Фиг.2.
31813613 4
Изобретение относится к металлообра-дит во вращение шпиндели 13, а механизм боткеи предназначено для полирования де-17 задает осциллирующее движение пино- талей типа стержней ферромагнитнымлям 14 с патронами 15 и деталями 10. Мед- порошком в магнитном поле,ленно вращающийся ротор- 11 вводит
Целью изобретения является упроще- 5поочередно детали 10 в круговую рабочую
ние обслуживания и повышение надежно-зону 7 магнитной системы 2. При движении
сти станка.деталей вдоль полюсных наконечников 5 и
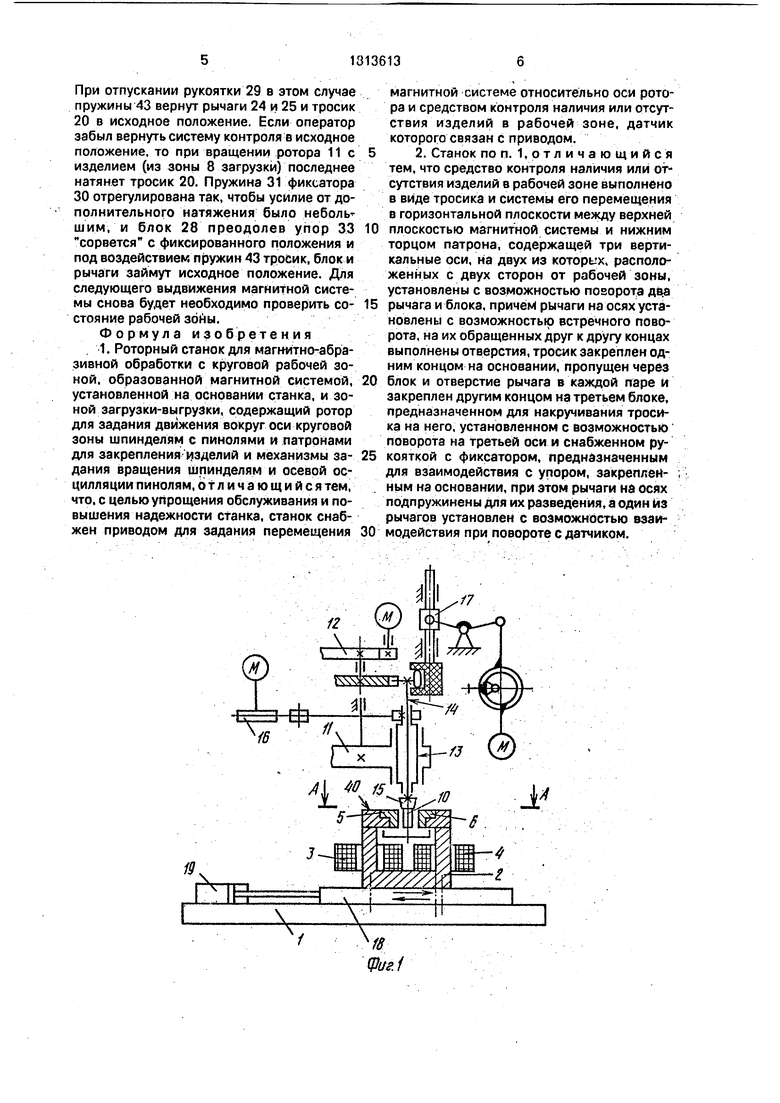
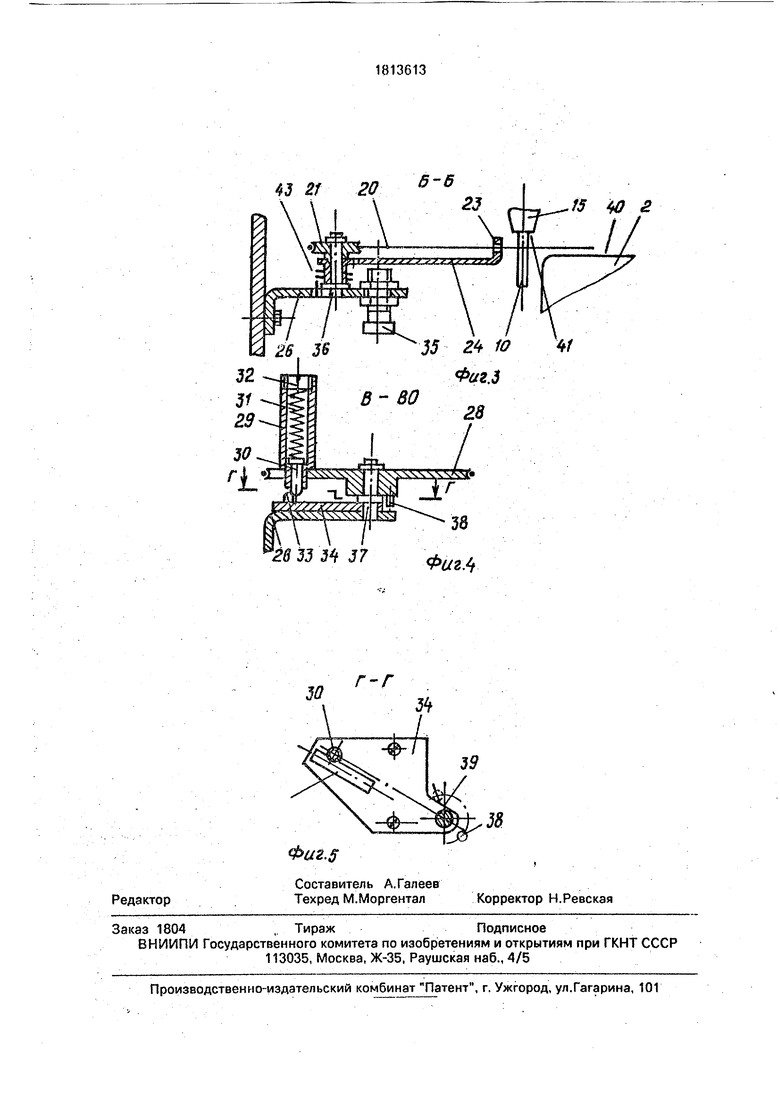
На фиг. 1 приведена кинематическая6 за счет сложения всех движений, осущест- схема станка; на фиг, 2 - разрез А-А на фиг.вляемых деталью, при взаимодействии с 1 (вид сверху на устройство контроля); на Ю.зернами ферромагнитного порошка, обра- фиг. 3 - разрез Б-Б на фиг. 2 (установказующими своеобразную щетку в рабочем тросика); на фиг. 4 - разрез В-В на фиг. 2;зазоре за счет воздействия на него магнитна фиг. 5 - разрез Г-Г на фиг. 4 (механизмной системы 2, происходит обработка - полфиксации),ирование деталей 10. При выходе из
Станок состоит из основания 1, на кото- 15магнитной системы осцилляция и вращение
ром установлена магнитная система 2 с ка-детали прекращается и в зоне 9 разгрузки
тушками 3 и 4 электромагнитов идеталь передается в демагнитизатор и уклаполюсными наконечниками 5 и б, образую-дывается в тару.
щими круговую рабочую зону 7 с зонами 8 иДля обслуживания магнитной системы 2 9 загрузки и выгрузки обрабатываемой де- 20(замены полюсных наконечников, очистки тали 10, ротора 11 с приводом 12 движенияот порошка, загрузки порошка и т. д.) с по- вокруг круговой зоны 7 шпинделей 13 с пи-мощью привода 19 необходимо вывести ее нолями 14, патронами 15 с деталями 10,из рабочей зоны. В это время тросик 20, механизма 16 задания вращения шпйнде-рычаги 24 и 25 и блок 28 устройства контро- лям, механизма 17 осцилляции пинолей 25ля состояния рабочей зоны находятся в ис- вдоль оси, каретки 18, на которой жесткоходном положении (на фиг. 2 показано закреплена магнитная система 2, с приво-штрих-пунктирными линиями). Датчик 35 дом 19 перемещения, например от пневмо-открыт. Чтобы переместить магнитную сис- цилиндра, устройства контроля состояниятему, необходимо получить команду от дат- рабочей зонь включающего тросик 20, пря- 30чика 35. Для этого за рукоятку 29 молинейно установленный на блоках 21 иповорачивают блок 28 (по часовой стрелке) 22, проходящий через отверстия 23 в концахдо фиксирования его положения фиксато- рычагов24и25, кронштейны 26 и 27, жесткором 30 по упору 33. При этом тросик 20, закрепленные на основании 1, блок 28 спредставляющий в исходном положении на рукояткой 29 для его вращения и фиксато- 35участке между блоками 21 и 22 ломаную ром 30, нагруженным пружиной 31, регули-линию, будет накручиваться на блок 28. Сво- руемой пробкой 32, взаимодействующим сбодная длина тросика уменьшается, что за- упором 33, жестко закрепленным на планкеставит поворачиваться рычаги 24 и 25 от 34, установленной на кронштейне 26, и дат-исходного положения в положение после чик 35. Блоки 21 и 22 и рычаги 24 и 25 40контроля против часовой стрелки, нагру- установлены на вертикальных осях 36, ажая при этом пружины 43 кручения. Увлека- блок 28 на оси 37. Оси закреплены в кронш-емый рычагами посредством отверстий 23 теинах 26 и 27. В блоке 28 установлен штифттросик 20 переместится по всей рабочей 38, взаимодействующий с поверхностью 39зоне 7 над плоскостью 40 магнитной систе- планки 34, ограничивающей поворот блока 45мы 2 и ниже торца 41 патронов 15. При 28. Тросик 20 расположен между верхнейотсутствии деталей в патронах тросик мо- плоскостью 40 магнитной системы 2 и ниж-жет занять только прямолинейное (фиксиру- ним торцом 41 патрона 15. Один конец тро-емое рукояткой 29 по упору 33) положение - сика закреплен к винту 42, установленномунаименьшая длина тросика. При этом рычаг в кронштейне 27 и используемому для натя- 5024 воздействуя на датчик 35 даст разреша- жения тросика. Другой конец тросика охва-ющую команду на включение привода 19. тывает блок 28 и на нем же закреплен.При наличии детали в одном из патронов в Рычаги 24 и 25 нагружены пружинами кру-рабочей зоне 7 тросик 20 при движении уп- чения 43 в направлении исходного положе-рется в эту деталь. Фиксатор 30 не дойдет ния тросика 20. 55до упора 33, а рычаг 24 - до датчика 35, т. к. Станок работает следующим образом.при этом тросик, упершийся в деталь 10, При вращении ротора 11 от привода 12образует между блоками 21 и 22 ломаную в зоне 8 загрузки детали 10 поступают влинию, естественно большую прямой, при патроны 15 (механизм загрузки не показан),достижении которой происходят фиксиро- Перед рабочей зоной 7 механизм 16 приво- ваиие блока 28 и срабатывание датчика 35.
При отпускании рукоятки 29 в этом случае пружины 43 вернут рычаги 24 и 25 и тросик 20 в исходное положение. Если оператор забыл вернуть систему контроля в исходное положение, то при вращении ротора 11 с изделием (из зоны 8 загрузки) последнее натянет тросик 20. Пружина 31 фиксатора 30 отрегулирована так, чтобы усилие от дополнительного натяжения было небольшим, и блок 28 преодолев упор 33 сорвется с фиксированного положения и под воздействием пружин 43 тросик, блок и рычаги займут исходное положение. Для следующего выдвижения магнитной системы снова будет необходимо проверить со- стояние рабочей зоны.
Формула изобретения 1. Роторный станок для магнитно-абразивной обработки с круговой рабочей зоной, образованной магнитной системой, установленной на основании станка, и зоной загрузки-выгрузки, содержащий ротор для задания движения вокруг оси круговой зоны шпинделям с пинолями и патронами для закрепления изделий и механизмы за- дания вращения шпинделям и осевой осцилляции пинолям, отличающийся тем, что. с целью упрощения обслуживания и повышения надежности станка, станок снабжен приводом для задания перемещения
магнитной системе относительно оси ротора и средством контроля наличия или отсутствия изделий в рабочей зоне, датчик которого связан с приводом.
2. Станок по п. 1,отличающийся тем, что средство контроля наличия или отсутствия изделий в рабочей зоне выполнено в виде тросика и системы его перемещения в горизонтальной плоскости между верхней плоскостью магнитной системы и нижним торцом патрона, содержащей три вертикальные оси, на двух из которых, расположенных с двух сторон от рабочей зоны, установлены с возможностью поворота два рычага и блока, причём рычаги на осях установлены с возможностью встречного поворота, на их обращенных друг к другу концах выполнены отверстия, тросик закреплен одним концом на основании, пропущен через блок и отверстие рычага в каждой паре и закреплен другим концом на третьем блоке, предназначенном для накручивания тросика на него, установленном с возможностью поворота на третьей оси и снабженном рукояткой с фиксатором, предназначенным для взаимодействия с упором, закрепленным на основании, при этом рычаги на осях подпружинены для их разведения, а один из рычагов установлен с возможностью взаимодействия при повороте с датчиком.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ хонингования отверстий | 1988 |
|
SU1705043A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Загрузочное устройство | 1991 |
|
SU1815134A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Сверлильный станок | 1982 |
|
SU1105283A1 |
| Станок для закалки крупногабаритных деталей | 1985 |
|
SU1397503A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Станок для обработки деталей магнито-абразивным порошком | 1977 |
|
SU776889A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Станок для механической обработки деталей типа тел вращения | 1978 |
|
SU749574A1 |
Использование: полирование деталей типа стержней. Сущность изобретения: роторный станок с круговой рабочей зоной 7, образованной магнитной системой 4, снабжен приводом для задания перемещения магнитной системе относительно оси ротора. Привод связан с датчиком 35 средства контроля наличия или отсутствия изделий в рабочей зоне. Средство контроля .наличия или отсутствия изделий в рабочей зоне выполнено в виде тросика 20 и системы его перемещения в горизонтальной плоскости под нижними торцами патронов для закрепления деталей. Для перемещения и натяжения тросика 20 предусмотрена система рычагов 24, 25 и блоков 21, 22, 28. Натяжение тросика 20 при его перемещении через рабочую зону 7 приводит к взаимодействию рычага 24 с датчиком 35. В результате поступает сигнал на включение привода перемещения магнитной системы. Такое выполнение упрощает обслуживание станка и одновременно исключает возможность повреждения элементов его конструкции. 1 з. п. ф-лы, 5 ил. 820 252227 ел с
| Устройство для объемной полировки | 1977 |
|
SU1071411A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
