(54) УСТРОЙСТВО ДЛЯ ДОЗИРОВАННО-ВЕСОВОй ПОДАЧИ РЕЗИНОВОЙ СМЕСИ В ВИДЕ ЛЕНТЫ
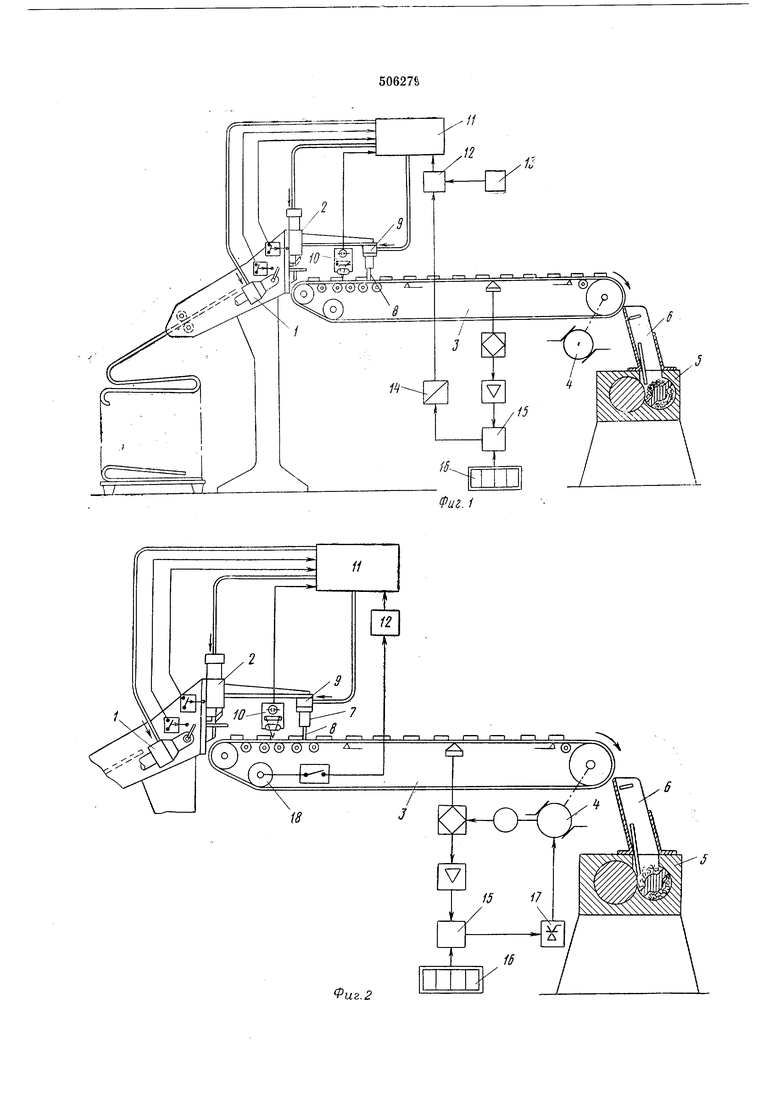
следний связан с регулятором 14, к которому направляются отклонения фактической нагрузки конвейера весов 3 от заданной в виде разности наиряжения посредством стабилизатора 15. Этот регулятор на-правляет отклонения от задания в виде частотной величины в счетЧИК 12 и определяет этим его счетную функцию, т. е. величину счетной частоты, с которой должен производиться обратный счет после регистрации одиночных отрезков ленты. Заданная величина, как требуемая почасовая производительность, задается регулятору 14 настройщиком 16 вперед.
Сразу же с наступление процесса обратного счета, т. е. после завершения процесса ощупывания длины одиночного отрезка ленты приспособлением 10, на механизм 2 поступает команда к резанию от приспособления 11; та же команда приводит устройство 7 в нижнее положение, при котором останавливается отрезок ленты.
Таким образом, по определенной длительности процесса обратного счета определяют в данный момент величину промежутка между отрезками ленты. Основная частота, с которой счетчик 12 через приспособление 10 регистрирует отрезки лепты, задается задатчиком 13 вперед. Этим достигаются следующие положения регулирования: нагрузка конвейера соответствует заданной, счетчик считает вперед и назад в зависимости от показаний базисной частоты, т. е. пром ежуток между отрезками ленты посредством устройства 7 приводится в соответствие с длиной отрезка ленты; нагрузка на ленту меньше заданной, счетчик 12 считает вперед по показаниям базисной частоты и назад, но с более высокой частотой, т. е. промежуток между отрезками ленты по отношению к их длине соответственно меньший; нагрузка на ленту больше заданной, при этом промежуток между отрезками полосы в связи с этим наоборот соответственно увеличивается.
Поскольку длина отрезков ленты и скорость ее движения не измепяются, то в результате применения такого устройства достигается автоматическое, зависимое от веса дозирование при непрерывной подаче материала к шнек-машине.
На этом устройстве может быть осуществлено дозирование отрезков лепты путем изменения скорости движения весов 3 (см. фиг. 2). Регулирование нагрузки этих весов через скорость их движения осуществляется путем
соответствующего воздействия привода 4 конвейера 3 через стабилизатор 15 и регулятор 17 числа оборотов. Датчик 18 импульсов, например, через каждые 0,5 мм пути продвижения весов 3 направляет импульс в счетчик 12, и, таким образом, устанавливается счетная частота для этого счетчика в зависимости от скорости движения конвейера. Длина отрезков ленты, зафиксированная
приспособлением 10, регистрируется путем счета вперед через счетчик с задаппой вперед счетной частотой. Обратный счет начинается после произведенного ощупывания длины отрезков ленты при равной счетной частоте; одновременно опускается устройство и механизм 2, подается команда для совершения процесса резания от нриспособления И. Таким образом, осуществляется равпомерпая раскладка отрезков на конвейер весов 3, поскольку промежуток между отрезками полосы соответствует длине этих отрезков, причем независимо от измеряемой скорости движения ленты конвейера.
Таким образом, осуществляется процесс регулирования осевого дозирования резиновой ленты, подаваемой в шнек-машину.
Формула изобретения
1. Устройство для дозированно-весовой подачи резиновой смеси в виде ленты, например, в шнек-машину, содержащее механизмы подачи и резки лепты, конвейерные весы, стопорное устройство, отличающееся тем, что, с целью обеспечения равномерной загрузки шнек-мащины, стопорное устройство расположено за механизмом резки по ходу подачи материала, выполнено вилкообразным с двумя верикальными стержнями, соединенными с пневмоцилиндрами, и снабжено приводом, общим с механизмом резки.
2. Устройство по п. 1, отличающееся тем, что прИвод стопорного устройства соединен через блок регулирования и блок сравнения с датчиком импульсов со счетным устройством, взаимодействующим с приводом конвейерпых весов.
3. Устройство по п. 1, отличающееся тем, что между стержнями стопорного устройства расположено регистрирующее длину отрезка ленты ощупывающее приспособление.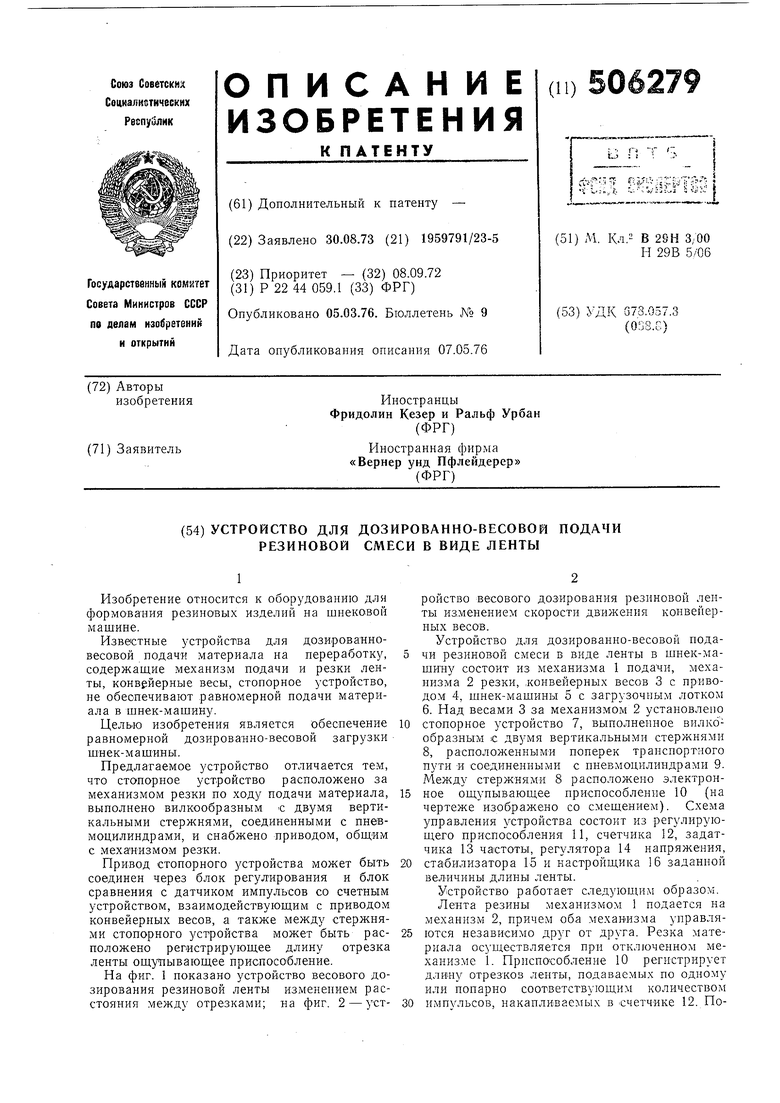
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения веса сыпучего материала, перемещаемого конвейером | 1988 |
|
SU1527510A2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПИЩЕВОГО ТЕСТА (ВАРИАНТЫ) | 2000 |
|
RU2201083C2 |
| Устройство для определения динамического уровня жидкости в буровых и т.п. скважинах | 1944 |
|
SU68841A1 |
| Многопозиционный регулятор уровня | 1980 |
|
SU930286A1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ КОНВЕЙЕРОВ СО СТАЛЬНЫМ ТРОСОМ, ИМЕЮЩИМ СЕРДЕЧНИК | 2011 |
|
RU2543175C2 |
| Устройство управления весовым дозатором непрерывного действия | 1982 |
|
SU1016685A1 |
| Ленточный дозатор | 1960 |
|
SU142933A1 |
| Конвейерные весы | 1987 |
|
SU1569574A1 |
| Устройство для контроля параметров ленты на чесальной машине | 1988 |
|
SU1627985A1 |
| Устройство для автоматического дозирования сыпучих грузов | 1975 |
|
SU550623A1 |