1
Изобретение относится к области плазменно-дуговой сварки и может быть исиользовано для автоматического регулирования процесса нлазменио-дуговой сварки иа весу металлов больших толщин ироннкающей дугой.
Известен снособ автоматического регулирования процесса плазмепно-дуговой сварки преимущественно проникающей дугой, при котором режим сварки регулируют с использованием обратной связи но параметру проплавления.
Однако в известном способе не учтена вероятностная природа течения потока жидкого металла сварочной ванны, следовательно, не учтена вероятностная природа проплавления; требуется свободный доступ к обратной стороне свариваемого изделия, что не всегда осуществимо на практике.
Цель изобретения - повышение качества сварки за счет учета вероятностных колебаНИИ сварочной ванны и исключение необходимости свободного доступа к обратной стороне свариваемого изделия.
Эта цель достигается тем, что в качестве сигнала обратной связи по параметру проплавления используют осредненное произведение отклонений от среднего значения электрической мощности дуги в текуп1нй момент вре.мени и в предшествующий момент, смещенный относительно текущего на время,
большее периода колебании основной частоты колебаний жидкого металла сварочной ванны и меньше периода перемещения фронта кристаллизации от передней части сварочной ванны до ее хвостовой части.
Знак и величина полученного соответствуюHUIM прибором осредненного произведения отклонений электрической мощности дуги характеризуют влияние на электрическую мощность дуги в текущий момент врамени ее величины в предшествующий момент времени.
Исследоваиия колебаний электрической мощности, потребляемой дугой при плазменно-дуговой сварке, показали, что они коррелированы с колебаниями фронта плавления и с колебаниями потока жидкого металла сварочной ванны. Это дает возможность путем измерения мгновенных значений электрической мощности дуги и определения осредиенного нроизведения отклонений электрической мощности дуги от среднего значения количественно оценить колебания проплавления основного металла при плазменно-дуговой сварке проникающей дугой и учесть вероятностную природу течения потока жидкого металла сварочной ваниы. В то же время для измерения электрической мощности дуги не не требуется доступ к обратной стороне свариваемого изделия.
3
Интервал между текуипш п предшестиующил моменталги з) до;1ж;м1 быть бо:ьше периода колебаний ociioiiHoii частоты потока жидкото металла сварочной ванны, так как необходимо сохранить 15 сигна.те об|)атной связи ннформацию об этой часготе. С другой стороны, интервал между текун1нм :i предшествующим моментами времени не до.1же превынаать время нребывання металла сварного Н1ва в жидком состоянзш. иначе невозможно будет -ловить характер и силу связи между отдельными сечениями потока жидкого металла сварочной ванны.
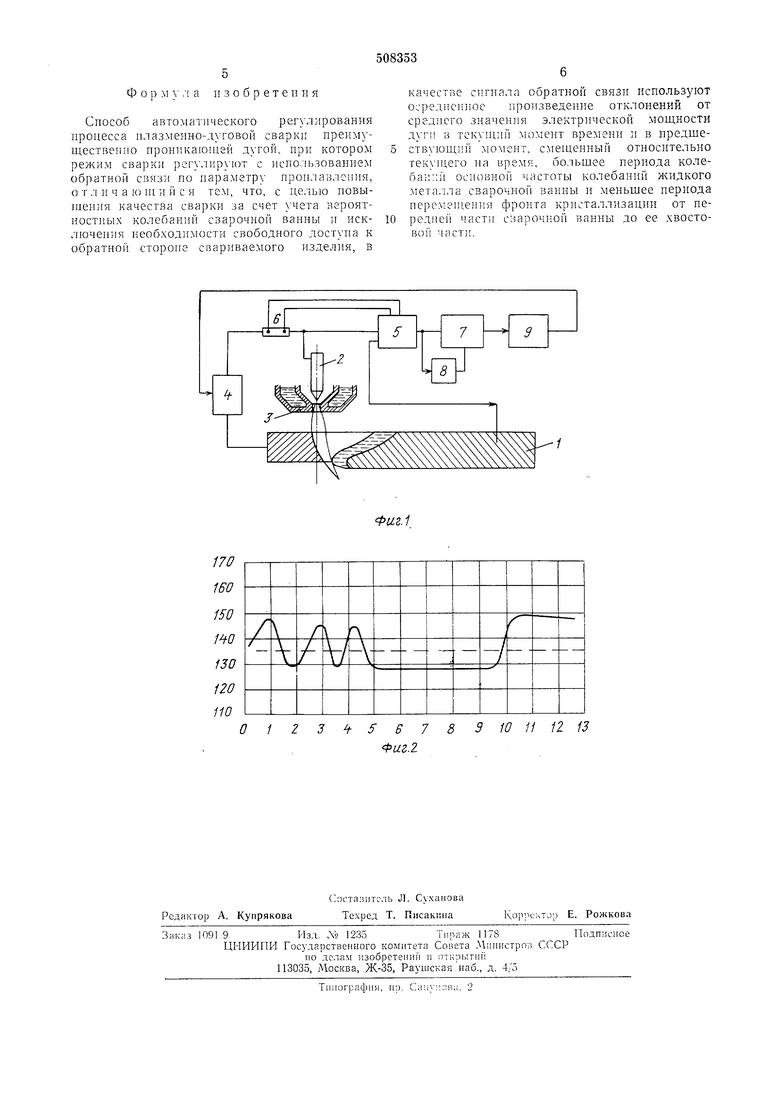
На фиг. 1 приведена блок-схема прибора для выработки сигнала обратной связи но проплавлению в виде оеродиенного нронзведення отклонений электрической мощности дуги при фнксированном интервале между текущим и предшествующим моментами времени; на фиг. 2 - график выходного cHr;ia;ia лрибора, измеряющего осредненное нро гзг едение отклонений электрической моиьюсти дуги.
Электрическая дуга горит между сиириваемым изделием 1 и иен; авящимся электродом 2 и сжимается изолированным от э.тектродо) охлаждаемым соплом 3 илазлгенной горелки. Ток поступает от источника 4 нитания постоянного тока. Напрял ение неиосредсгвенно подается в блок о умножения. Сиг)1ал, пропорциональный току дугн, снпл1ается с калибрированного шунта О и тоже подается в блок 5 умножения.
Блок 5 умножения вырабатывает сигнал, пропорциональный .мгновенном} значению электрической мониюсти дугн. Перел:енная составляющая сигнала блока о умножения подается в блок 7 хмножеиня и к б.чок 8 задержки времени.
Блок 7 хмножения зырабаты;;ает . пропорциональный произвел с и то (Лк.юнения электрической мощности дусл от среднего значения, на аналогичное отк.юненне, имевшее место т секунду раньлне. Ве.чичииа интервала т между ,им и иредн1ест1Пюп1им моментами времени оиредсляется блоком 8 задержки времени.
Интегрнрование во времени выходного сигнала блока 7 п осреднение за определенный промежуток времени (все это выполняет блок 9) позволяет получить выходпой сигнал прибора в виде осредненного произведения отклонепий электрнческой мониюсти дуги.
В прпведепном примере нсиол1 зуют ирибор, построепный на базе радиолами. Все применяющиеся блоки 5-9 нросты по аппаратурному исполнению (каждый выиолиеи на базе одной лампы-пептода 6Ж2П).
Схема умноження двух аналоговых величии с помощью радполампы 6Ж2П iLjisecTna. Аподпый ток лампы 6Ж2П в известных пределах (удовлетворяемых при гножен1П1 электрических параметров процесса n;ia3.ienно-дуговой сварки) пропорциоиале.ч потеиииалу каждой из уиравляющ.их сеток, следо.;5ате;пл о ои пропорционален произведению потепццалов правляю1цнх сеток пентода. Сигнал, ироиорн.иоиальиый току дути с Щуита 6 годается на первую сетку пентода. Напряжение пепосредстненно подается на третью нентода. А 1одный ток лампы в это.м с, пронорциона.теи мгновенном;, значению электрической мощности дуги, поскольку потенциалы управляющих сеток ламны нронорциональны соответственно i: напряжению дугн.
Блок 8 задержки времени нредставляет собой фазоедвигающий моет из сопротивлений
и конденсаторов, включенный в цепь первой сетки лампы 6Ж2П. Величину интервала т можио регулировать плавно за счет изменении величии сопротивлеиий п ступенчато за счет пзмеиеппя величин емкостей копденсаторов.
Интегрнрукмпий и осредняющий блок 9 также собран иа базе лампы 6Ж2П. В случае ручиой к:орректировки процесса илазменпо-дуговой сварки по сигиалу обратной связи
в качестве иитегрирующего и осредняющего .CTpoiicTHa люжно использовать измерительный прибор магнитоэлектрической системы.
Выходной сигнал прибора, иэмеряюп1.его осреднениое произведение отклонений элект)ической моипюсти дуги (ем. фиг. 2) получен при ;|;ггервале т, рав.чо.лг 0,44 секуиты. Нунктиро.м показан уровень выходного сигнала при нулевых отклонениях мощности дуги от своего среднего значения в эксперпмеите.
Лпа.лиз вьькодного сигнала прибора показы вае г, что при раз.тичпых режимах течения потока жидкого металла сварочиой ванны с - цественпо лтсняются вид п ве.чнчина сигпа.la.
Н;)п nenpoisape паблюдаются колебапня с1;гпкла, ха|1актер.1з пощего пзмеиепис усло1М1Й ()от;юда от анодного пятпа вс:1едс1впе ко.лсбаппй лровпя сва)очпой ваппь п объе.ма кратера при пепроваре.
Прп переходе к режиму нормального ироп.1авлспия колебаиия прекращаются, наблюдается стабпл1Л1ьи 1 уровень выходного сигиала.
Нереход к режиму выплавления характериз ется резким увеличеиием лровня выходного сигнала. Новышеппый ровепь выходпого спгнала сохраняется на протяжении всего хчастка выи;1ав..}еиия.
Учет вероятностной природы течения потока жидкого металла сварочной ванны позволяет суп1ественно новысить качество и эффект : вность автоматического регулирования процесса 11ла.зл;енно-д товой сварки металлов
бо:1ЬП1их то.ицпн.
Устрапение необходимости свободного досг па к {)братно| 1 сторо.не сварнваемото изде.щя расн1иряет диаиазон техпологическпх возмо/ккостей лшомати еской плазме11но-дуго1:011 сзаркл.
Формула изобретен и я
Способ автоматического регулирования ироцесса илазменно-дуговой сварки иреимуществепио проиикаюшгй дугой, ири котором режим сварки регулируют с использованием обратной связи по иараметру ироплавлеиия, о т .т и ч а ю ш и и с я тем, что, с целью повышения качества сварки за счет учета вероятностных колебаний сварочной ванны и исключения необходимости свободного достуиа к обратной стороне свариваемого изделия, в
качестве сигнала обратной связи используют о -редиен1юе прот1зведенне отклонений от среднего значения электрнческой мощности дуги в текунип момеит времени и в предшествующий момеит, смещенный относительно текуи,его на время, больнлее периода колебаи::;1 основной частоты колебаний жидкого металла сварочиой ванны н меньшее нериода перемеи1еи11я фронта кристаллизации от иередие части сварочной ванны до ее хвостовой части.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процессадугОВОй СВАРКи | 1978 |
|
SU793731A1 |
| Способ слежения за стыком при дуговой сварке | 1988 |
|
SU1505708A1 |
| Устройство для автоматического регулирования глубины проплавления | 1983 |
|
SU1181804A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2021 |
|
RU2791542C2 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ | 2018 |
|
RU2710090C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| Способ пространственной стабилизации дуги | 2019 |
|
RU2713186C1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
Г
О 1 9 Ю 11 12 13
-
иг.2
