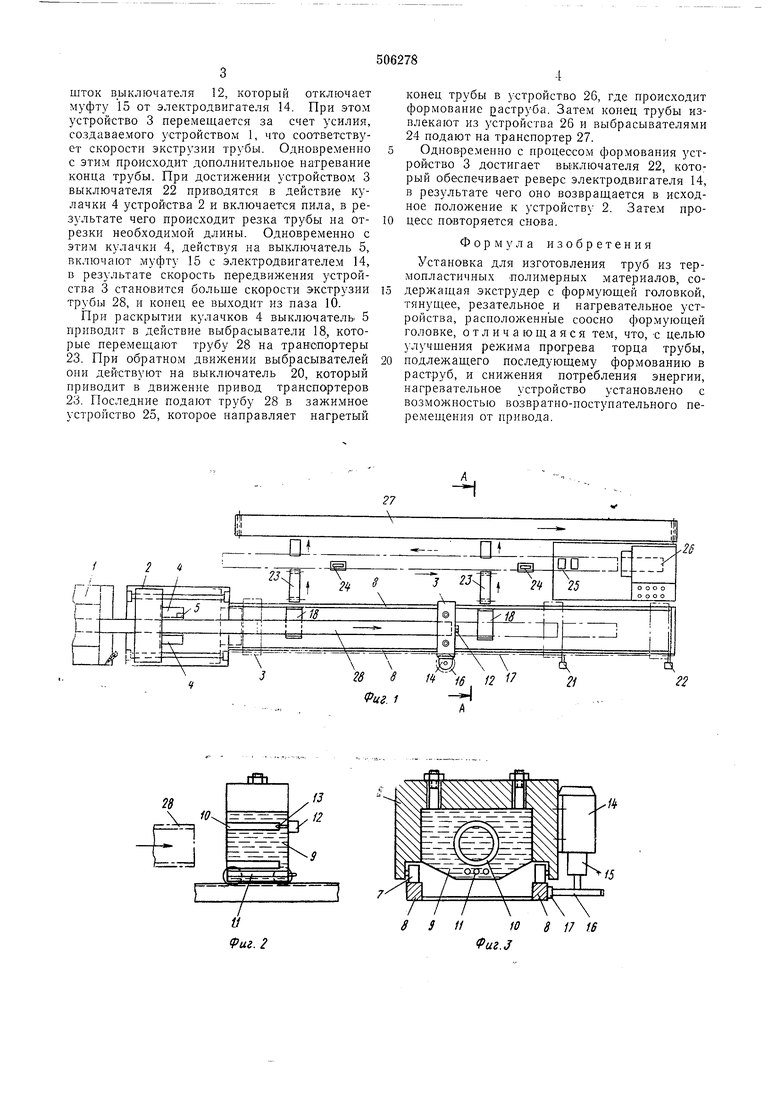
шток выклрочателя 12, который отключает муфту 15 от электродвигателя 14. При этом устройство 3 перемещается за счет усилия, создаваемого устройством 1, что соответствует скорости экструзии трубы. Одновременно с эти.м происходит дополнительное нагревание конца трубы. При достижении устройством 3 выключателя 22 приводятся в действие кулачки 4 устройства 2 и включается пила, в результате чего происходит резка трубы на отрезки необходимой длины. Одновременно с этим кулачки 4, действуя на выключатель 5, включают муфту 15 с электродвигателем 14, в результате скорость передвижения устройства 3 становится больше скорости экструзии трубы 28, и конец ее выходит из паза 10.
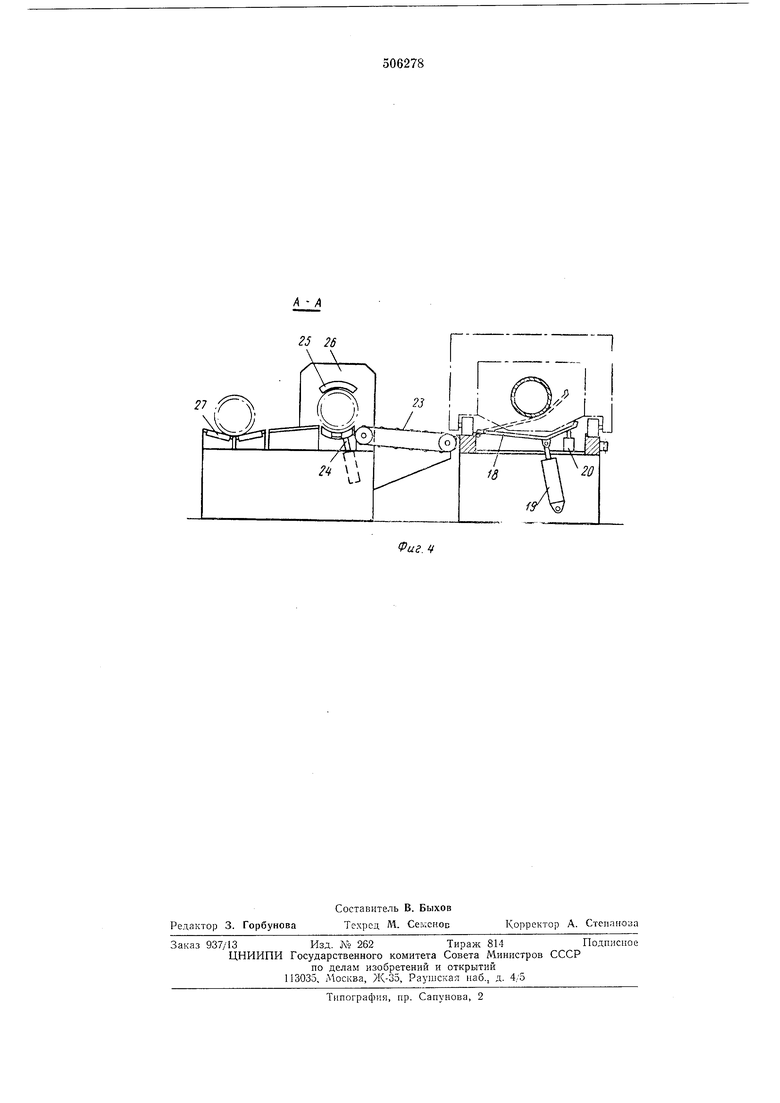
При раскрытии кулачков 4 выключатель 5 приводит в действие выбрасыватели 18, которые перемеш.ают трубу 28 на транспортеры 23. При обратном движении выбрасывателей они действуют на выключатель 20, который приводит в движение привод транспортеров 23. Последние подают трубу 28 в зажимное устройство 25, которое направляет нагретый
конец трубы в устройство 26, где происходит формование раструба. Затем конец трубы извлекают из устройства 26 и выбрасывателями 24 подают на транспортер 27.
Одновременно с процессом формования устройство 3 достигает вьжлючателя 22, который обеспечивает реверс электродвигателя 14, в результате чего оно возвращается в исходное положение к устройству 2. Затем процесс повторяется снова.
Формула изобретения
Установка для изготовления труб из термопластичных полимерных материалов, содержащая экструдер с формующей головкой, тянущее, резательное и нагревательное устройства, расположенные соосно формующей головке, отличающаяся тем, что, с целью улучшения режима прогрева торца трубы, подлежащего последующему формованию в раструб, и снижения потребления энергии, нагревательное устройство установлено с возможностью возвратно-поступательного перемещения от привода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления труб с раструбами на концах | 1979 |
|
SU958115A1 |
| Устройство для непрерывного формования полуфабрикатов изделий со спиральными ребрами | 1984 |
|
SU1276505A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Тянущее устройство для экструдируемых изделий | 1978 |
|
SU770823A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| Буровая установка | 1982 |
|
SU1046467A1 |
| Машина для крепления деталей низа обуви на заготовку верха | 1982 |
|
SU1094605A1 |
| УСТРОЙСТВО для отливки и ВЫБОРКИ ФИГУРНЫХ ЖЕЛЕЙНЫХ КОНДИТЕРСКИХ ИЗДЕЛИЙ | 1968 |
|
SU218653A1 |
| УСТРОЙСТВО для ЗАТЯЖКИ и ОСВОБОЖДЕНИЯ КОНТАКТНЫХ ЗАЖИМОВ | 1973 |
|
SU390186A1 |
| Устройство для резки рулонных термопластичных материалов | 1976 |
|
SU753957A1 |
rft
2S
L.J
(риг. 2
15
8 9 1110 S 17 16
Puz.J
