Недостаток заточных станков на
машиностроительных заводах нашей промышленности, а также большая их стоимость тормозят дальнейшее повышение и совершенствование режимов резания. Наличие дешевых съемных приспособлений для заточки инструмента будет способствовать внедрению централизованной заточки, а следовательно и дальнейшему развитию производительности труда.
Уже известны приспособления для заточки резцов, состоящие из резцедержателя в обойме, закрепленной на лимбе. Для установки на требуемый угол заточки резца резцедержатель имеет возможность поворачиваться в двух взаимно перпендикулярных плоскостях. Все подобные приспособления устроены так, что должны устанавливаться на столе станка, имеюшем поперечное и продольное перемецдение. В предлагаемом приспособлении подача резца к точильному кругу и качание резцедержателя производится вручную на цилиндрическом стержне. Приспособление съемное и может быть установлено на обычном точиле, не имеюшем стола.
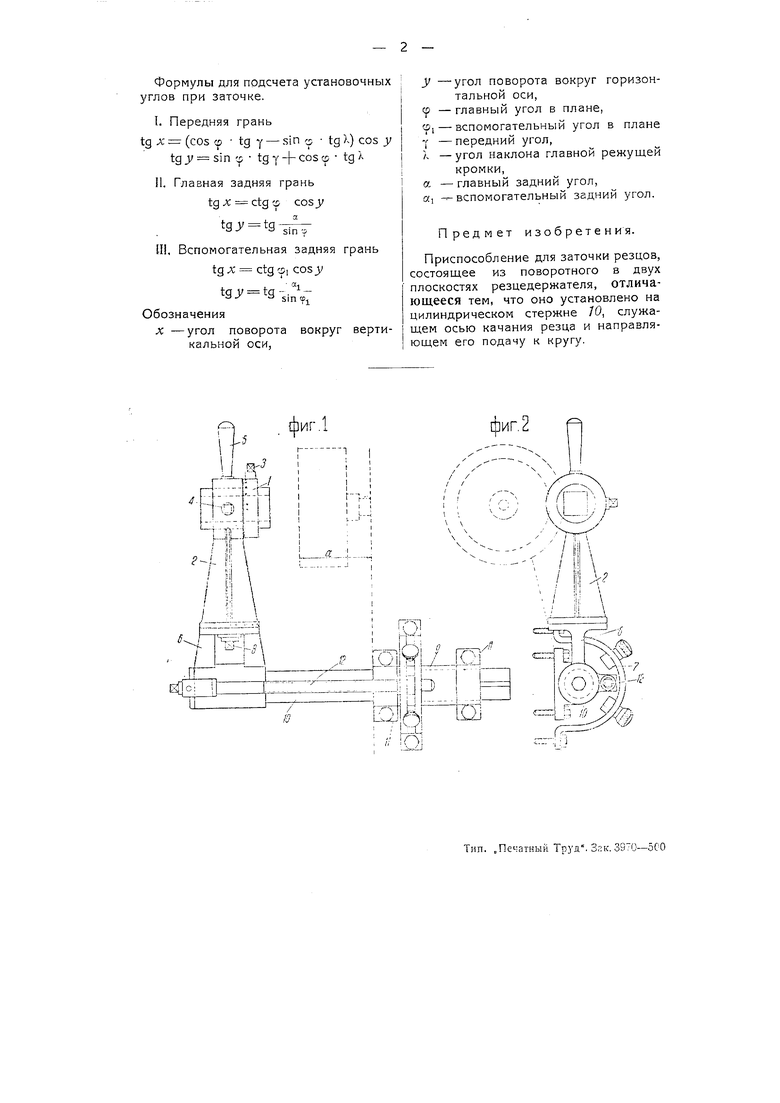
На чертеже фиг. 1 изображает вид спереди предлагаемого приспособления и фиг. 2-вид его сбоку.
Затачиваемый резец вставляется в квадратное гнездо резцедержателя 7 и закрепляется винтом 3. Резцедержатель 7 может поворачиваться на заданный угол в обойме 2 и закрепляется с помощью винта 4. Обойма 2 моя{ет поворачиваться на заданный угол на лимбе 6 и закрепляется винтом 8. Таким образом, установка резца для заточки осуществляется поворотом его вокруг двух взаимно перпендикулярных осей.
Лимб б сидит неподвижно на цилиндрическом стержне W, причем этот стержень может быть передвигаем вдоль винта 72 для подачи резца на шлифовальный круг; кроме того стержню JO может быть сообщено качательное движение, причем в этом случае он поворачивается в подшипниках 77.
На стержень JO надета муфта 9, сидяшая на оси на скользящей шпонке и помещающаяся между подшипниками 77. Муфта 9 несет на себе маточную гайку ходового винта 72. Качание осуществляется с помощью рукоятки 5, причем размах ограничивается переставными упорами 7.
Приспособление закрепляется на станке таким образом, чтобы его ось была параллельна оси вращения щлифовального круга.
Формулы для подсчета установочны углов при заточке.
1, Передняя грань
iQ х (cos ср tg у - sin ср tg X) cos tg j; sin ср tg у -|- cos ср tg А
И. Главная задняя грань tg л ctg ее
tg V tg - sin 3
Ш, Вспомогательная задняя грань igx ctg j cosjv
tg . sintf.
Обозначения
X -угол поворота вокруг вертикальной оси,
2 -
У -угол поворота вокруг горизон{тальной оси,
ср - главный угол в плане,
.р - вспомогательный угол в плане
С - передний угол,
X - угол наклона главной режущей
кромки,
а - главный задний угол, И - вспомогательный задний угол.
Предмет изобретения.
Приспособление для заточки резцов, состоящее из поворотного в двух плоскостях резцедержателя, отличающееся тем, что оно установлено на цилиндрическом стержне 70, служащем осью качания резца и направляющем его подачу к кругу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для измерения углов, сверл, резцов и т.п. режущих инструментов | 1936 |
|
SU54145A1 |
| Способ заточки задних поверхностей и радиуса при вершине прорезных резцов | 1987 |
|
SU1468721A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ | 1973 |
|
SU361860A1 |
| Устройство для заточки резцов | 1932 |
|
SU45178A1 |
| ПРИСПОСОБЛЕНИЕ для ЗАТОЧКИ ГРАНЕЙ И РАДИУСА ПРИ ВЕРШИНЕ РЕЗЦА | 1968 |
|
SU221526A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Способ заточки задних поверхностей резцов | 1977 |
|
SU764944A1 |
| Вставка режущая универсальная | 1985 |
|
SU1289613A1 |
| Способ заточки сверл | 1987 |
|
SU1537478A2 |
| СБОРНЫЙ ТОКАРНЫЙ РЕЗЕЦ | 1997 |
|
RU2117558C1 |
g-J .L. ,4 . L..-:. U4i..) фиг.1
