Изобретение относится к обработке металлов давлением и может быть использовано для получения кольцевых поковок безштамповочных уклонов.
Цель изобретения - экономия металла за счет устранения избыточных напусков на поковках с соотношениями размеров
DH-DU ,, /г п с -гг- 1 (при г- i 0,5) 2hDH
и 0,25 (при 5i i 0,5) (1)
иUH
где D и и 6 соответственно наружный и внутренний диаметры поковки, h - высота поковки.
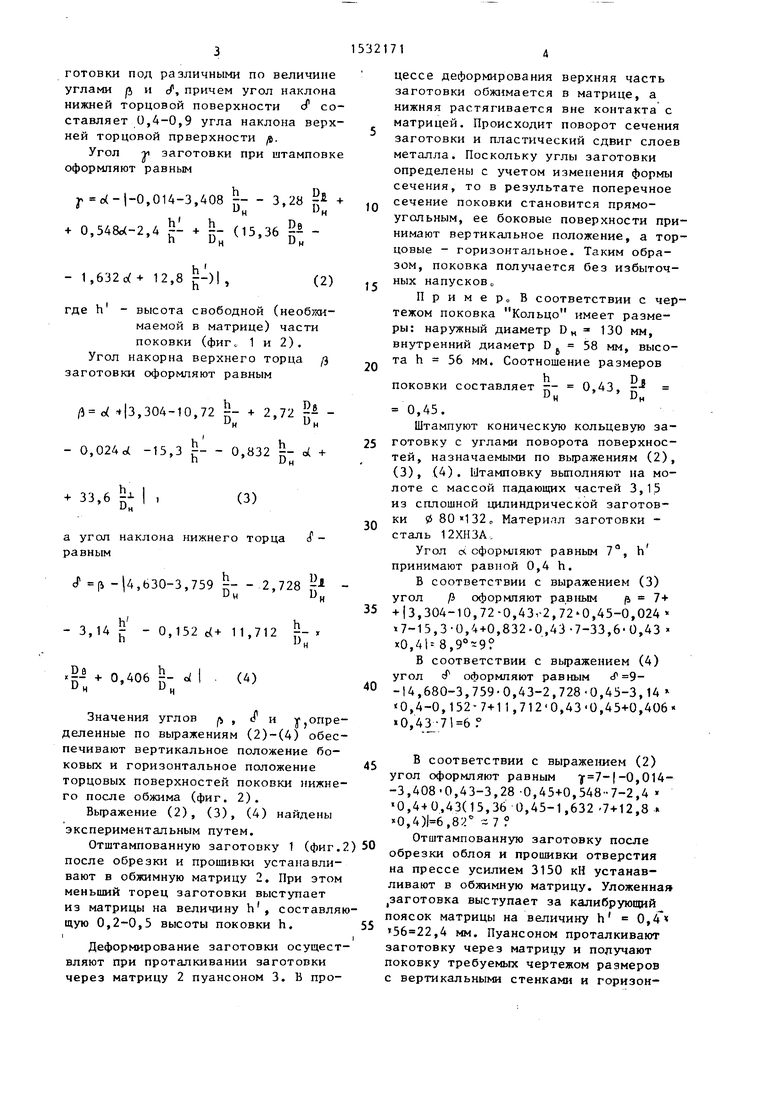
На г. 1 показано поперечное сечение заготовки до обжима (правки ее в матрице)i на фиг. 2 - то же, сечение в начальный и конечный моменты обжима.
Поперечное сечение abed отштампованной заготовки после обрезки заусенца и прошивки перемычки (фиг. 1) представляет собой неправильный четырехугольник, боковая сторона которого ad повернута относительно оси заготовки на величину штамповочного уклона- о( , а боковая сторона Ъс - на угол т , не превьш1ающий угла поворота наружной поверхности ci , а торцовые конические поверхности аЬ и cd расположены относительно плоскости, перпендикулярной оси заСП
СО
iNd
готовки под различными по величине углами и и сГ, причем угол наклона нижней торцовой поверхности сГ составляет 0,4-0,9 угла наклона верхней торцовой прверхности .
Угол -у заготовки при штамповке оформляют равным
(-1-0,014-3,408 - 3,28 5 + н
+ 0,548с(-2,4 - + - (15,36 - 1,632o(-t- 12,8 ;--)| ,
(2)
где h - высота свободной (необжимаемой в матрице) части
поковки (фИГс 1 и 2).
Угол накорна верхнего торца /з заготовки оформляют равным
( ,304-10,72 + 2,72
- 0,024о( -15,3 - 0,832 +
DH
+ 33,6
-JL
(3)
а угол наклона нижнего торца равным
-|4,630-3,759 - 2,
728
DU
- 3,14 - 0,152 с(+ 11,712
5 - 0.406 - .
D
О,
(4)
Значения углов , « и у определенные по выражениям (2)-(4) обеспечивают вертикальное положение боковых и горизонтальное положение торцовых поверхностей поковки нижнего после обжима (фиг. 2).
Вьфажение (2), (3), (4) найдены экспериментальным путем.
Отштампованную заготовку 1 (фиг.2) после обрезки и прошивки устанавливают в обжимную матрицу 2, При этом меньший торец заготовки выступает из матрицы на величину h , составляющую 0,2-0,5 высоты поковки h. II
Деформирование заготовки осуществляют при проталкивании заготовки через матрицу 2 пуансоном 3. В про0
5
0
5
0
35
40
45
50 55
цессе деформирования верхняя часть заготовки обжимается в матрице, а нижняя растягивается вне контакта с матрицей. Происходит поворот сечения заготовки и пластический сдвиг слоев металла. Поскольку углы заготовки определены с учетом изменения формы сечения, то в результате поперечное сечение поковки становится прямоугольным, ее боковые поверхности принимают вертикальное положение, а торцовые - горизонтальное. Таким образом, поковка получается без избыточных напусков о
П р и м е РО В соответствии с чертежом поковка Кольцо имеет размеры: наружный диаметр D „ 130 мм, внутренний диаметр D 58 мм, высота h 56 мм. Соотношение размеров
поковки составляет -- 0,43, -
н 0,45.
Штампуют коническую кольцевую заготовку с углами поворота поверхностей, назначаемыми по выражениям (2), (3), (4). Штамповку выполняют на молоте с массой падающих частей 3,15 из сплошной цилиндрической заготовки 0 80«132 о Материал заготовки - сталь 12ХНЗА.
Угол с оформляют равным 7, h принимают равной 0,4 h.
В соответствии с выражением (3) угол /} оформляют равным р + |3,304-10,72-0,43i-2,720,45-0,024 « к 7-15,3-0,4+0,832.0,43-7-33,6-0,43 « хО,,9° 9
В соответствии с выражением (4) угол сГ оформляют равным сГ 9- -l4,680-3, 759-0,43-2,728-0,45-3,14 «0,4-0,152-7+11,7120,430,45-t-0,406« «0,
В соответствии с выражением (2) угол оформляют равным |- 7-|-0,014- -3,408-0,43-3,28 0,45+0,548-7-2,4 « «0,4+0,43(15,36 0,45-1,632 7+12,8 «0,4), -7
Отштампованную заготовку после обрезки облоя и прошивки отверстия на прессе усилием 3150 кН устанавливают в обжимную матрицу. Уложенная заготовка выступает за калибрующий поясок матрицы на величину h 0,4 ,4 мм. Пуансоном проталкивают заготовку через матрицу и подучают поковку требуемых чертежом размеров с вертикальными стенками и горизонтальными торцами, т.е. без избыточных припусков.
Экономия металла составляет 1,0кг на поковку
Формула изобретения
Кольцевая заготовка для объем}1ой штамповки, наружная боковая поверхность которой расположена относительно оси заготовки под углом, равным углу штамповочного уклона штампового инструмента, коническая поверхность верхнего торца расположена под углом
с
0
к оси заготовки, превышаю1чим угол расположения наружной боковой поверхности не более, чем в 2,5 раза, о т- личающая ся тем, что, с целью экономии металла за счет устранения избыточных напусков, коническая поверхность нижнего торца заготовки расположена под углом, составляющим 0,4-0,9 угла расположения поверхности верхнего торца заготовки, а внутренняя боковая поверхность заготовки расположена относительно оси заготовки под углом, не превышающим угла расположения наружной боковой поверхности.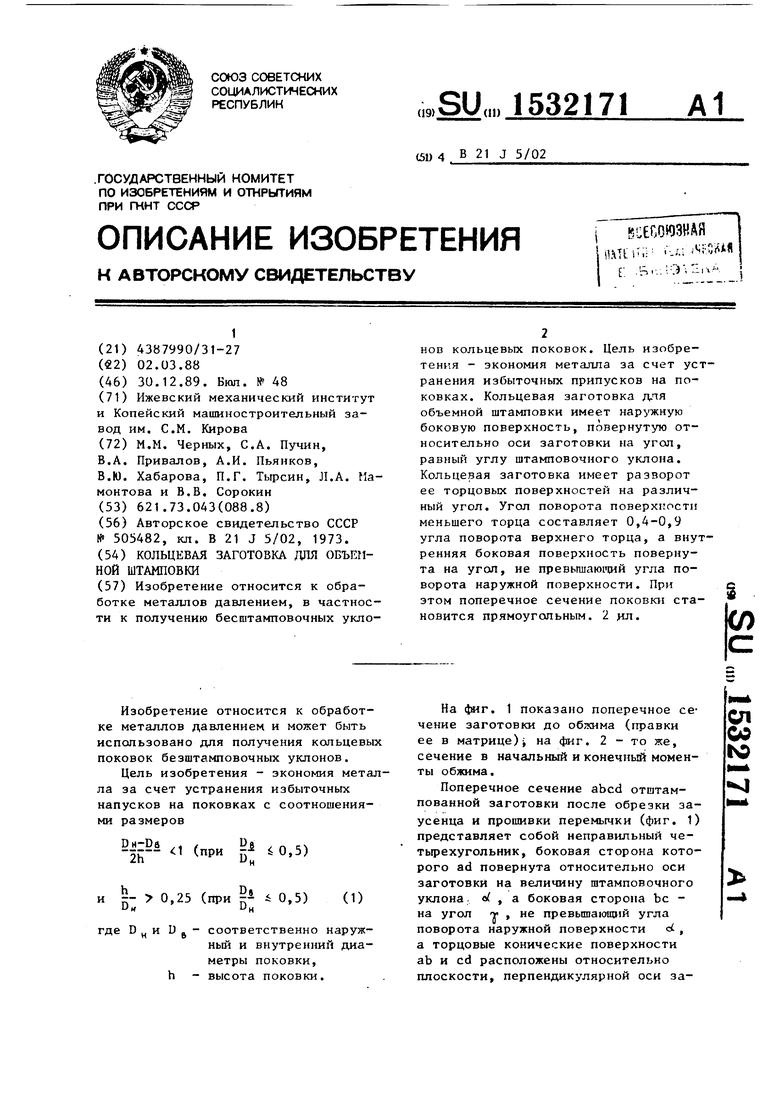
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ изготовления кольцевых поковок | 1983 |
|
SU1139553A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Способ изготовления поковок | 1978 |
|
SU709232A1 |
| Способ штамповки поковок фланцев воротниковых | 2018 |
|
RU2680337C1 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU893370A1 |
| Кольцевая заготовка для объемной штамповки | 1973 |
|
SU505482A1 |
| Способ изготовления поковок | 1978 |
|
SU764815A1 |
Изобретение относится к обработке металлов давлением, в частности к получению бесштамповочных уклонов кольцевых поковок. Цель изобретения - экономия металла за счет устранения избыточных припусков на поковках. Кольцевая заготовка для объемной штамповки имеет наружную боковую поверхность, повернутую относительно оси заготовки на угол, равный углу штамповочного уклона. Кольцевая заготовка имеет разворот ее торцовых поверхностей на различный угол. Угол поворота поверхности меньшего торца составляет 0,4...0,9 угла поворота верхнего торца, а внутренняя боковая поверхность повернута на угол, не превышающий угла поворота наружной поверхности. При этом поперечное сечение поковки становится прямоугольным. 2 ил.
Фи2.1
фиг. 2
| Кольцевая заготовка для объемной штамповки | 1973 |
|
SU505482A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
