- Изобретение относится к обработке металлов давлением и может быть использовано для получения поковок с фланцем и ступицей без штамповочных уклонов.
Целью изобретения является повышение экономичности за счет уменьшения затрат на изготовление поковки путем уменьшения усилия и работы деформирования заготовки и упрощения деформирующего инструмента.
На фиг. 1 показана заготовка, поперечное сечение, и положение деформирующего инструмента до раздачи; на
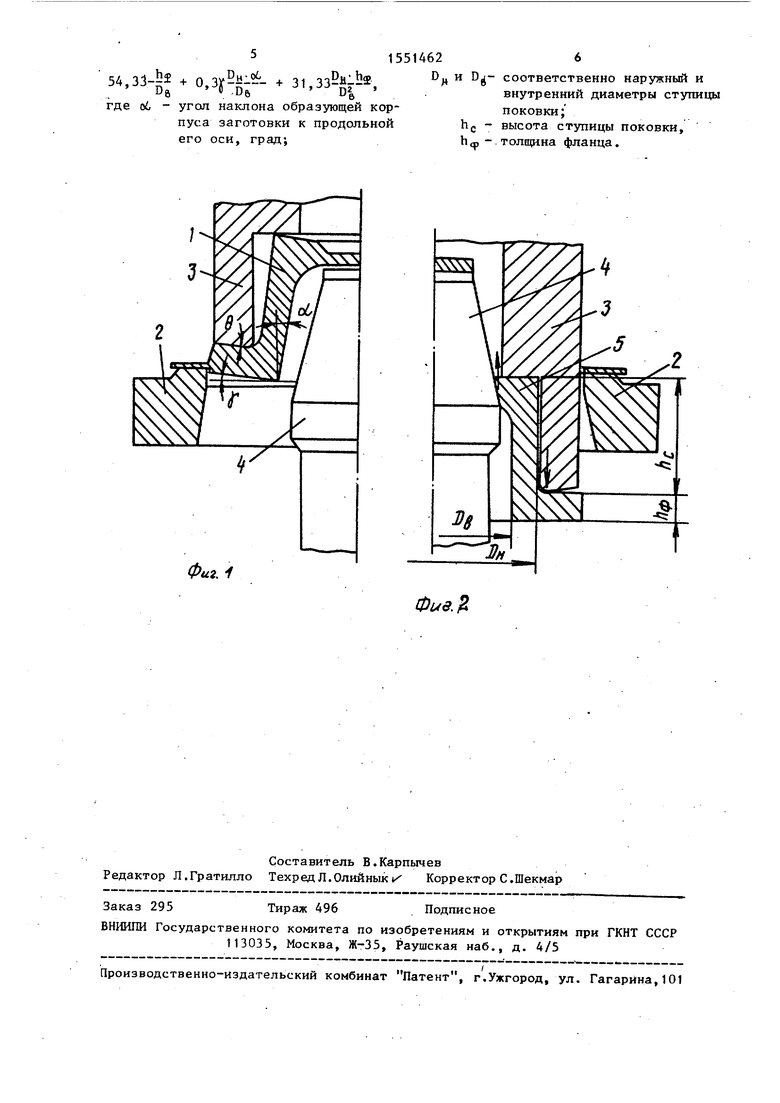
фиг. 2 - поковка, поперечное сечение, и положение деформирующего инструмента после раздачи.
Образующая корпуса заготовки под ступицу (фиг. 1) наклонена к ее вертикальной оси на угол сЈ равный углу штамповочного уклона. Фланец заготовки повернут на угол 0,1otЈj - 0,9ei- в сторону меньшего основания. Конкретное значение угла в указанном диапазоне назначают в зависимости от соотношений размеров поковки и угла об в соответствии с выражением
f 12,36-5,10-Ј- - 1, - Оэ36о6
De
+
0,38
5.
+ 31,33-(1) 5
(p
т
где DH, D6 - соответственно наружный и внутренний диаметры ступицы поковки; hc - высота стзошцы поковки;
Ид, - толщина фланца;
cL - величина угла наклона
стенки ступицы заготовки, град.
Если фланец повернут на угол, больший 0,9oi,s например на угол, равный, 1,0оЈ, то при последующей раздаче заготовки фланец не доходит до требуемого чертежом поковки горизонтального положения, что ведет к увеличению припусков на механическую обработку и повышенному расходу металла.
Если же фланец повернут на угол, меньший 0,1 ot, например фланец выпол- нен горизонтальным, то в процессе раздачи заготовки фланец. переходит в горизонтальное положение, что тоже ведет к увеличению припусков на механическую обработку и повышенному расходу металла.
Выражение (1) найдено экспериментальным путем на основе метода математического планирования эксперимента
Отштампованную заготовку 1 устанавливают на обрезную матрицу 2. За- готовку перемещают пуансоном 3, производят обрезку облоя,, прошивку отверстия и раздачу ступицы заготовки под воздействием усилия Р„ Опорная площадка пуансона 3, взаимодействую- щая с фланцем заготовки, наклонена к горизонтальной плоскости под углом 0 9 равным углу X1 поворота фланца заготовки.
В процессе раздачи вследствие возникновения изгибающего момента от усилий Р и Q со стороны раздающего пуансона 4 происходит изгиб фланца и отход его от опорной площадки пуансона 3, К моменту окончания раздачи фланец принимает горизонтальное положение. Поковка 5, полученная из предложенной заготовки, имеет высокую геометрическую точность и малые припуски под механическую обработку по
фланцу и внутренней поверхности сту- i
пицы„ Для правки фланца дополнительного усилия не требуется.
o
5
Пример, Поковка со ступицей и фланцем в соответствии с чертежом имеет размеры: высота ступицы hc 35 мм, толщина фланца h™ 9 мм, наружный диаметр ступицы DH 140 мм, внутренний диаметр ступицы D& 115 мм, наружный диаметр фланца 174 мм. Материал поковки сталь 5ПС.
Для изготовления поковки применяют заготовку с углом наклона стенок, равным углу штамповочного уклона 7°. Фланец заготовки повернут на угол У , определяемый выражением (1):
|f 5,1 ft. 5 (град).
0
30
,,-
35 0
55
45
50
Заготовка получена горячей объемной штамповкой на КГИ1П усилием 25 МН.
После обрезки облоя, прошивки отверстия и раздачи на кривошипном прессе усилием 2,5 МН получена поковка требуемых чертежом размеров с горизонтально расположенным фланцем. Неплоскостность фланца после раздачи у партии поковок в количестве 500 шт. не превышает 0,3 мм. Излишние припуски на фланце и в отверстии ступицы отсутствуют .
Заготовка может применяться для изготовления поковок с шириной фланца, не превышающей четырех его толщин.
Формула изобретения
Заготовка для изготовления поковок с фланцем и ступицей, содержащая корпус под ступицу в виде полого усеченного конуса с фланцем со стороны большего его основания, расположенным под углом к плоскости, перпендикулярной продольной оси корпуса,, и повернутым в сторону меньшего его основания, о т- личающаяся тем, что, с целью повышения экономичности за счет уменьшения затрат на изготовление поковки, угол у наклона гшоскости фланца к плоскости, перпендикулярной оси корпуса, определяют из зависимости
О, 1 oi, s у б 0,9оЈ;
DH
12,36-5,10- - 1
ЗП Сл nf I
--- - 0, Збоб иь
+ О + 31 33-И--2 U J« D6J1 JJ D26
угол наклона образующей корпус- а заготовки к продольной его оси, град;
и Djj- соответственно наружный и
внутренний диаметры ступицы
поковки;
hc - высота ступицы поковки, hqj - толщина фланца.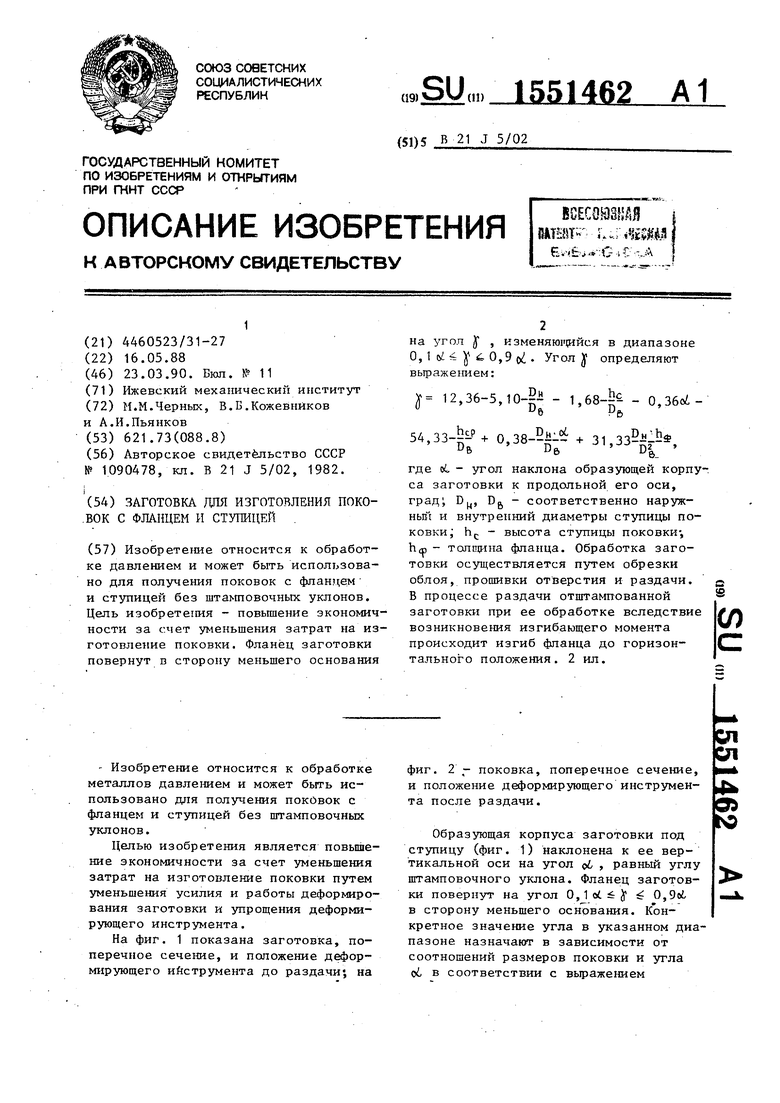

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Способ штамповки поковок фланцев воротниковых | 2018 |
|
RU2680337C1 |
| Способ изготовления поковок с фланцем и ступицей | 1982 |
|
SU1090478A1 |
| Кольцевая заготовка для объемной штамповки | 1988 |
|
SU1532171A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| Способ изготовления кольцевых поковок со ступицей и фланцем | 1989 |
|
SU1734913A1 |
| Способ изготовления поковок | 1979 |
|
SU804158A1 |
| Способ изготовления кольцевых поковок | 1985 |
|
SU1274835A2 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для получения поковок с фланцем и ступицей без штамповочных уклонов. Цель изобретения - повышение экономичности за счет уменьшения затрат на изготовление поковки. Фланец заготовки повернут в сторону меньшего основания на угол γ, изменяющийся в диапазоне 0,1α≤γ≤0,9α. Угол γ определяют выражением: γ=12,36-5,10Dн/Dв-1,68Hс/Dв-0,36α-54,33Hф/Dв+0,38Dн.α/Dв+31,33Dн.Hф/Dв2, где α - угол наклона образующей корпуса заготовки к продольной его оси, град
Dн, Dв - соответственно наружный и внутренний диаметры ступицы поковки
Hс - высота ступицы поковки
Hф - толщина фланца. Обработка заготовки осуществляется путем обрезки облоя, прошивки отверстия и раздачи. В процессе раздачи отштампованной заготовки при ее обработке вследствие возникновения изгибающего момента происходит изгиб фланца до горизонтального положения. 2 ил.
Фиг. i
.
| Способ изготовления поковок с фланцем и ступицей | 1982 |
|
SU1090478A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
