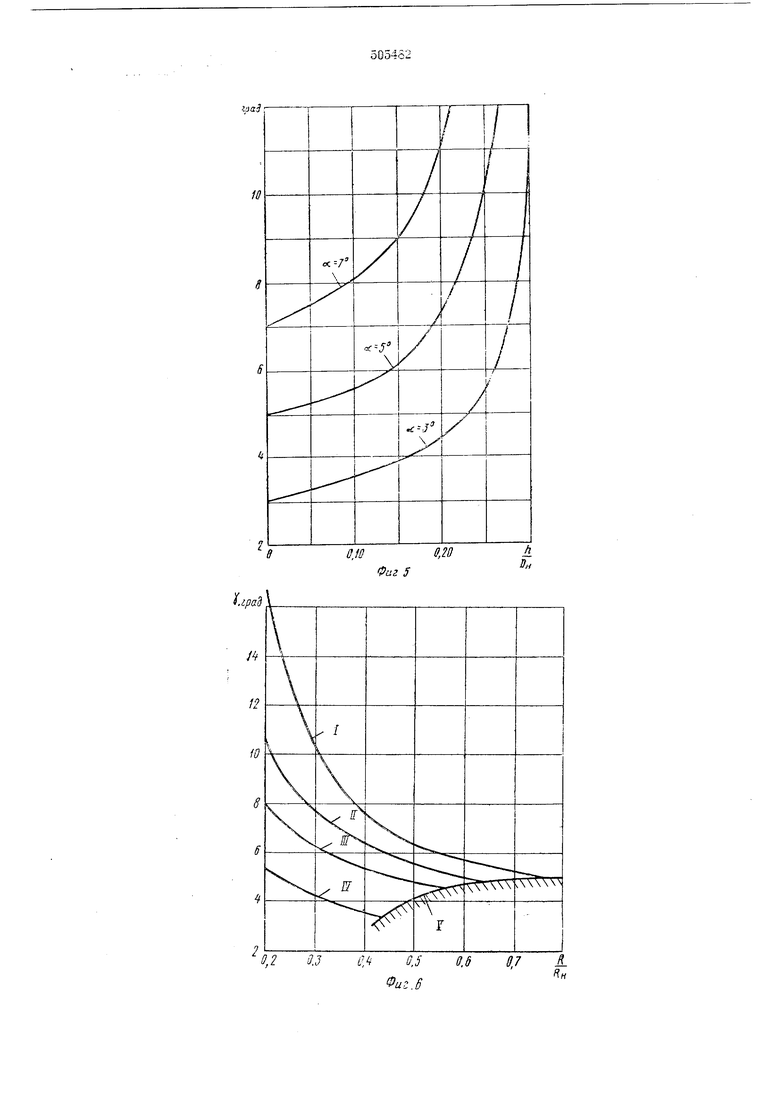
Изобретение относится к обработке металлов давлением. Известна кольцевая заготовка для объемной штамповки, наружная боковая позерхность которой повернута относитель}ю оси заготовки на угол, равный углу штамлозанного уклона. Однако из-за сдвигающи.к напряжений штамповочные уклоны при правке удаляются неполностью. Цель - устранение указанного недостатка. Для достижения этой цели торцовые поверхности заготовки П01вернуты отпосительно плоахости, перпендикулярной оси заготов-ки, на угол, превышающий угол поворота наружной боковой поверхности не более, чем в 2,5 раза, а внутренняя боковая поверхность заготовки повернута относительно оси заготовки .на угол, превышающий угол поворота торцовых поверхностей не более, чем в 4 раза. На фиг. 1 показана заготовка до правки, поперечное сечение; на фиг. 2 - заготовка в промежуто,чной стадии правки, поперечное сечение; на фиг. 3 - заготовка после правки, поперечное сечение; па фиг. 4 - расчетная схема для определения отношений углов поворота поверхностей заготовки для различных размеров заготовок; на фиг. 5 - график углов б поворота наружной боковой поверхности, обеспечивающих а ост 0,, в зависимости от размеров заготовки; на фиг. б- график углов Y поворота внутренней боковой поверхности, обеспечивающих YOCT 0. в заВИси.мости от размеров заготовки, при б 5°. Поперечное сечение abed отштампованной заготовки после обрезки заусенца и прошивки перемычки (см. фиг. ), представляет собой трапецию, боковая сторона ad которой поверпута относительно оси заготовки на угол а, а боковая сторона be - на угол 7Торцовые стороны трапеции аЬ и cd повернуты относительно плоскости, перпендикулярной оси заготовки, па угол б. При этом угол к выбирается из нормального ряда щтамповочпых уклонов, и в большинстве случаев он равен 5-7°. Для получения вертикальной ;1аружной боковой поверхности (т. е. н левых остаточных углов) наружные диаметры заготовки Z)i Z)j « и Ds Da е н, после деформации должны быть равны между собой, т. е.: Diee, Д,, Д, где Ее, - 1п - тангенциальная деформация 1 в точке /; (.,, ; In - тангенциальная дефор:лация 3 точке (см. фиг. 4). Используя геометрическую связь Д. - D-. ;; ГГ;зелстзо D D D,,, записать: -.. sin а 1 1 Д озТо:-- - Внутренние диаметры заготовки noc.i-j .правки будут соответственно Z)2 к Z)/,. Д..;я обеспечения вертикальности внутренней бокоv.ofi поверхности д.чалтетры должны быть равпы, т. е. : D. D., d,, или О-, D.e--. d,,, где е,., и гк,- тангенциальные деформац :;-; в точ.ках 2 iH 4. Iva.x и для наружной поверхности, из геометрическнх соотношений для внутренней поверхности ирлучаем: 1(2) й„ cos (7 - о J Определив, например, экспериментально бй в точках 1-4, можно получить соотношения между углами б и а, б и у для различных размеров (Л, Д,, d, б) покоаок. Эксиерименты показывают, что деформации и углы практ1Ически не зависят от температуры правки, треиия между заготовкой и инструментом и от материала заготовки. Эксперименты показывают также, что характер распределения деформаций s по поверхностям Л и В, т. е. деформация , в точках 1 и 3 (ЕН, и и.,) и, следовательно, соотношепие между углам1И б и ее, не за-вмснт от шИрины поковки , - d,,. Значительное влияние па деформацни и углы оказывают угол б и толщиаа ft. Поэтому при экспериментальном определетши gf, и Вй, следует изме}1ять только дза г е э м ет р и ч ее к и х пара м е т р а: По результатам экспериментальноч-О определ.еппЯ . и расчетов по формуле (i) построен график (см. фиг. 5), который д.ет :;о;;люжность определять углы о, обеслечлБк-пщие ( 0, для )аз;;:лчных значе.. h НИИ . По графи-ку можно сказать, что разность :,:ежду углами б и а (угол babt на фиг. ) зазисит от исходного угла а н отношения. -„-. С увеличением .-.- для обеспечения а О необходимо брать все больший угол б. При 3HFj-veHnHx ,5 а (т. е. когда угол b,,bi равен долови-не угла а) крутизна кривых .чьно возрастает, поэтому такое соотног аенпе между б и а следует считать оптимальным. Верхней границей для 5 можно считать б 2,5 а. Дальнейшее увеличение б нецелесообразно, так как при небольшом увелнчеhНИИ у- вел/ичина б резко ;зозрастает. А при больших значениях б (ло эксперименту при б 20) возрастает искажение поперечного сечения заготовки и потребное для правки усилие. За.зисимость между углам;; у и б более сложная, та:к как величина угла у зависит от ширины /V. По результатам .экспериментального определения е.-, и 8и, н расчетов по формуле (2) построен график (см. фиг. 6), который дает возможность определять углы Y, обеслечизающие cior,- 0. в зазис:рлост;1 от ширины покозки для значения б 5°. :1:7едставлень четыре кризых для различных значении I-для ...- 0,114; II-для ,170; Ш-лля-А 0,227; Д| IV- для 0,286; V- линия, соответствующая Угол 7 для малых толш,ин больше угла б; с увеличением толщины разность между у и б уменьшается, и для некоторых значений может быть 7 б. 11 Интервал изменения у составляет 0,6 т - 5Деформярованиг заготовки (см. фиг. 1) осуществляется менсду верхн.им и нижним бо.ч-ка.ми. Форма рабочей по.зерхности бойкоз (а рассматриваемом случае плоская) соответствует форме торцовой поверхности готозой поковки. В процессе деформировайия (см. фиг. 2) происходит поворот сечения и пластический сдвиг слоев металла заготов1ки таким образам, что углы б и Y ПО величине приближаются к углу а, а поперечное сечение abcd загогозхи приближается к прямоугольному. В момент окончания деформирования (. фиг. 3) сечение заготовки становится прямоугольным, т. е. а у б О, - происходит полное устранение штамповочных уклонов заготовки, в результате чего отсутствуео искажение поперечного сечения готовой ПОКОВКИ. Предлагаемая заготовка применима для
получеиия пОКОвок, размеры летзоряют соотношеиию:
AL-A- 1
2/1
где DH - наружный диаметр пахозха; d - внутренний диаметр показки; h - (высота поковки.
Формула изобретения
Кольцевая заготовка для объемной штамповки, наружная боковая поверхность которой повернута относительно оси заготовки н угол, равный углу штамповочного уклон; о т л и ч а ю од а я с я тем, что, с целью полнс го устранения штамповочных уклонов пр Празкс, торцозые поверхности заготовки .пс вернуты относительно плоскост ;, перпендик} лярной оси заготовки, на угол, превышающи угол поворота .наружной боковой поверхнс сти -не .более, чем в 2,5 раза, а внутрення боковая поверхность заготовки повернута от носительно оси заготовки на угол, превы шающий угол поворота торщовых поверхно стей не более, чем в 4 раза.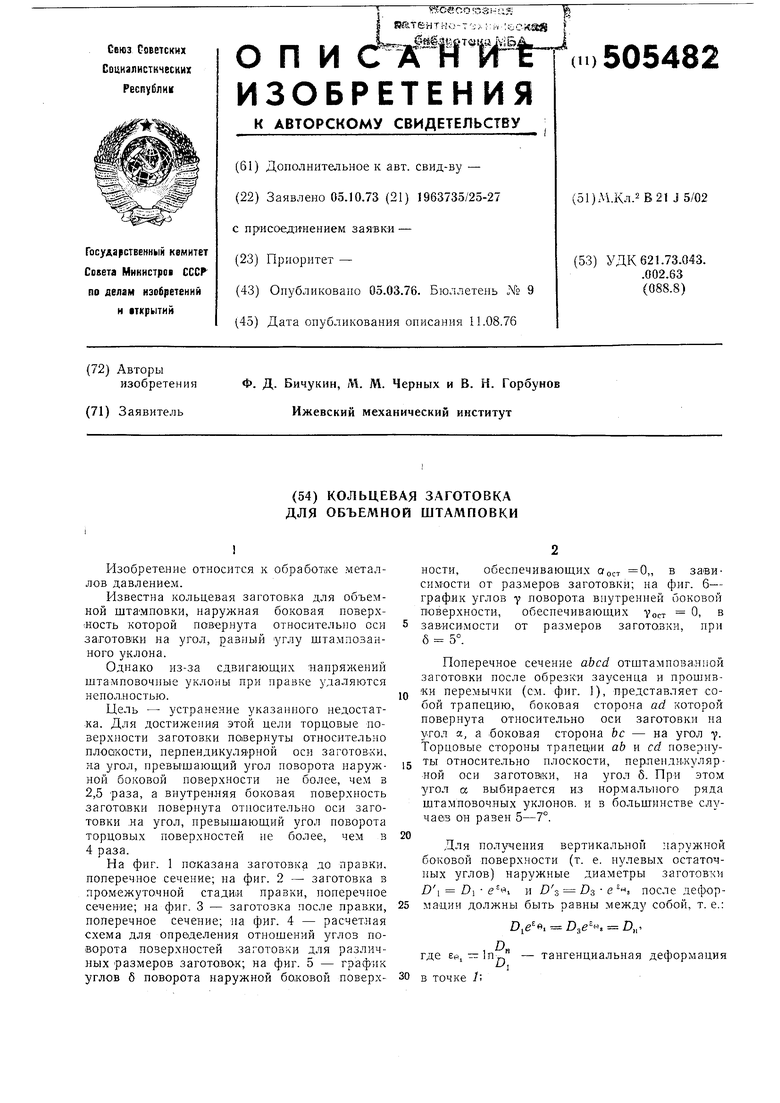
| название | год | авторы | номер документа |
|---|---|---|---|
| Кольцевая заготовка для объемной штамповки | 1988 |
|
SU1532171A1 |
| Заготовка для изготовления поковок с фланцем и ступицей | 1988 |
|
SU1551462A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| Способ получения поковок без штамповочных уклонов | 1981 |
|
SU986564A1 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| Способ получения поковок без штамповочных уклонов | 1984 |
|
SU1209356A1 |
| Способ ковки в подкладных штампах поковок типа цилиндрических колес с ободом и ступицей | 1987 |
|
SU1542684A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ШТАМПОВКИ | 2005 |
|
RU2294812C1 |
| Способ получения поковок без штамповочного уклонов | 1975 |
|
SU614870A1 |
Риг i
2
/
J
2
