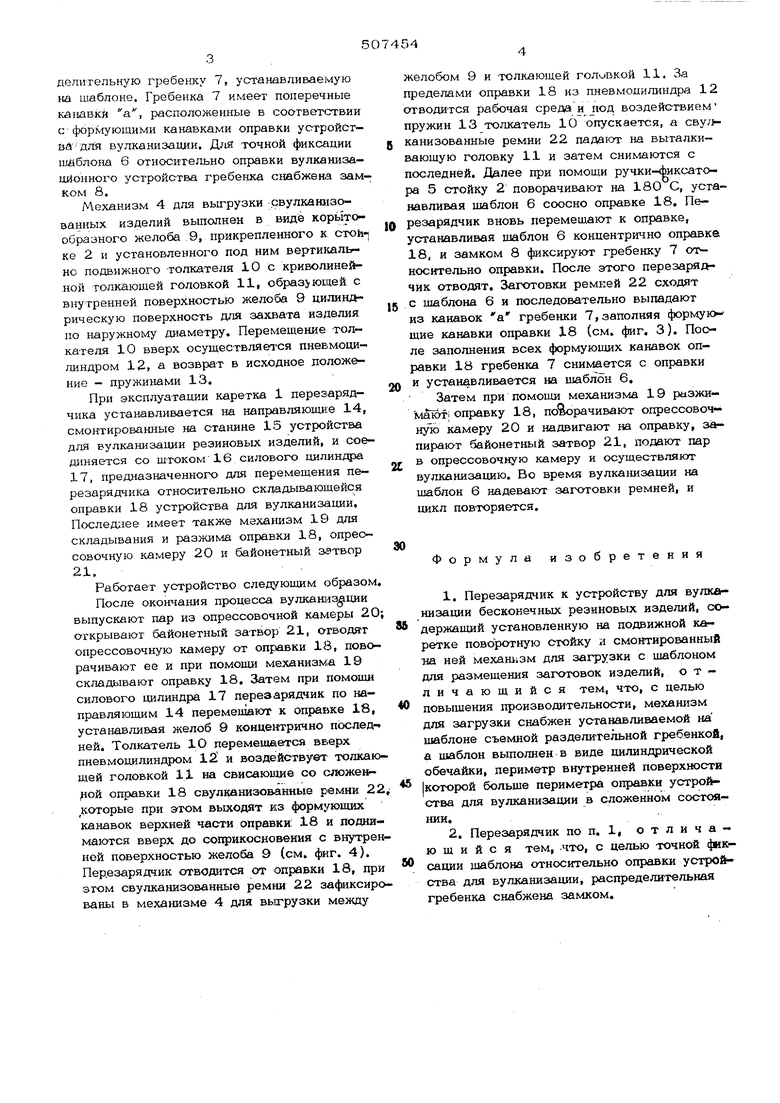
делительную гребенку 7, усташавливаемую на шаблоне. Гребенка 7 имеет поперечные канавки а, расположенные Б соответ 2твии с: формующими канавками оправки усгройствй для вулканизашии. Для точной фиксации ийблона 6 относительно оправки вулканизагхйонного устройства гребенка снабженца зам ком 8, Механизм 4 для выгрузки свулканизованных изделий вьшолнен в виде корытообразного желоба 9, прикрепленного к CTOhке 2 и установленного под ним вергинально подвижного толкателя 10 с криволинейной толкающей головкой 11, о6раз ющей с внутренней поверхностью желоба 9 цилиндрическую поверхность для захвата изделия по наружному диаметру. Перемещение толкателя 10 вверх осуществляется пневмоцилиндром 12, а возврат в исходное лоложение - пружинами 13. При эксплуатации каретка 1 перезарядчика устанавливается на направляющие 14, смонтированные на станине 15 устройства для вулканизации резиновых изделий, и соединяется со штоком 16. силового циллн фа 17, предназначенного для перемещения пе- резарядчика относительно складывающейся оправки 18 устройства для вулканиз ации. Последнее имеет также механизм 19 для складывания и разжима оправки 18, опрессовочную камеру 20 и байонетный з.9твор 21. Работает устройство след |Гющим образом После окончания процесса вулкашлз щии выпускают пар из опрессовочной камеры 20 открывают байонетный затвор 21, огводярт опрессовочную камеру от оправки 18, пово рачивают ее и при помощи механизы;а 19 складывают оправку 18. Затем при помощи силового цилиндра 17 перезарядчик по направляющим 14 перемещают к опраьке 18, устанавливая желоб 9 концеитрично последней. Толкатель 10 перемещается вверх пневмоцилиндром 12 и воэдейсгвует толкаю щей головкой 11 на свисаюцлие со сложе 1ой оправки 18 свулканизов.анные 2 которые при этом выходят из формующих канавок верхней части оправки: 18 и подни маются вверх до соприкосновения с внутре ней поверхностью желоба 9 (см. фиг. 4). Пер.езарядчик отводится от оправки 18, пр этом свулканизованные ремни 22 зафиксир ваны в механизме 4 для выгрузки между желобом 9 и Толкающей 11, За ределами оправки 18 из пневмоцилиндра 12 тводится рабочая средаи под воздействиемружин 13 толкатель 10 опускается, а сву; анизованные ремни 22 падают на выталкиающую головку 11 и затем снимаются с оследней. Далее при помощи ручки-фиксатоа 5 стойку 2 поворачивают на 180 С, устанавливая шаблон 6 соосно оправке 18. Перезарядчик вновь перемещают к оправке, устанавливая шаблон 6 концентрично 18, и замком 8 фиксируют гребенку 7 относительно оправки. После этого перезарядчик отводят. Заготовки ремкей 22 сходят с шаблона 6 и последовательно выпадают из канавок а гребенки 7, заполняя формук щие канавки оправки 18 (см. фиг. 3). После заполнения всех формующих канавок оправки 18 гребенка 7 снимается с оправки и устанавливается на щаблон 6. Затем при помощи механизма 19 разжимают оправку 18, поворачивают опрессовоч- ную камеру 20 и надвигают на оправку, запирают байонетный затвор 21, подают пар в опрессовоч кую камеру и осуществляют вулканизацию. Во время вулканизации на щаблон 6 надевают заготовки ремней, и цикл повторяется. Формула изобретения 1.Перезарядчик к устройству для вулканизации бесконечных резиновых изделий, содержащий установленную на подвижной каретке поворотную стойку и смонтированный на ней механизм для загрузки с щаблоном для размещения заготовок изделий, отличающийся тем, что, с целью поБыщения производительности, механизм для загрузки снабжен устанавливаемой на шаблоне съемной разделительной гребенкой, а шаблон выполнен в виде цилиндрической обечайки, периметр внутренней поверхности |которой больще периметра оправки устройства для вулканизации в сложенном состоянии. 2.Перезарядчик по п. 1, отличающийся тем, .что, с целью точной (фиксации шаблона относительно оправки устройства для вулканизации, распределительная гребенка снабжена замком.
| название | год | авторы | номер документа |
|---|---|---|---|
| Перезарядчик к устройству для вулканизации бесконечных резиновых изделий | 1974 |
|
SU507453A1 |
| Перезарядчик к устройству для вулканизации бесконечных резиновых изделий | 1980 |
|
SU897561A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Автоматическая линия для формирования и вулканизации покрышек | 1973 |
|
SU524347A2 |
| Вулканизационное устройство | 1977 |
|
SU738893A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1972 |
|
SU338409A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1984 |
|
SU1299037A2 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU994292A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1986 |
|
SU1339989A1 |
| КАРУСЕЛЬНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ АВТОПОКРЫШЕК | 1967 |
|
SU204553A1 |


/ а 7
22 6
//
а / л
Фиг. J
J8
Фиг.
