(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЧАСОВЫХ МОСТОВ ИЗ ЛЕНТЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления часовых деталей | 1979 |
|
SU932459A1 |
| Способ изготовления часовых деталей | 1991 |
|
SU1802355A1 |
| СПОСОБ ЗАЧИСТКИ ОТВЕРСТИЙ В ТВЕРДОМ МАТЕРИАЛЕ | 1994 |
|
RU2054342C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАКЛАДНЫХ ЗНАКОВ ЦИФЕРБЛАТОВ ЧАСОВ:г^,п]^г" •- I %M't.- | 1972 |
|
SU329503A1 |
| Способ штамповки пластин из листовых заготовок | 1991 |
|
SU1797509A3 |
| Способ изготовления @ -образных деталей из ленты и полосового материала | 1989 |
|
SU1712032A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКИХ ИЛИ КОНИЧЕСКИХ ШАЙБ ВЫСОТОЙ, В 2...2,5 РАЗА ПРЕВЫШАЮЩЕЙ ТОЛЩИНУ ИСХОДНОГО МАТЕРИАЛА | 2009 |
|
RU2422232C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ДЕКОРАТИВНОГО КОРПУСА ИЗДЕЛИЯ | 2014 |
|
RU2594768C2 |
| Способ последовательной штамповки пластин сердечников электрических машин | 1990 |
|
SU1787622A1 |
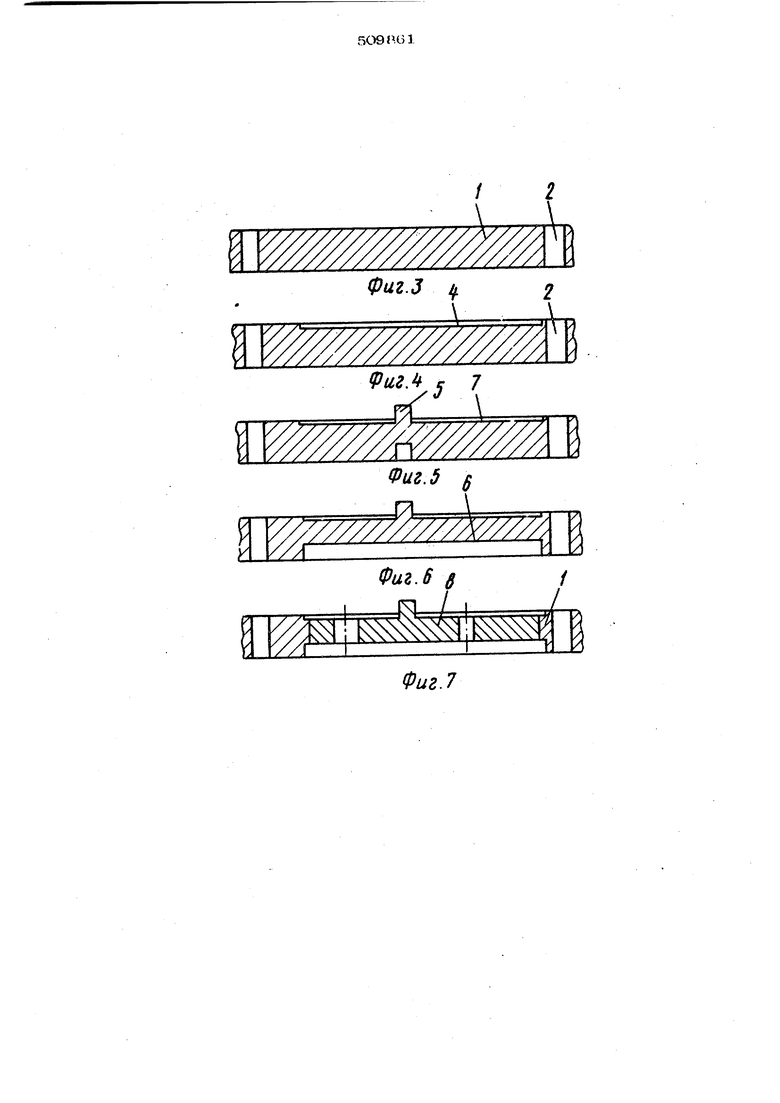
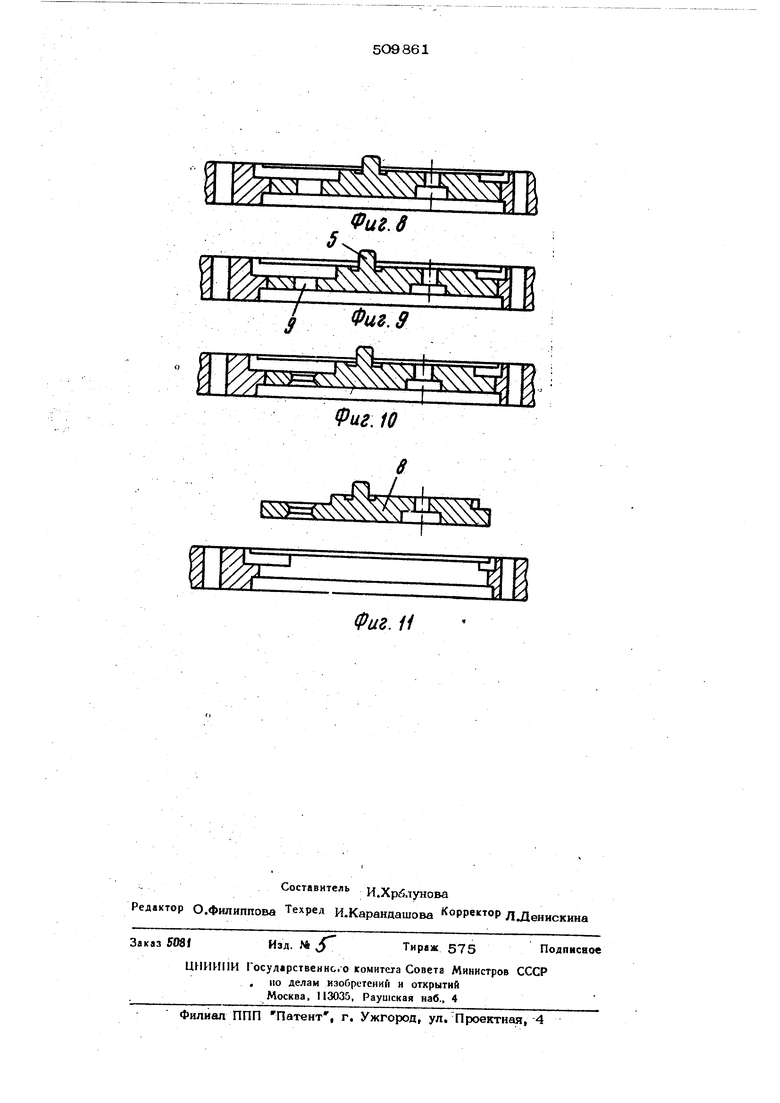
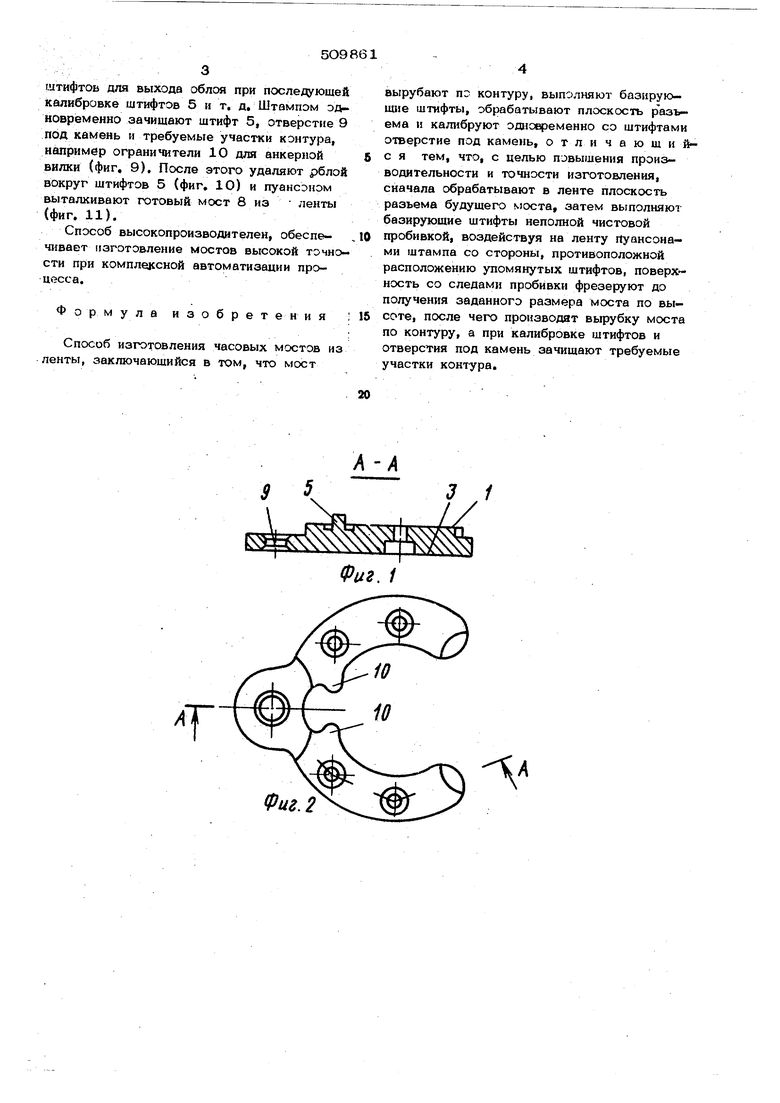
Изобретение относится к технологии изготовления деталеЙ приборов н может быть использовано в часовой промышленности щзи изготовлении часовых мосте® из ленты. Известен способ изготБЬления часовых мостов из ленты, заключающийся в том, что мост вырубают по контуру, выполняют базирующие штифты, обрабатьсвают плоскость раяъема и калибруют одновременно со шти4 тами отверстия под . Производительность и точность изготовления мостов по этому способу недостаточно велика, посколь ку затруднена обработка плоскости разъема. По предлагаемому способу сначала обрабатывают в ленте плоскость разъема будушего моста, затем рьшолняют базирующие штифты неполной чистовой пробивкой, воздействуя на ленту пуансонами штампа со стороны, противоположной расположению упомянутых штифтов, поверхность со следам пробивки фрезеруют до получения заданного размера моста по высоте, после чего производят вырубку моста по контуру, а при калибровке штифтов и отверстия под камень зачищают требуемые участки контура. Это повышает производительность и точность изготовления часовых мостов. На фиг. 1 показан изготавливаемый мост, разрез; на фиг. 2 - то же, вид в плаHej на фиг. 3 - 11 - последовательность опербщий при изготовлении моста. В металлической / ленте 1 вьфубают, по крайней мере, два базовых отверстия 2 (фиг, 3), , базируясь на них и нижнюю плоскость 3 ленты, протачивают плоскость разъема 4 будущего моста (фиг 4). Воздействуя пробивным штампом, производят неполную чнстовую пробивку (до образования линий скола) заготовки и на плоскости разъема 4 получают щтифты 5 (фиг. 5), После этого фрезеруют плоскость заготовки 6 со следами пробивки 7 до исчезновения последних и до получения заданных размеров моста по BjMCOTe (фиг. 6). Затем вырубают мост 8 по контуру с обратной запрессовкой его в ленту 1 (фиг. 7), проводят соответствующую механическую обработку моста в ленте - иеобходимые растоки, пазы, отверстия под вин ты для крепления моста, канавки вокруг
штифтов для выхода облоя при последующей калибровке штифтов 5 и т. д. Штампом одновременно зачищают штифт 5, отверстие 9 под камень и требуемые участки контура, например ограничители 10 для анкерной
вилки (фиг, 9). После этого удаляют рблой вокруг штифтов 5 (фиг, 10) и пуансэном выталкивают готовый мост 8 из ленты (фиг, 11).
Способ высокопроизводителен, обеспечивает изготовление мостов высокой точности при комплексной автоматизации процесса.
Формула изобретения
Способ изготовления часовых мостов из ленты, заключающийся в том, что мост
вырубают по контуру, выполняют базирующие штифты, обрабатывают плоскость разъема и калибруют одновременно со штифтами отверстие под камень, о тли ч а ю щ ийс я тем, что, с целью повышения производительности и точности изготовления, сначала обрабатывают в ленте плоскость разъема будущего моста, затем выполняют базирующие штифты неполной чистовой пробивкой, воздействуя на ленту Пуансонами штампа со стороны, противоположной расположению упомянутых штифтов, поверхность со следами пробивки фрезеруют до получения заданного размера моста по высоте, после чего производят вьфубку моста по контуру, а при калибровке штифтов и отверстия под камень зачищают требуемые участки контура.
А-А
Фиг. 2
/ / /
/
21
/у
Фиг.З
L
Л
агЛ
Фиг. 5
1
/7///.
/
7 / /
Фиг. 6 g
/ / /
Фиг.7
fue. 10
Фиг. 11
