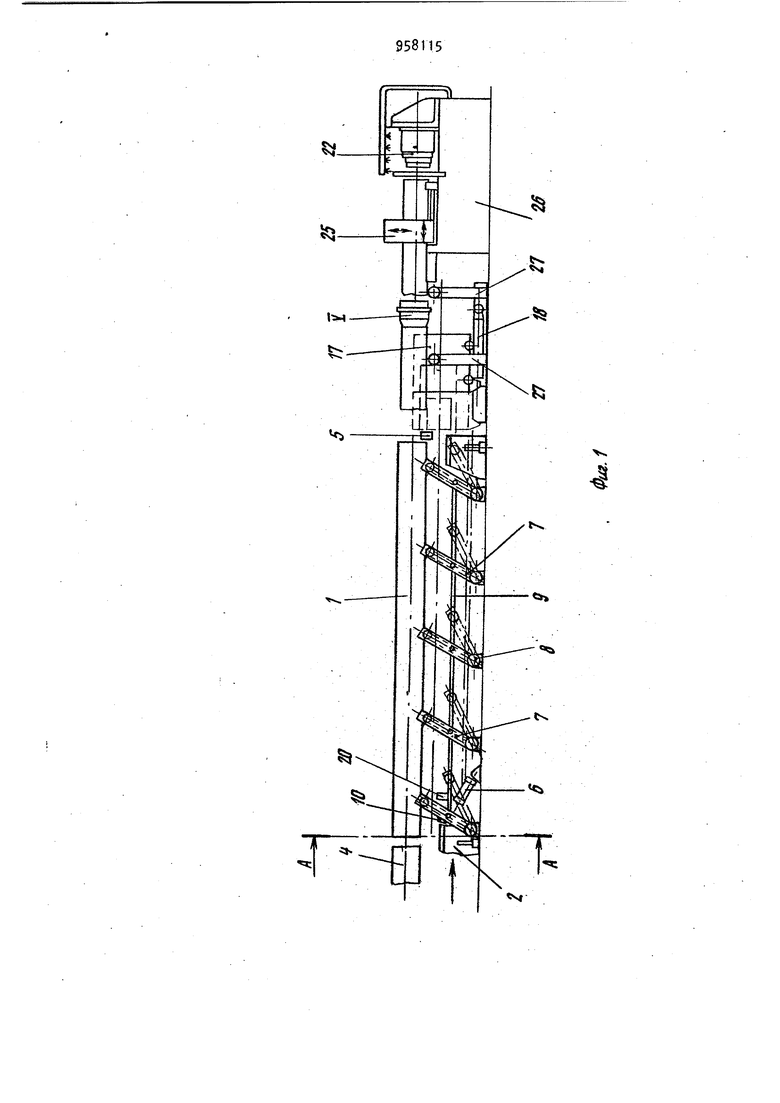
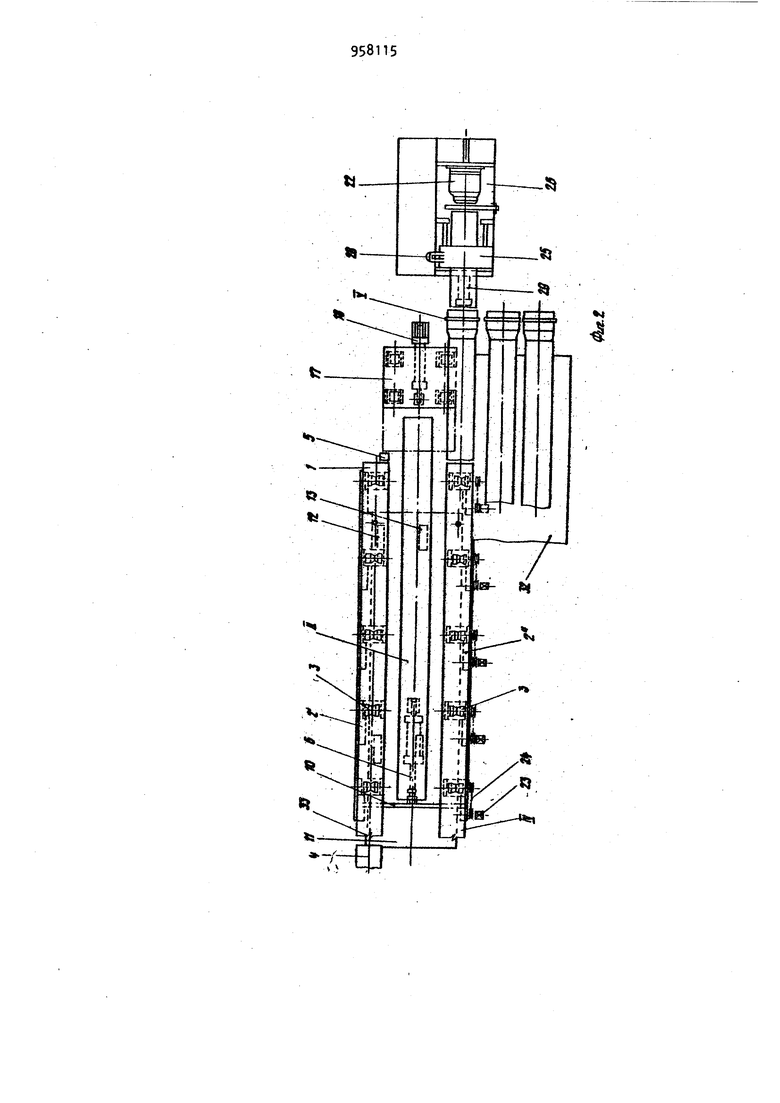
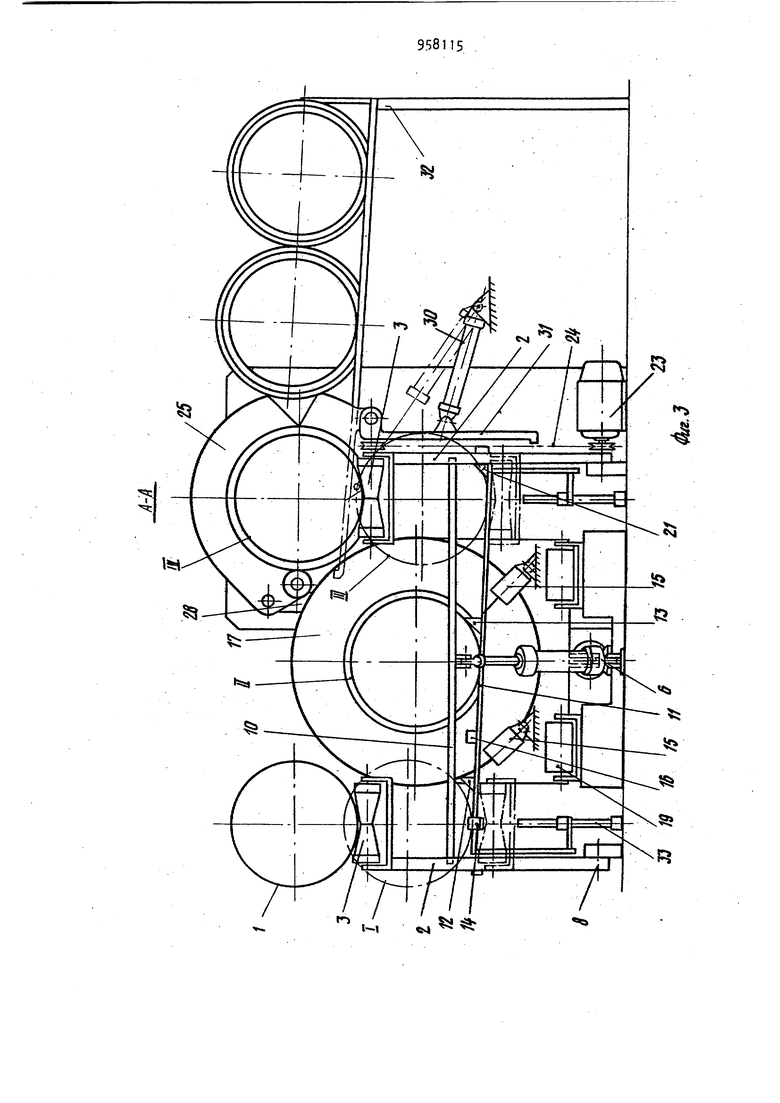
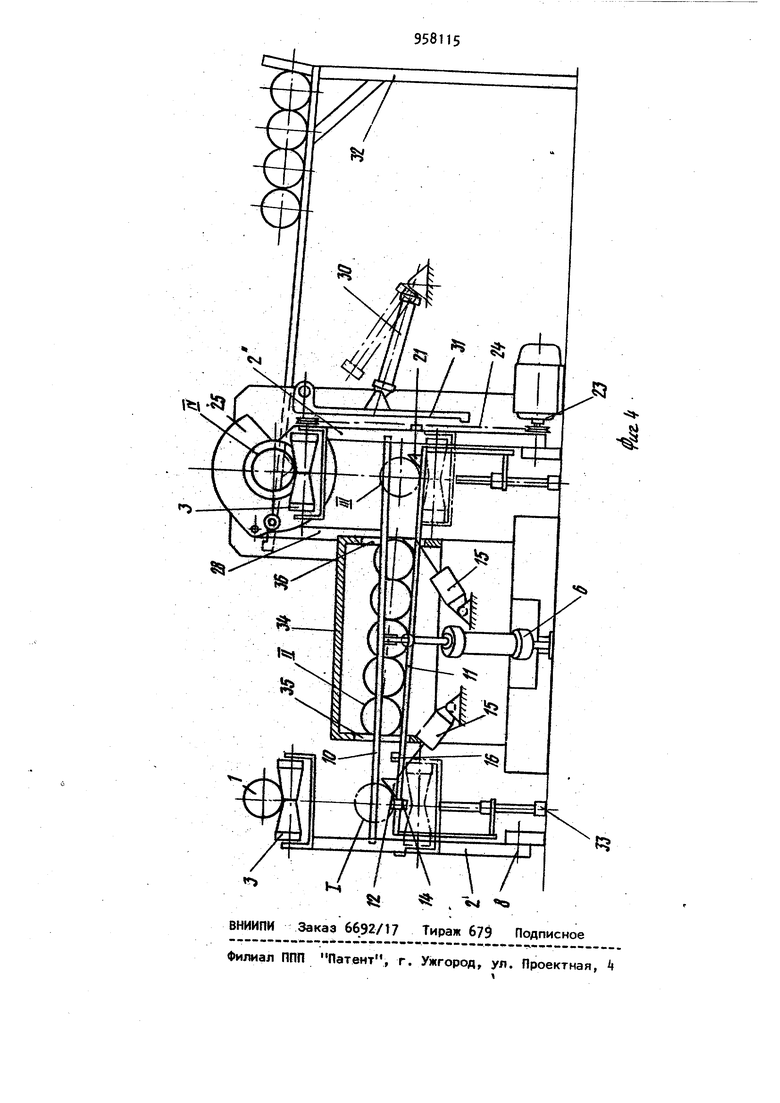
(5) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С РАСТРУБАМИ НА КОНЦАХ Изобретение относится к устройст1вам для изготовления раструбов на трубах из термопластов, которые расположены внутри экструзионной линии В известных устройствах для формования раструбов с названием in line (внутри экструзионной линии захватываются экструдированные отрезанные трубы, нагреваются их концы нагревательным устройством и транспортируются в машину для формования самых раструбов и выгнутых желобков. По описанию изобретения к патенту ГДР 90 б2б известен способ изготовления , согласно которому нагрева ние конца трубы производится во вре мя поступательного движения трубы в процессе экструзии. Устройство, реализующее способ, состоит из передвигаемого в направлении подачи нагревательного устройства, причем это нагревательное устройство захватывает формуемую трубу и расположено за отрезной машиной. За нагревательным устройством или рядом с ним находится машина для формования раст- i рубов. Передвижным нагревательным устройством нагревается конец трубы, причем после извлечения нагретой трубы нагревательное устройство по оси экструзии возвращается в исходное положение с помощью реверсивного привода и захватывает последующую трубу, чтобы нагреть ее. Нагретая труба выбрасывается откидным . механизмом в сторону на транспортную ленту, находящуюся между нагревательным устройством и машиной для формования раструбов. Затем труба охватывается зажимным механизмом и попадает в машину формования раструбов. После формования раструбов тру ба откидывается на вторую транспортную ленту и попадает на упаковку. Недостаток этого способа состоит в необходимости отключения всей экструзионной линии гфи аварийном состоянии подвижной нагревательной тележки или транспортной .ленты, от395кидывающей трубу в сторону, так как нагревательная тележка находится в окструзи.онной оси и препятствует поступательному движению трубы. Так как вследствие расположения это го нагревательного ycTportcf%a невозможно закладывать трубы со стороны, затрудняется осуществление отдельного формования раструбов этим устройством. В выкладном описании изобретения к акцептованной заявке ФРГ 1 описывается устройство формования раструбов, состоящее из револьверного зажимного механизма, которым захватываются трубы, причем механизм снабжен транспортирующим устройствам с прерывистым приводом и рядом нагревательных устройств для нагревания концов труб, расположенных соосно с захватывающим устройством. Станция заправки транспортирующего устройства имеет заправочное устройство труб и в самой последней позиции транспортировки установку для переложения Труб в машину формования раструбов, Недостаток, этого устройства состо ит в том, что оно пригодно только для формования тонкостенных труб малого диаметра (меньше 100 мм), так как при формовании труб большего диамет ра таким револьверным механизмом, ук ладывающим множество труб, сильно увеличиваются габариты экструзионной линии. Кроме того, для этой машины необходимы были бы сложные зажимные устройства с закрывающим и открывающим механизмами. Известны устройства для формовани раструбов (выкладное -описание изобретения к неакцептованной заявке ФРГ 2 А51 857; авторское свидетельст во СССР 279032), в которых транспортируется и нагревается во время тран спорта одновременно несколько труб н одной транспортной ленте. Необходимое для этого нагреватель ное устройство выполнено открытым, имеется значительная потеря энергии. того, это устройство пригодно только для малых труб, так как транс портирующее и нагревательное устройство достигает больших размеров,что обусловливается множеством расположенных рядом друг с другом труб. Та КИМ образом, не обеспечивается экономия процесса. Цель изобретения - понижение технико-экономиче ких затрат, устран§4ние неполадок, уменьшение площади, занимаемой экструзионной линией, сокращение времени для переналадки на другой диаметр Трубы, упрощение обслуживания, увеличение выпускаемой продукции и обеспечение отдельного изготовления раструбов, независимо от экструзионной линии, если возникает необходимость, Задача состоит в создании устройства для изготовления раструбов на конце труб, где во время экструзии трубы зодна или несколько труб нагреваются, формируются раструбы и охлаждаются. Кроме этого, устройство должно обеспечивать укладыаание труб со стороны для отдельного режима работы и транспортировать их по коротким путям. Поставленная цель достигается . тем, что транспортное устройство со стоит из двойного рольганга, где один рольганг принимает отрезанную экструдированную трубу, а другой принимает нагретую. Оба рольганга расположены параллельно один другому и могут совершать синхронное поворотное движение под приемное или транспортирующее средство, находящееся между ними. Преимущественно это транспортирующее и приемное средство имеет вид наклонной плоскости с разъемными фиксаторами трубы, а также с опорой для временного позиционирования трубы. Нагревательное устройство расположено под экструзионной осью на уровне приемного транспортирующего средства между рольгангами. Машина для формования раструба и выгнутого желобка находится перед рольгангом, принимающим нагретую трубу. Рольганги соединены поперечным стержнем, на который действует привод поворота. Кроме этого, рольганги могут быть снабжены синхронно работающими приводами. Рольганги состоят из роликодержателейу причем держатели свя заны между собой тяговой штангой. Роликодержатели снабжены направляющими роликами, где хотя бы один из них, принимающий нагретую трубу, оснащен приводом е клиновым ремнем, поворачивающимся е рольгангом. Наклонная плоскость регулируется по высоте .и имеет конечные выкхаочатели для открывания и закрыва5ния фиксаторов и упор, препятствующий осевому перемещению трубы. Вместо наклонной плоскости можно пользоваться, бесконечной транспортной лентой. Нагревательное устройство имеет отверстие для приема конца трубы, подвергаемого нагреванию. Наг;ревательное устройство подвижно в осевом направлении. В другом варианте нагревательное устройство для нагревания одновреме но нескольких труб во время обкатки труб по наклонной плоскости явля ется открытым с обеих сторон. Готовая труба с раструбом на кон це и с выгнутым желобком попадает с рольганга на приемное устройство под действием выталкивателя. Нагревательное устройство, транс портное устройство и машина для формования раструба и выгнутого желобка для уменьшения установочной площади установлены со смещением от носительно друг друга. На фиг. 1 изображено предлагаемо устройство, вид сбоку; на фиг, 2 то же, вид сверху; на фиг. 3 разрез А-А на фиг. 1; на фиг. - разрез со стационарным нагревательным устройством. Устройство для изготовления труб с раструбами (фиг. 1)содержит транспортное устройство, нагревательное устройство 17| машину для формования раструбов и выгнутых желобков 25 и приемное устройство 32 (фиг. 2). Транспортное устройство состоит из двойного рольганга 2, который име ет два отдельных рольганга 2 и 2 (фиг. 2,и 3). Оба рольганга 2 и 2 связаны между собой поперечным стерж нем 10. Стержень 10 присоединен к пр воду 6. С помощью привода 6 нажатием коне ного выключателя 5 двойной рольганг 2 может опускаться вниз под наклонную плоскость 11. Оба рольганга 2, 2 можно также оснащать отдельными приводами. .Управлением, соответствующих приводов можно также получить синхронное поворачивание рольгангов 2, 2 . В этом варианте отпадает поперечный стержень 10. Так как двойной рольганг 2 может по.ворачиваться, он применяется для труб разных диаметров.. 56 Оба рольганга 2 и 2 состоят из роликодержателей 7, в которых закреплены направляющие ролики 3 (фиг. 1). Рольганги 2и 2 могут вращаться вокруг поворотной оси 8. Все держатели роликов одного рольганга 2, 2 связаны между собой продольной тяговой штангой 9. Для подачи формуемых труб от рольганга 2 на рольганг 2, а также для временного останова и позиционирования трубы перед нагревательным устройством 17 имеется наклонная плоскость П. Вместо наклонной плоскости 11 можно пользоваться бесконечной транспортной лентой. На наклонной плоскости прикреплены конечные выключатели И и, 16, приводящие в действие приводы 15 для открывания и закрывания фиксаторов 12 и 13, Наклонная плоскость 11 передвигается по высоте шпинделями 13. Наклонная плоскость оснащена упорами 20 и 21для формуемых труб, причем упор 20 препятстеует осевому перемещению трубы (фиг. 1), На одной высоте с уровнем наклонной плоскости 1t установлено нагре- . вательное устройство 17i расположен1ное под экструзионной осью, чтобы сэкономить установочную площадь. Нагревательное устройство может с помощью привода 18 (фиг. 2 и 3) передвигаться в осевом направлении на рог ликах 19.Рольганг 2 расположен по аксиальному направлению на одной линим с машиной 26 для формования раструбов и выгнутых желобков (фиг.2) и оснащен роликами 3, причем по крайней мере один из роликов может вращаться под действием привода 23 и клинового ремня 24. Клиновой ремень 2 поворачивается вместе с рольгангом 2. Таким образом, труба, нагретая на конце нагревающим прибором 17, транспортируется в машину 2б для формования раструбов и выгнутых желобков. Эта машина оборудована сменным формующим инструментом 22для формования раструба и желобка, а также сменным зажимным механизмом 25. Машина 2б для формования раструбов и желобков находится перед рольгангом 2, высота ее устанавливается в соответствиии с требованием. В данном случае она находится на одном уровне с экструзионной осью. Зажимной механизм 25 содержит привод 28 для открывания и закрывания, а также привод 29 для осевого переме7 9 щения. Перед формующей машиной 2б .могут устанавливаться дополнитель1ные стационарные держатели 27 роликов с возможностью установления разной высоты. Инструмент 22, формующии раструб и желобок, можфт охлаждаться, Устройство 32 приема готовых труб оснащено выталкивателями 31, которые приводятся в действие приводаг, ми 30. Возможен другой вариант выполнения предлагаемого устройства (фиг.) которым можно пользоваться при экструзии тонкостенных труб малого диаметра. При экструзии таких труб воз никают большие скорости экструзии, а следовательно, остается короткий промежуток .времени для экструзии одной трубы. Для приема, транспортировки и нагревания трубы, а также для формования раструба это время недостаточно. Нагревательное устройство 3 (фиг k) нагревает одновременно несколько труб 1. Это устройство установлено стационарно и на ходится между рольгангами 2. и 2 двойного рольганга 2. Это нагревательное устройство имеет отверстия 35 и Зб по обеим сторонам для непрерывного прохода труб 1. На наклонной плоскости 11 находится конечный выключатель l4, с помощью которого пускаются в ход приводы 15 для открывания и закрывания фиксаторов 12 и 13. В остальном конструкция этой установки не отличается от конструкции, изображенной на фиг, 1-3 Предлагаемое устройство для произ водства раструбов на конце труб рабо тает следующим образом. Полученная методом экструзии отре занная труба 1 перемещается вперед вдоль рольганга 2 с помощью толка ния последующей трубы k, причем она: движется на опорных роликах 3 и при водит в действие конечный выключатель 5. Таким образом, приводится в действие привод 6 и двойной рольганг 2 опускается вниз в позицию 1 посредством поворота держателей роликов 7 вокруг своей оси 8. При этом труба 1 откладывается на наклонную плос кость 11 перед фиксатором 12, При от кладывании трубы 1 на наклонную плос кость 11 приводится в действие конеч ный выключатель 1, Тем самым открываются фиксаторы 12 и 13С помощью привода 15, труба 1 катится по нак5 . 8 лонной плоскости в позицию п. Контакт для открывания и зак1эывания фиксаторов 12 и 13 может подключаться также поворотным рвижением двойного рольганга 2. Во время ската труба 1 сжимает конечный выключатель 16 и фиксаторы 12и 13 возвращаются в исходное положение. В позиции (I труба 1 находится непосредственно перед нагревательным устройством 17 и держится фиксатором 13. Во время контакта трубы 1 с фиксатором 13 двойной рольганг 2 возвращается в исходное положение и сжимает еще один, конечный выключатель, который приводит в действие привод перемещения нагревательного устройства 17 и привод 23 направляющих роликов..рольганга 2 В случае отсутствия трубы, на рольганге 2 с помощью реле времени отключается привод 23 роликов 3Нагревательное устройство 17 движется на роликах 19 и охватывает конец трубы 1, который подвергается нагреванию. Оно построено так, что можно согласовывать время нагрева с экструзионной скоростью, тем самым обеспечивается непрерывный процесс производства. Однако при экструзии тонкостенных труб малого диаметра необходимо из-за высокой скорости экструзии применять другое нагревательное устройство. Обратное движение нагревательного устройства 17 в исходное положение совершается после сжатия конеч-ного выключателя 5 последующей трубой k. Двойной рольганг 2 снова опускается вниз. После откладывания трубы k на наклонную плоскость 11. открываются фиксаторы 12 и 13, Труба 1 с нагретым концом движется по наклонной плоскости 11 до упора 21 и находится непосредственно под рольгангом 2 в позиции Ш,. При соприкосновении последующей трубы k с фиксатором 13двойной рольганг 2 возвращается вверх, причем рольганг 2 поднимает трубу 1 в позицию 1У. С помощью приводных роликов 3 труба 1 транспортируется в зажимной механизм 25 машины 2б для формования раструбов и выгнутых желобков и останавливается непосредственно перед формующим инструментом 22, приводит в действие контакт, после чего закрывается и движется вперед по оси зажимной механизм 25. Нагретая на одном конце труба движением зажимного механизма 25 перемещается на неподвижный инструмент 22 для формования раструба и 99 выгнутого желобка, при этом форму ется раструб и выгнутый желобок. Пос ле формования зажимной механизм 25 возвращается .назад и открывается . Действие контакта обуславливает аращение роликов 3 рольганга 2 в обратном направлении, и труба 1 движет ся в позицию У (фиг, 2) . Выталкива тель 31 выбрасывает готовую трубу с раструбом и выгнутым желобком из рол Ганга 2, она катися на наклонную плоскость приемного устройства 32. Выполненное согласно другому варианту устройство для тонкостенных труб малого диаметра (фиг. 4) работает следующим образом. Полученная экструзией отреза нная труба, как и в первом варианте, приводит в действие конечный выключатель, и двойной рольганг 2 опускается вниз, укладывая трубу Т на нак.лонную плоскость 11, где труба давит вниз конечный выключатель И, после чего открываются фиксаторы 12 и 13. Этим самым все находящиеся на наклон ной плоскости .трубы перемещаются впе ред на одну позицию (один шаг), причем одновременно нагревается несколь ко труб. Последняя нагретая труба, скатанная на рольганг 2, соприкасается с упором 21,и после этого закрываются фиксаторы 12 и 13. Двойной рольганг поднимается вверх и вместе с ним нагретая труба, находящаяся на рольганге 2. Рольганг 2 готов для приема последующей трубы, нагретая труба на рольганге 2 подвергается формованию на конце и попадает на приемное устройство. Предлагаемое устройство для изготовления труб с раструбами на конце отличается простой и ясной конструкцией , поскольку все главные узлы установки легко доступны для обслуживающего персонала. Устройство не тре бует большой монтажной площади, ибо все устройства поставлены смещенно. Оно хорошо умещается в экструзионных линиях (в установках типа Мп line) . Транспортировка трубы внутри установки производится простыми средствами. Предлагаемая расстановка отдельных узлов обеспечивает короткие пути транспорта. Кроме того, изобретение дает возможность универсального применения устройства для труб большего и малого диаметра, для труб с разными диаметрами и толщинами стенок. Необходимое время для 510 переналадок значительно сокращается. Введением разных нагревательных приборов подача тепла может осуществляться в соответствии с толщиной стенки и диаметром трубы, чем исключаются большие потери энергии. Кроме того, устраняется восприимчивость к помехам в экструзионной оси. Устройство менее подвергается воздействию помех, чем другие известные пока установки. Предлагаемое устройство позволяет удобно производить дополнительное формование отдельных труб, что обеспечивает отдельный режим работы. На фиг. -k использованы следующие обозначения : 1- труба; 2- двойной рольганг; 2 - рольганг; рольганг; 3- направляющий ролик; k - последующая труба; 5 конечный выключатель; 6- поворотный привод; 7 держатель роликов; 8 - ось вращения; 9 - тяговая штанга; 10- поперечный стержень; 11 - наклонная плоскость;. 12 - фиксатор; 13- фиксатор; IJ-KOнечный выключатель; 15 - привод; 16конечный выключатель; 17- нагревательное устройство; 18- привод; 19направляющий ролик; 20- упор; 21 упор; 22 - инструмент для формования раструба и выгнутого желобка; 23 привод; 2А - клиновой ремень; 25 зажимной механизм; 2б - машина для формования раструба и выгнутого же-: лобка на конце Трубы; 27 - держатель ролика; 28 - привод замыкания зажимного механизма; 29 - привод; 30 - привод; 31 - выталкиватель; 32 - приемное устройство; 33- шпиндель; нагревательное устройство; 35 - отверстие; 36 - отверстие; 1- позиция трубы на наклонной плоскости после откладывания рольгангом 2 ; - позиция трубы на наклонной плоскости перед нагревательным устройством; Ш - позиция трубы на наклонной плоскости перед подъемом рольгангом 2 ; 1У - позиция трубы на рольганге 2 после подъема двойного рольганга в исходное положение; У - позиция готовой трубы с раструбом и выгнутым желобком в конце. Труба находится на рольганге 2 перед выбрасыванием на приемное устройство. Формула изобретения 1. Устройство для изготовления труб с раструбами на концах, содер119
жащее устройство для приема и транспортировки отрезанной экструдированной трубы, нагр ввательное устройство для нагрева одного конца трубы, машину для формирования раструба и выгнутого желобка на конце трубы и приемное устройство, отличающ е е с я тем, что транспортное устройство содержит двойной рольганг , состоящий из рольганга 2 для приема отрезанной трубы 1, получаемой методом экструзии, и рольганга 2 для приема нагретой трубы,причем оба рольганга 2 и 2 установлены параллельно один другому и могут опускать ся синхронно под находящееся между рольгангами транспортирующее и приемное средство,предпочтительно имеющее вид наклонной плоскости П,соткрыва ющимися фиксаторами 12, 13 и упором 21 для временного позиционирования трубы и тем, что нагревательное устройство 17 установлено под экструзионной осью на одном уровне с приемным транспортирующим средством 11 между рольгангами 2, машина 2б для формирования раструба и выгнутого желобка на конце трубы находится перед рольгангом 2,
2.Устройство по п. 1, о т л и 1 чающееся тем, что рольганги
2, 2 соединены между собой поперечным стержнем 10, на который действует поворотный привод 6.
3.Устройство по п.1, о т л и чающееся тем, что рольганги
2, 2 соединены с синхронно действующими поворотными приводами 6.
k. Устройство по пп. 1-3 о т л ичающееся тем, что рольганги 2, 2 содержат держатели 7 роликов и держатели соединены между собой тяговой штангой 9 и оснащены направляющими роликами 3 где хотя бы
1512
один из роликов 3 рольганга 2 оснащен приводом 23 и клиновым ремнем 2,который может поворачиваться вместе с рольгангом 2.
5.Устройство по пп. 1-4, о т л ичающееся тем, что наклонная плоскость может устанавливаться на разной высоте и оснащена конечными выключателями Ц, 16 для открывания
и закры-вания фиксаторов 12, 13 и упором 20,
6.Устройство по пп. 1-4, о т л ичающееся тем, что вместо наклонной плоскости 11 можно пользоваться бесконечной транспортной лентой.
7.Устройство по пп. 1-6, о т л ичающееся тем, что нагревательное устройство 17 имеет отверстие для приема-конца трубы, подвергаемого нагреванию, и имеет возможность перемещения в осевом направлении.
8.Устройство по пп. 1-6, о т л ичающееся тем, что нагревательное устройство 17 открмто с обеих сторон с целью одновременного нагревания нескольких труб 1 во время скольжения по наклонной плоскости.
9.Устройство по пп. 1-8, о т л ичающееся тем, что приемное устройство для п риема готовой трубы с раструбом и выгнутым желобком на конт це оснащено выталкивателями 31 для выбрасывания трубы из рольганга 2
10..Устройств по пп. 1-9, отличающееся тем, что нагревательное устройство 17, транспортное устройство и машина 26 для формования раструба и выгнутого желобка на конце трубы установлены со смещением относительно друг друга.
Признано изобретением по результатам экспертизы, осуществленной Ведомством по изобретательстЬу Германской Демократической Республики.
tS4
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСОК НА КОНЦЕ ТРУБЫ, ИЗГОТОВЛЕННОЙ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 2012 |
|
RU2601758C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ХАЛ ИЗ ПРЕДВАРИТЕЛЬНО ЗАКАТАННЫХ ТЕСТОВЫХ ЖГУТОВ | 1963 |
|
SU223714A1 |
| Установка для изготолвения труб из термопластичных полимерных материалов | 1970 |
|
SU506278A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 1999 |
|
RU2225792C2 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2718473C1 |
| Система формования листов стекла | 2015 |
|
RU2706278C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПЛАСТМАССОВЬ1Х ТРУБ | 1970 |
|
SU279032A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ, ПОВОРОТНО-ГИБОЧНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ И МАНИПУЛЯТОР ЛИСТОВ К ГИБОЧНОМУ ПРЕССУ | 1993 |
|
RU2110349C1 |
| Линия для правки и резки длинномерных прутков | 1982 |
|
SU1042958A1 |