Изобретение относится к технологическим смазкам, а именно к смазке для холодной обработки металлов давлением, например для холодной про,катки нержавеюш,их труб с внутренни1ми спиральными ребрами, и может быть использовано в металлургической промышленности.
Известная смазка для холодной обработки металлов давлением, содержаи;ая 80 вес. % касторового ,масла и 20 вес. % окиси цинка, применяется по медному подсмазочному покрытию.
Ири холодной прокатке нержавеющих труб с внутренними спиральными ребрами с использованием известной смазки металл налипает на инструмент, что приводит к повышенному расходу инструмента ,и появлению на внутренней поверхности труб рпсок и задиров.
Цель изобретения - повышение смазочных свойств смазки и улучшение качества обрабатываемой поверхности - достигается тем, что в смазку дополнительно вводят хлорированный парафин, полиоксиэтилированный алкилфенол, триэтаноламин и политетрафторэтилен прп следующем соотношении между компонентами (вес. %):
Окись цинка10-20
Хлорированный парафин 35-45
Иолиоксиэтилированный
алкилфенол35-40 Триэтаноламин1-4
ПолитетрафторэтиленI-6
Предлагаемая смазка обладает высокими эксплуатационными свойства.ми и полностью удаляется с поверхности прокатанных труб в обычных обезжиривающих растворах, применяемых в производстве.
Для приготовления смазки смешивают ири комнатной темнературе триэтаиоламин и политетрафторэтилен, вводят хлорированный парафин и иолио.ксиэтилированный алкилфенол, например ОП-10, перемешивают и добавляют окись пинка.
Сравнительные испытания проводят па стане ХПТР при прокатке нержавеющих труб с внутренними спиральными ребрами по маршруту 18 X 2,5 - 16 X 4 - 14 X 1,3 - 12 X Х0,6 (мм), используя известную смазку и предлагаемую, содержащую (в вес. %): 40 хлорированного парафина, 38 ОП-10, 3 триэтаноламина, 15 окиси цинка и 4 политетрафторэтилена.
Результаты испытаний прпведены в
т а о30липе.
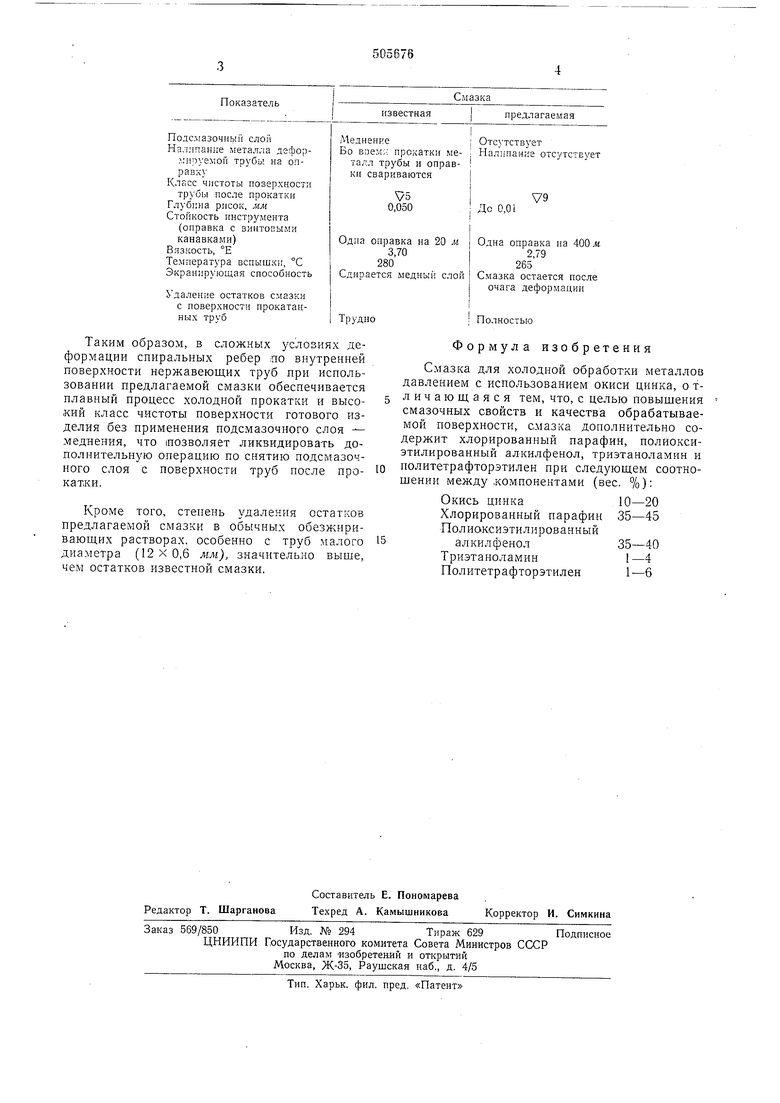
Показатель
Меднениеj Отсутствует
Во внем;-: прокатки ме-; Налипание отсутствует
Одна оправка на 20 ж I Одна оправка на 400 Л4
Сдирается медный слой
ТрудноI Полностью
Таким образом, в сложных условиях деформации спиральных ребер ло внутренней поверхности нержавеющих труб при использовании предлагаемой смазки обеспечивается плавный процесс холодной прокатки и высокий класс чистоты поверхности готового изделия без применения подсмазочного слоя - меднения, что позволяет ликвидировать дополнительную операцию по снятию подсмазочного слоя с поверхности труб после прокатки.
Кроме того, степень удаления остатков предлагаемой смазки в обычных обезжириваюп1их растворах, особенно с труб малого диаметра (12X0,6 мм), значительно выше, чем остатков известной смазки.
Смазка
известная
предлагаемая
талл трубы и оправкп свариваются
V9
V5
До 0,01 0,050
2,79
3,70 280 265
Смазка остается после очага деформации
Формула изобретения
Смазка для холодной обработки металлов давлением с использованием окиси цинка, о тличающаяся тем, что, с целью повышения смазочных свойств и качества обрабатываемой поверхности, смазка донолнительно содержит хлорированный парафин, полиоксиэтилированный алкилфенол, триэтаноламин и политетрафторэтилен при следующем соотношении между ,компонентами (вес. %):
Окись цинка10-20
Хлорированный парафин35-45 Полиоксиэтилированный
алкилфенол35-40
Триэтаноламин1-4
Политетрафторэтилен1-6
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая смазка для волочения труб | 1980 |
|
SU883160A1 |
| Смазка для холодной обработки металлов давлением | 1973 |
|
SU493501A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910749A1 |
| СМАЗКА ТЕХНОЛОГИЧЕСКАЯ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 2008 |
|
RU2497936C2 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU981352A1 |
| Смазка для холодной обработки металлов давлением | 1977 |
|
SU702071A1 |
| Смазка для холодной обработки металлов давлением | 1977 |
|
SU635125A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1977 |
|
SU734250A1 |
| Смазка для теплой обработки металлов давлением | 1976 |
|
SU682558A1 |
| Смазочная композиция для холодной обработки металлов давлением | 1983 |
|
SU1097657A1 |
