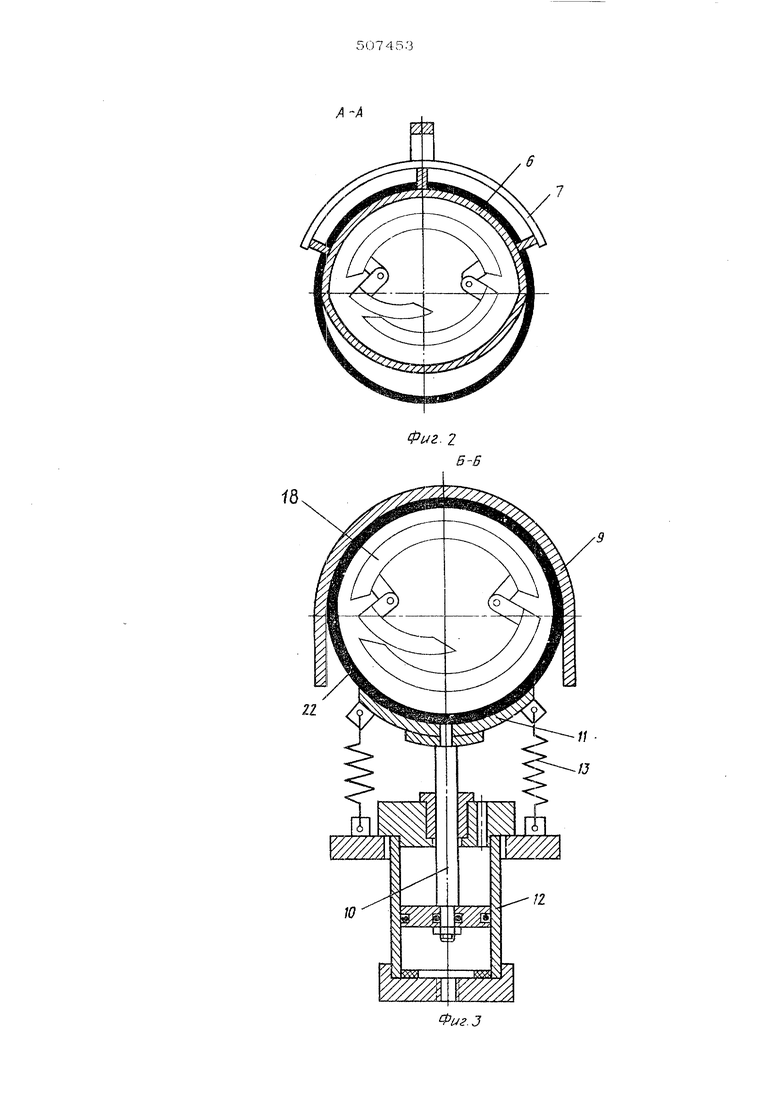
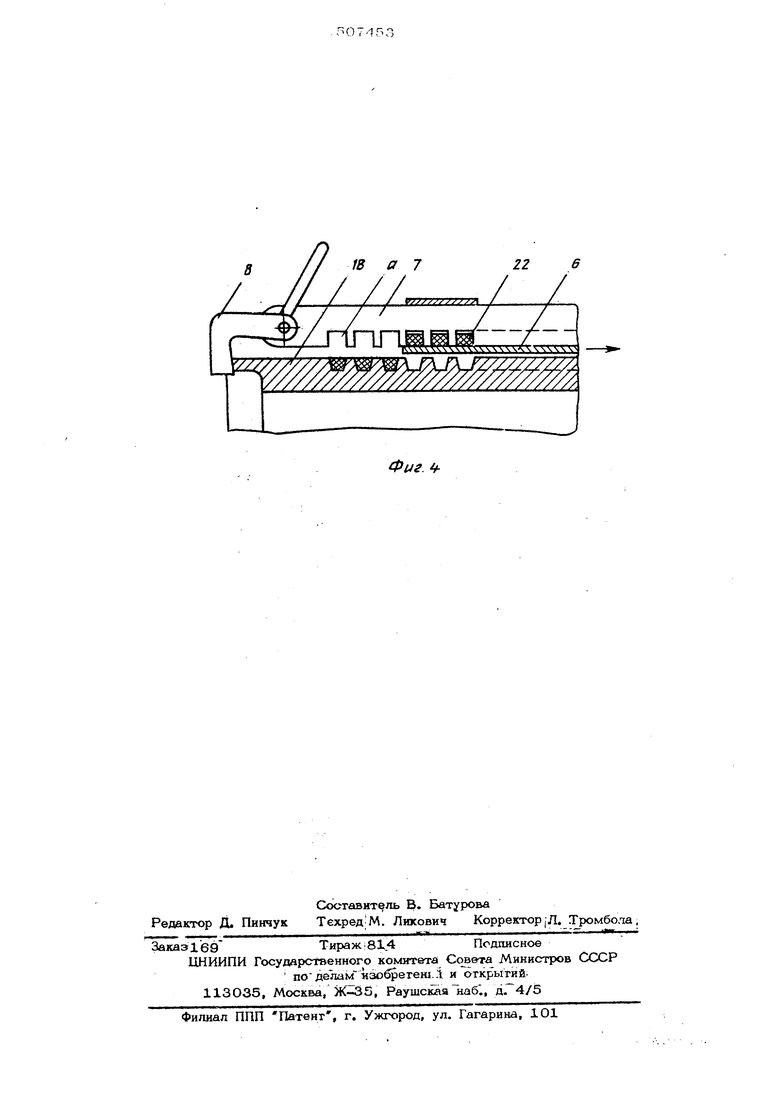
ации в сложенном состоянии, и съем:ную :1азделиТЭЛЫ1ую гребенку 7, устанавливаеую на шаблоне, .Гребенка 7 имеег поперечные канавки а, расположенные в соответствии с формующими канавками опрар- ки устройства для вулканизации. Для точной фиксации шаблона 6 относительно оправки вулканизационного устройства гребенка снабжена замком 8,
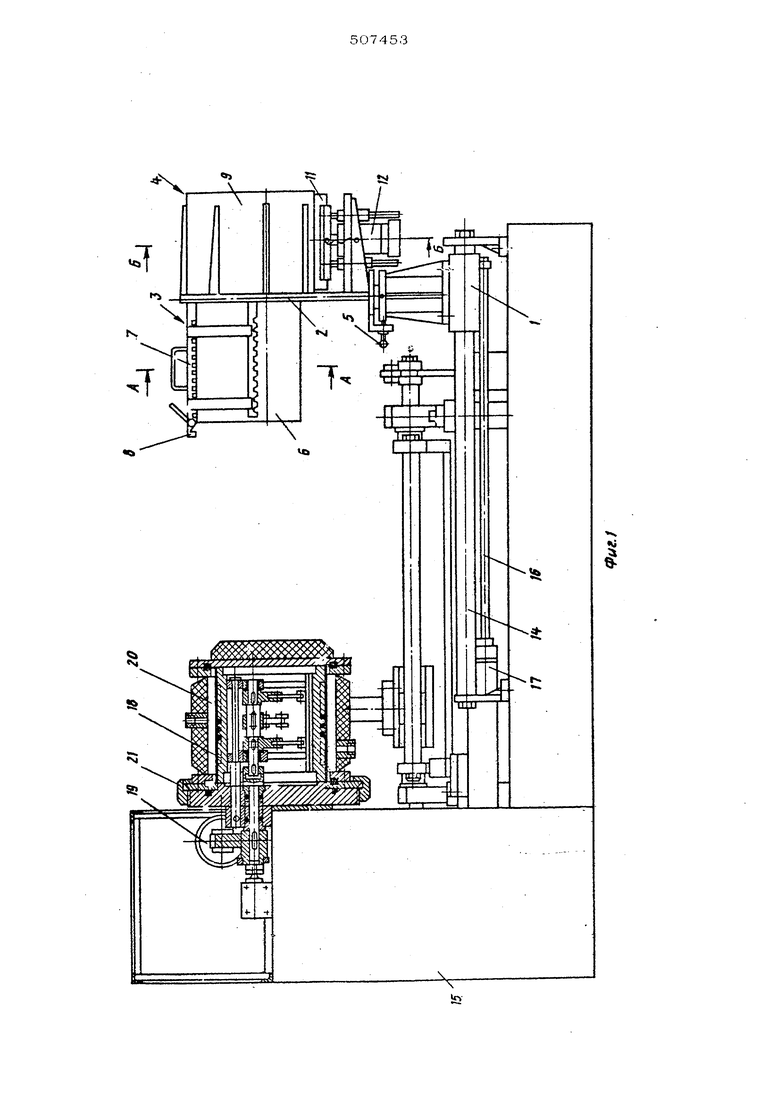
Механизм 4 дхш выгрузки свулканизованных изделий выполнен в виде корытоо&разного желоба 9, прикрепленного к стойке 2, и установленного под нн:м вертикально подвижного толкателя 10 с кривогшнбй™ ной толкающей головкой 11, образующей с внутренней поверхностью желоба 9 цилиндрическую поверхность для захвата изделия по наружному диаметру. Перемещение толкателя 10 вверх осуществляется иневмоцилиндром 12, а возврат в исходное положение - пружинами 13,
При эксплуатации каретка 1 перезарядчика устанавливается на направляющн:е 14, смонтирюванные на станине 15 устройства для вулканизации резиновых изделий, и соединяется со штоком 16 силового цилиндра 17, предназначенного для перемещения, перезарядчика относительно складывающейся оправки 18 устройства или вулканизашии
Последнее имеет также механизм 19 для складывания и разжима оправки 18, опрессовочную камеру 20 и байон тный затвор 21,°
Работает устройство образом,
На шаблон 6 надевают заготовки 22, заправляк т их в распределительную гребенку 7, устанавливают механизм 4 для выгрузки соосно о оправкой 18 и . фиксируют перезарядчик в этом положении. После окончания процесса вулканизации выпускают пар из опрессовочной камеры 20, открывают байонетный затвор 21, отводят опрессовочную камеру от оправки 18, поворачивают ее и при п;омощи механизма 19 складываЬзт оправку 18, ciaTBM при помощи силового цилиндра 17 перезарядчик по направляющим 14 перемещают к оправке 18, устанавливая желоб 9 конце нтрич но последней. Толкатель Ю пере-« мещается вверх пневмоцилиндром 12 и воздействуе-т толкающей головкой 11 на . свисающие со сложенной оправки 18 свул, канизованные ремни 22, которые при э-том
выходят из формующих канавок верхней части оправки 18 и поднимаются вверх до соприкосновения с внутренней поверхностью желоба 9 (см, фиг, 3). Перезарядчик отводится от оправки 18, при э-том свулканизованные ремни 22 зафиксированы в механизме 4 для выгрузки между желобом 9 и Толкающей головкой 11, За пределами оправки 18 из пневмоцилиндра 12 отводи-тся рабочая среда, и под воздействием пружин 13 толкатель 10 опускается, а свулка- низованные ремни 22 падают на выталкивающую головку 11 и затем снимаются с последней. Далее при помощи ручки-фиксатора 5 стойку 2 поворачивают на 18О°, устанавливая щаблон 6 соосно оправке 1ь. Перезарядчик вновь перемещают к оправке, устанавливая щаблон 6 концентрично оправке 18, и замком 8 фиксируют гребенку 7 относительно оправки. После этого рядчик отводят. При QTOM заготовки ремней 22 сходят с шаблона 6 и последовательно выпадают из канавок а гребенки 7, заполняя формующие канавки оправки 18 {см, фиг, 4). После заполнения всех формующих канавок оправки 18 гребенка 7 снимается с оправки и устанавливается на щаблон б. Затем при помоцщ механизма 19 разжимают оправку 18, поворачивают опрессовочную камеру 20 и надвигают на оправку, запирают байонетный затвор 23-, подают пар в опрессовочную камеру и осуществляют вулканизацию. Во время вулканизации на щаблон 6 надевают Заготовки ремней, и цикл повторяе тся.
Формула изобретения
Перезарядч ик к устройству для вулкани- аапли 6ecKOHe4HbLX резиновых изделий, со-. держащий установленную на подвижной каретке поворотную стойку и смонтированный на ней механизм для загрузки, отличающийся тем, что, с целью улуч-
46 щения условий труда, он снабжен механизмом для выгрузки свулканизованньч изделий, смонтированным на поворотной стойке и выполненным в виде корытообразного ж&«, лоба и установленного под ним вертикаль50но подвижного толкателя с криволинейной толкающей головкой, образующей с внутренней поверхностью желоба цилинричес- кую поверхность для захвата изделий по наружному диаметру.
55
А-А
6
Фиг. 2
в
/
22
/ /
Фиг. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Перезарядчик к устройству для вулканизации бесконечных резиновых изделий | 1974 |
|
SU507454A1 |
| Перезарядчик к устройству для вулканизации бесконечных резиновых изделий | 1980 |
|
SU897561A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Автоматическая линия для формирования и вулканизации покрышек | 1973 |
|
SU524347A2 |
| Установка для вулканизации бесконечных резинотканевых изделий | 1991 |
|
SU1821386A1 |
| Диафрагменный узел для формования и вулканизации покрышек | 1970 |
|
SU448685A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1972 |
|
SU338409A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИЯ ПОКРЫШЕК | 1969 |
|
SU243817A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1986 |
|
SU1339989A1 |
| ФОРМАТОР-ПЕРЕЗАРЯДЧИК | 1969 |
|
SU256994A1 |