1
Изобретение атносится к порошковой металлургии, в частности к установкам для изготовления спеченных изделий из металлического порошка.
Известна установка для изготовления изделий из металлического порошка, содержащая загрузочное устройство, агрегаты холодного прессования и горячей штамповки, наггревательное устройство и камеры термической обработки изделий. При этом каждый элемент установки выполнен независимым и установлен отдельно от других. К недостаткам известной установки относятся низкая производительность процесса и низкое качество изделий, обусловленные окислением порошка в процессе прессования, термообработки и межоперадионного перемеш.ения заготовок.
Предложенная установка отличается от известной тем, что, с целью повышения про изводительности прцесса, расширения технологических возможностей оборудования и улучшения качества изделий, она снабжена герметичной рабочей камерой, соединенной о нагревательным устройством и камерами
термической обработк; Kana:iu iii сой.-ржашсГ) NsexajiiiaMbi Т11&;1спорт,:рова1 ия заготовок, а агрегаты холодного проссованги; и горячо штамповки сл;онт1;рова)5Ь пи обл;см; раме и установлены Biiyrpii рабочей камс-ул,;.
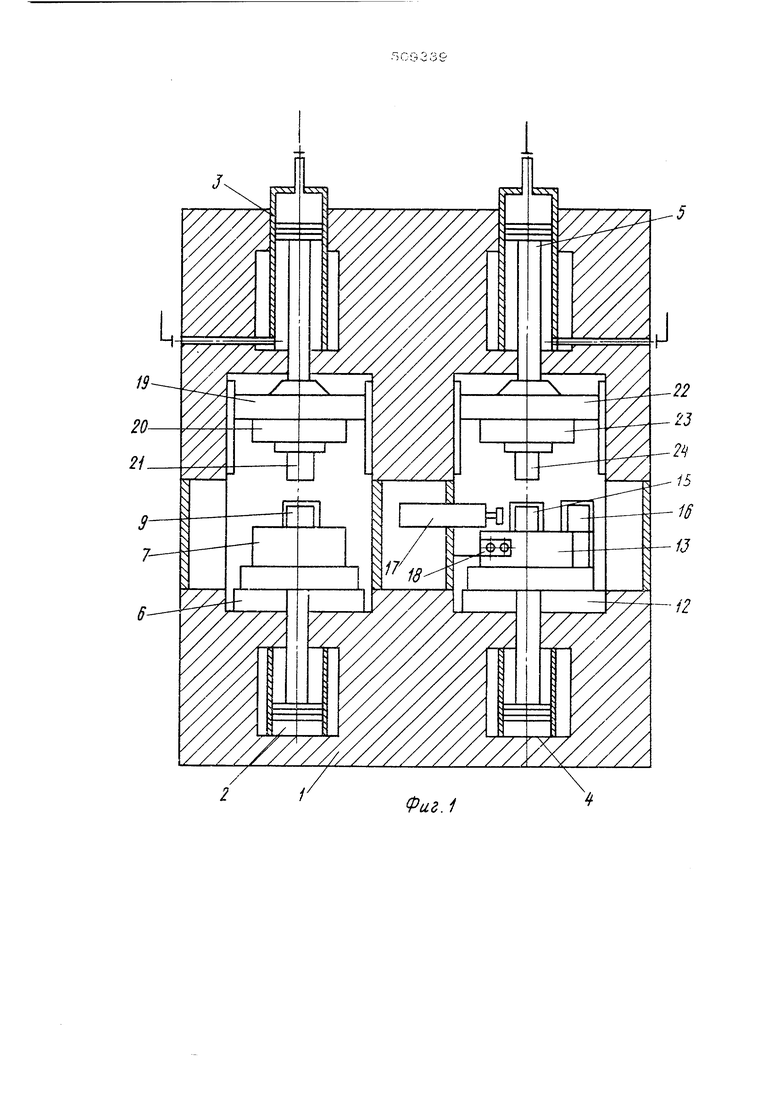
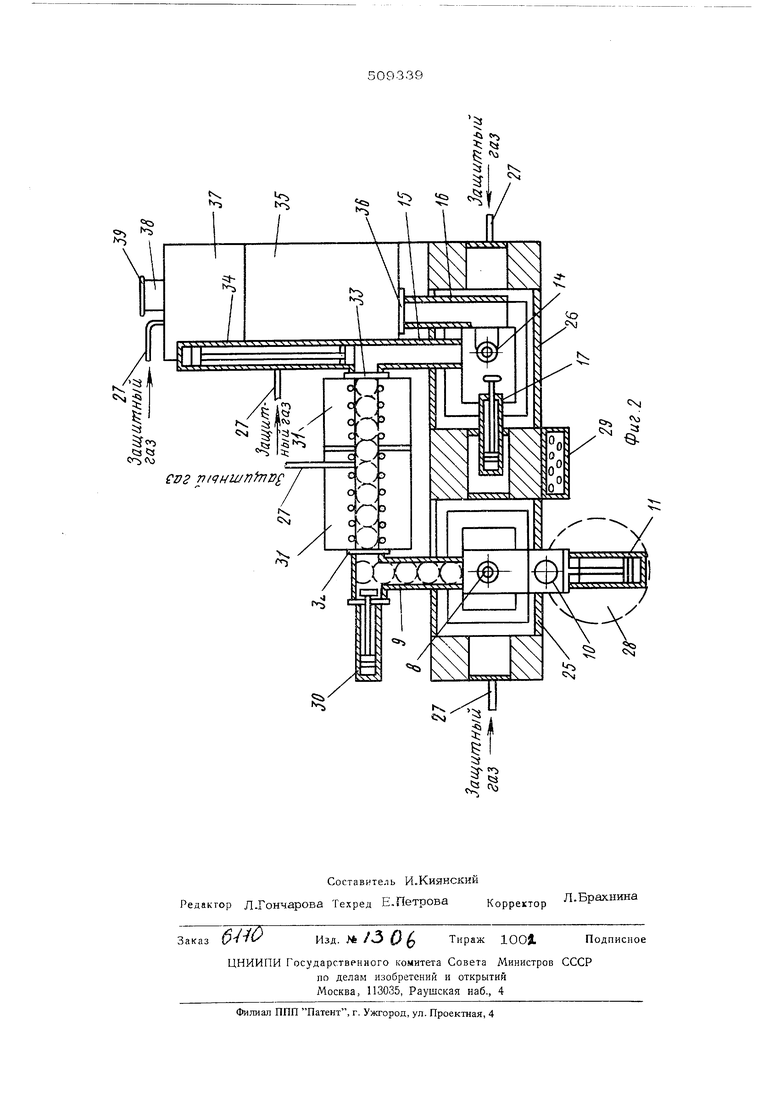
На фиг. 1 изображена опис} ;ваомая ycj-aновка, вид спереди; на фиг, 2 - то же, вид сверху.
Установка состоит iis силовой 1. на которой смонтированы ниж11ии 2 и вор НИИ 3 гидроцилиндрь агрегата холодного прессования заготовок, нижний 4 и верхний 5 Г1 дроиилиндрь агрегата горячей иггакгловки, стол 6 агрегата холодного прессования, на KOTopONi смонтированы нижняя часть 7 пресс-формь:, выталкиватель 8, канал 9 для перемешения заготовок, каретка 10 загрузочного устройства (не показано), еханизм 11 перемешения каретки, стол 12 arpei aта горячей штамповки, на котором смонтированы нижняя часть 13 штампа, выталкиватель 14, канал 15 для подачи заготовок в полость штампа и наклонный канал 16, механизм 17 удаления изделий, система 18 подвода о -лажда1ошей жидкости. На ползуне 19 атрегата холодного прессования смонтированы верхняя часть 2О пресе-формы и составной инструмент 21, На ползуне 22 агрегата горячей штамповки смонтированы верхняя часть 23 штампа и быстросъемный инструмент 24. 1а раме 1 установлены таже камера 25 агрегата холодного прессования, камера 26 агрегата горячей штамповки, система 27 подвода защитной атмосферы, бункер 28 для норошковой шихты и пульт 29 унравлегдия установкой, механизм 30 подачи порошковых заготовок, пагревателтзное устройство 31, соединенное с системой 27 подвода газа и снабженное впускными 32 vi выпускными 33 шторами, механизм 34 подачи нагретой заготовки , камера термической обработки 35, соединенная с системо11 27 и снабженная штора и
36,камера безокислительн рго остывантш
37,соединенная с системой 27 и снабженная В1)ходн1 гми каналами 38 и выпускными што):)ами 39.
Ус;таповка работает следующим образом При завершении рабочх го хода ползуны 19 и 22 возвращаются в крайнее верхнее положение, а В1)гталкиватели 8 vf 14 выталкивают соответственно спрессованную заготовку и изделие из рабочей полости пресс | ормы и итамгга. После этого каретка 10 затруоочпого устройства под действием механтгзма 11 перемешается в положение загрузки, сталкт)вает заготовку в канал 9 и одновременно проталкивает ранее спрессованные заготовки на расстояние, равное диаметру заготовки. Одновременно с этим выталкиватель механизма 17 сталкивает изделие в наклонный канал 16 камеры термической обработки 35, шторы 36 которой в этот момент находятся в открытом положении. После удаления заготовки и изделия выталкиватели 8 и 14 возвращаются в исходное положение. Каретка 1О после загрузки порцтп пороижа в полость пресс-форхгы и выталкиватель механизма 17 после удаления изделия возвращаются в исходное положение, шторы 36 закрываются. Затем
открываются впускные 32 и выпускные 33 шторы нагревательного устройства 31, и выталкиватель механизма 30 проталкивает очередную заготовку в зону нагрева, а нагретую заготовку выталкивает из зоны нагрева в канал 15. Выталкиватель механизма 30 возвращается в исходное положение шторы 32 и 33 закрываются, выталкиватель механизма 34 проталкивает нагретую заготовку по каналу 15 в полость штампа и возвращается в исходное положение.
Ползуны 19 и 22 начинают двигаться вниз, совершая рабочий ход - холодное прес- сование и горячую штамповку. После завершения рабочего хода ползуны возвращаются в крайнее верхнее положение, выталкиватели 8 и 14 удаляют заготовку и изделие из рабочих полостей пресс-формы и штампа, а затем рабочий цикл установки повторяется.
Предложенная установка работает в автоматическом режиме и позволяет повысить производительность процесса изготовления изделий, расширить технологические возможности оборудования и улучшить качество спеченных изделий.
Формула изобретения Установка для изготовления изделий из металлического порошка, содержащая загрузочное устройство, агрегаты холодного пресования и горячей штамповки, нагревательное
устройство и камеры термической обработки,отличающаяся тем, что, с целью повышения производительности процесса, расщирения технологических возможностей оборудования и улучшения качества изделий, она снабжена герметичной рабочей камерой, соединенной с нагревательным устройством и камерами термической обработки каналами и содержащей механизмы транспортирования заготовок, а агрегаты холодного прессования и горячей штамповки смонтированы на общей раме и установлены внутри рабочей камеры. Фиг. 1
л
- . -
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ГОРЯЧЕЙ ШТАМПОВКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2606823C2 |
| Грейферный подающий механизм к многопозиционному прессу | 1985 |
|
SU1279722A1 |
| Автоматическая линия для горячей штамповки поковок | 1983 |
|
SU1140934A1 |
| Пресс-автомат | 1987 |
|
SU1447512A1 |
| Автоматизированная линия горячей штамповки | 1982 |
|
SU1053948A1 |
| Устройство для высадки | 1981 |
|
SU996027A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для подачи и удаления заготовок | 1985 |
|
SU1279718A1 |
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |