Изобретение отиоситея к металлургичеeKoii нромышленности и может быт1 использоваио ири нроизводетве труб, наиример волочеиии труб из углеродистых марок стали.
Смазка для холодной деформации труб (волочеиия) должна отвечать основным требованиям, а именно емазочная иленка должна иметь меньшее еоиротивление едви1у, чем у обрабатываемого металла, быть подвижной ири обработке и предотвращать иалииаиие металла трубы на ииструмент, т. е. должна иметь высокие экраинругоидне и смазочные свойства, при иоследующей термс обработке Т1)уб обесиечивать иолучеиие светлой иоверхностн их без черного налета, который образуется в результате коксообразоваиия смазочных средетв.
Наличие продуктов коксообразоваиия па наружной поверхности скрывает ее дефекты, своевременное певыявлемие которых недопустимо для труб спенпального назначения.
Известны смазки для .холодной обработки металлов давлением на основе минерального масла с добавлением осериепных тетрамерог проннлена 1, нолнпзоб тплепа 2.
Однако ирп.-1епеиие таких смазок че обеспечивает требуемого качества обраб.чтываемо поверхности, так как ирн reivxioобработке ) образуется сплошпая черная плеи1 а.
Известна также смазка 3 для холодной обработкп металло) давлеппем, содержа 1и1Я хлорир015анныи парафин, триэтаноламнн с добав.юиием окиси цинка, поверхиостно-актпвиого еп1ества и фтороп.таста при следующем соотно1иеиии комионентои, вес. О:
35-45
Хлорпрова1П1Ы1 1 парафин Трпэтанол; ;11и
1- 4 Окись иипка
10-20 Иолноксиэти,)ир()ваппып
алкнлфенол Иoлитeтpaфт lp: тплeli
Одиако при ;;тсутств1И1 оиераиип удалення смазки на новорхности труб после нх гермообработкн образуется черная n.ie;:ка, которая худп ает пх IOBapnbiii впд и затрудняет выя15ле1П е различных видов дефектов иа поверхности труб, что требуе:
ДОИОЛН1ГГеЛЬИ01 1|)ОТИрКИ.
С целью повьинеиия качества об 1абат1 ;ваемой iioBcpxiiocTH П1тедлагается смазк) иа основе хлорированного парафина, которая дополнительно содер 1;1гг этано.чамин.
при следующем содерлсании компонентов, вес. %:
Этаноламин1-5
Хлорированный парафинДо 100
В качестве этаноламинов могут быть исиользованы моно-, дп- и триэтаноламины.
Основная функция этаноламина в смазке заключается в том, что благодаря их присутствию поверхность протянутых труб после пх термообработки получается светлой, без загрязнения и темных пленок остатков смазки.
Кроме того, этанолампн как иоверхностио-активое веидество иовышает смазочные свойства смазки, улучшает поверхностно-молекулярные и экранирующие свойства смазкп и условия трения в очаге деформацпп.
Хлорированный иарафин в смазке применяется в качестве противозадирного агента и присадки высокого давления.
Смазка готовится путем механического смешивания компоиентов в соответствующих количествах в любом порядке при комнатной температуре. После длительного хранения смазки перед употреблением необходимо ее снова перемешать.
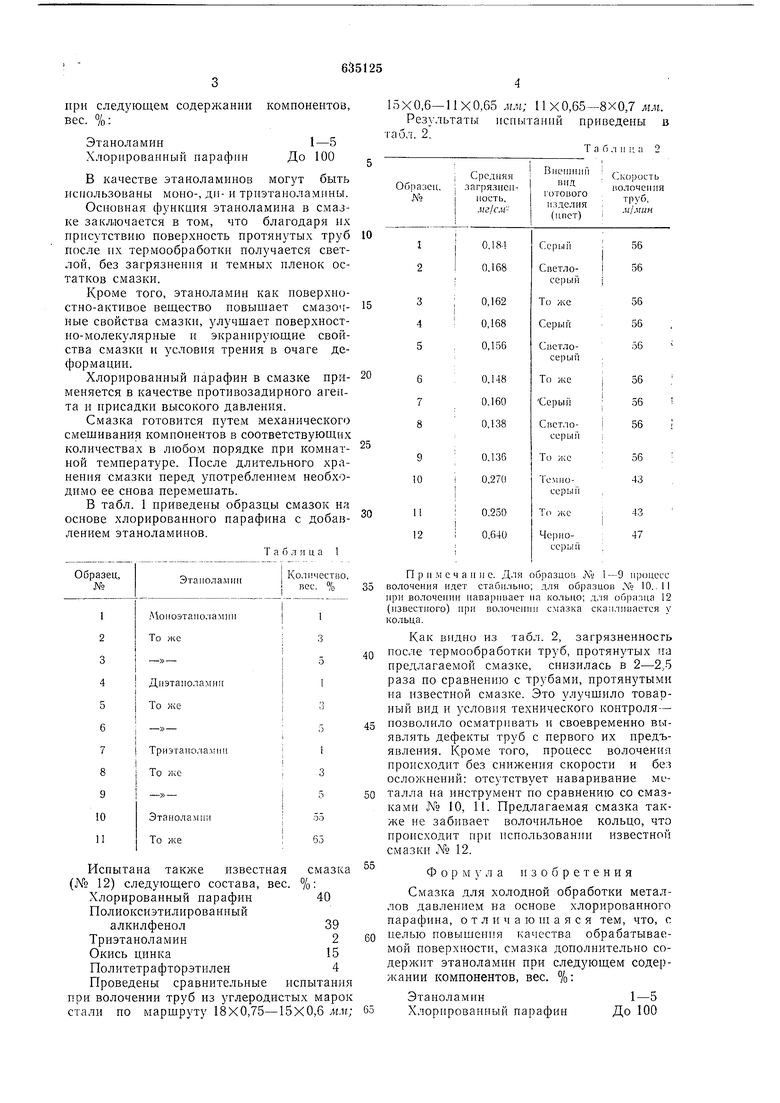
В табл. 1 приведены образцы смазок на основе хлорированного парафина с добавлением этаноламинов.
Таблица 1 Испытана также известная смазка (№ 12) следующего состава, вес, %: Хлорированный парафин40 Полиоксиэтилированный алкилфенол39 Триэтаноламин2 Окись цинка15 Политетрафторэтилен4 Проведены сравнительные испытани при волочении труб из углеродистых маро стали по маршруту 18X0,75-15X0,6 мм
15X0,6-11X0,65 мм; 11X0,65-8X0,7 мм. Результаты исиытаиий приведепы в табл. 2.
Т а б л II ц а 2 П р л м е ч а IIII с. Для образцов Л 1-9 процесс во.10чсння идет стабильно; для образцов .Y 10.. II при волочении наваривает иа кольцо; для образца 12 (известного) при волочении смазка скаплииается у кольца. Как видно из табл. 2, загрязненность после термообработки труб, протянутых на предлагаемой смазке, снизилась в раза по сравнению с трубами, протянутыми па известиой смазке. Это злучшило товарный вид и условия технического контроля- позволило осматривать и своевременно выявлять дефекты труб с первого их предъявления. Кроме того, процесс волочения происходит без снижения скорости и бе.з осложнений: отсутствует наваривание металла па инструмент по сравнению со смазками № 10, 11. Предлагаемая смазка также не забивает волочильное кольцо, что происходит при Т1спользовании известной смазки NO 12. Формула изобретения Смазка для холодной обработки металлов давлением на основе хлорированного парафина, о т л п чающаяся тем, что, с пелыо повышеппя качества обрабатываемой поверхности, смазка дополиительно содержит этанолампп при следующем содержании компонентов, вес. %: Этаноламин1-5 Хлорированный парафинДо 100 56
Источники информации, иринятые о2. Авторскоесвидетельство СССР
внимание нрн экснертизе;Хо 178006, кл. С 10М 5/10, 1965.
1. Авторское свидетельство СССР3. Авторскоесвидетельство СССР
Ло 293839, кл. С 10 М 1/30, 1969.Дгь 505676. кл. С 10М 7/28, 1974.
635125 

| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодного волочения металлов | 1987 |
|
SU1447844A1 |
| Смазка для холодной деформации металлов | 1983 |
|
SU1129229A1 |
| Смазка для холодного волоченияТРуб | 1979 |
|
SU844627A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ДЕФОРМАЦИИ МЕТАЛЛОВ | 2002 |
|
RU2219007C1 |
| Смазка для холодной обработки металлов давлением | 1974 |
|
SU505676A1 |
| Смазочная композиция для холодной обработки металлов давлением | 1983 |
|
SU1097657A1 |
| Смазка для холодной деформации металлов | 1984 |
|
SU1155615A1 |
| Технологическая смазка для волочения труб | 1980 |
|
SU883160A1 |
| Смазка для теплой обработки металлов давлением | 1976 |
|
SU682558A1 |
| СМАЗКА ТЕХНОЛОГИЧЕСКАЯ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 2008 |
|
RU2497936C2 |
