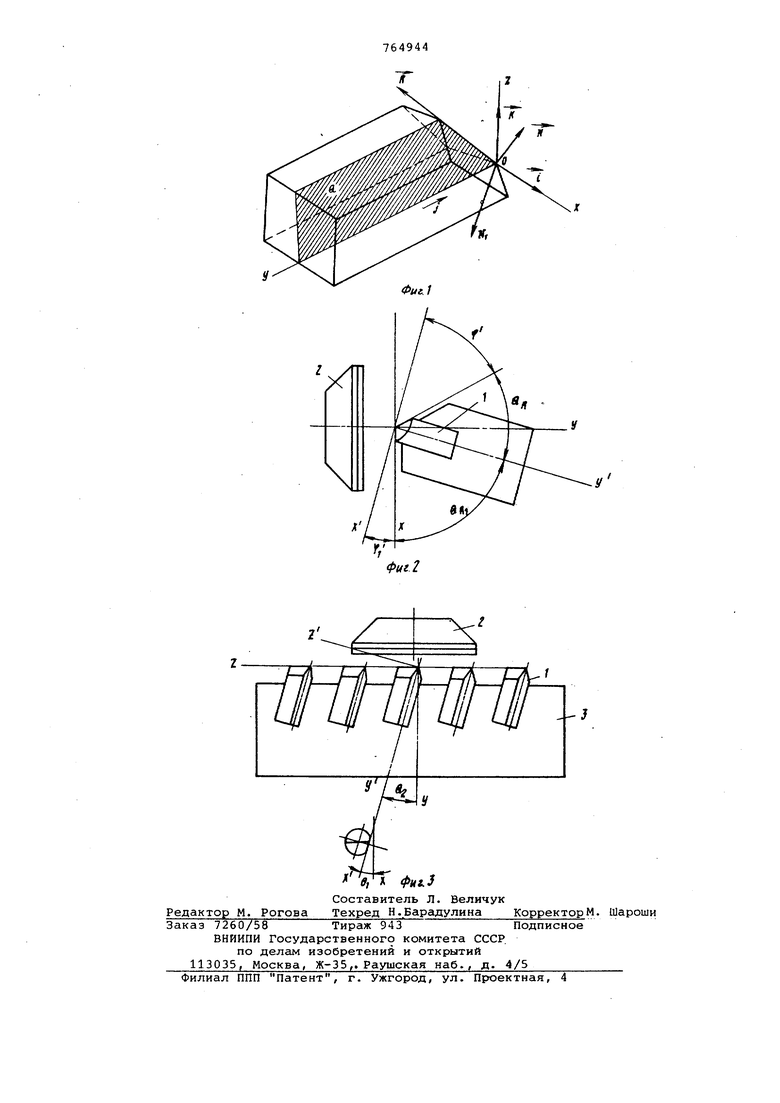
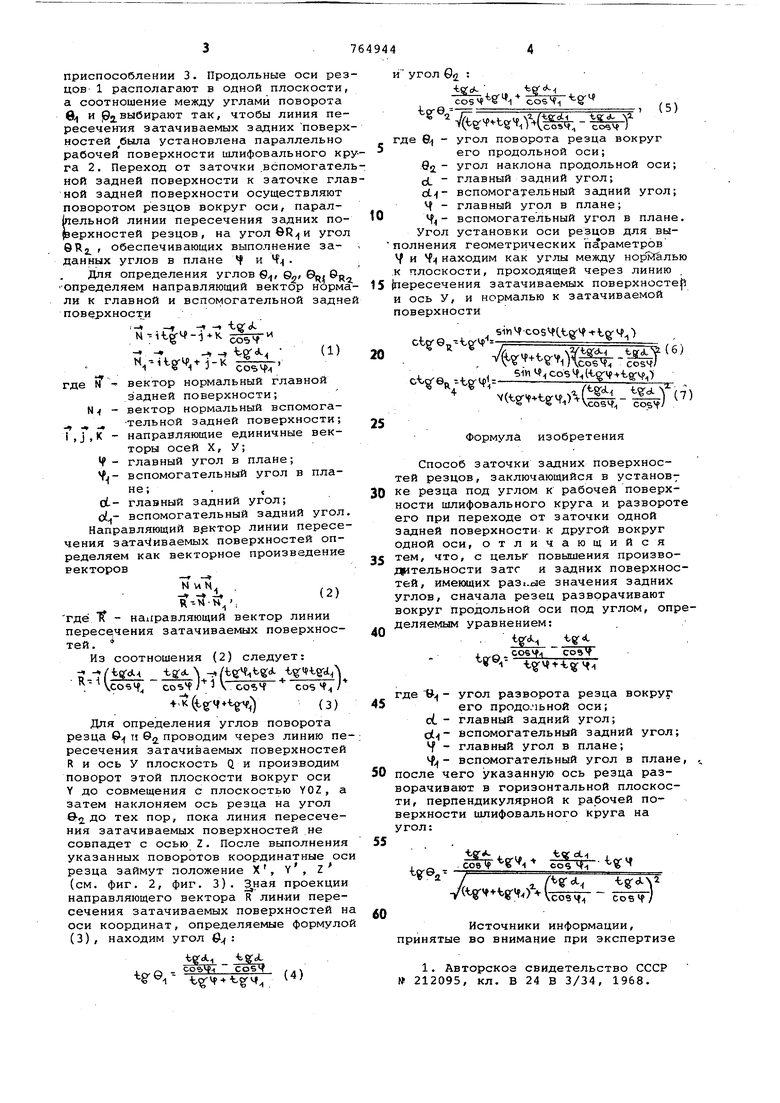
приспособлении 3. Продольные оси резцов 1 располагают в одной плоскости, а соотношение между углами поворота в и (Э выбирают так, чтобы линия пересечения затачиваемых задних поверхностей была установлена параллельно рабочей поверхности шлифовального кру га 2. Переход от заточки вспомогатель ной задней поверхности к заточке глав ной задней поверхности осуществляют поворотом резцов вокруг оси, парал ельной линии пересечения задних по{верхностей резцов, на угол ©R и угол QRj, , обеспечивающих выполнение заданных углов в плане t и Ч . Для определения углов G, .г определяем направляющий вектор норма ли к главной и вспомогательной задне поверхности ,- . - - N--it f-1 K - ( ( M,-itgr4 cosvf-i вектор нормальный главной задней поверхности; N - вектор нормальный вспомога-тельной задней поверхности; Т,, iT - направляющие единичные векторы осей X, У; f - главный угол в плане; у,- вспомогательный угол в плане; . , oL- главный задний угол; oi.- вспомогательный задний угол. Направляющий в.ектор линии пересечения заталкиваемых поверхностей определяем как векторное произведение ректоров , (2) R--N-H , где If - на11равляющий вектор линии пересечения затачиваемых поверхностей. Из соотношения (2) следует: MfL (l J±i:i X .-- (с, со%ч +,K(tg-4+tg | (3) Для определения углов поворота резца & и ©2 проводим через линию пе ресечения затачиваемых поверхностей R и ось У плоскость Q и производим поворот этой плоскости вокруг оси Y до совмещения с плоскостью YOZ, а затем наклоняем ось резца на угол 0-2. до тех пор, пока линия пересечения затачиваемых поверхностей не совпадет с осью Z. После выполнения указанных поворотов координатные ос резца займут положение X, Y , Z (см. фиг. 2, фиг. 3). 3,ная проекции направляющего вектора R линии пересечения затачиваемых поверхностей н оси координат, определяемые формуло (3), находим угол С1 со&Чч cosy . угол 0 ... де G - угол поворота резца вокруг еро продольной оси; Q,- угол наклона продольной оси; pL - главный задний угол; вспомогательный задний угол; - главный угол в плане; 4i вспомогательный угол в плане. Угол установки оси резцов для выолнения геометрических параметров v и Мн находим как углы между норйалью плоскости, проходящей через линию . ересечения затачиваемых поверхносте|5 ось У, и нормалью к затачиваемой оверхности sin Ч ) ctg-0 --tg-4 . S1V () .,,.,...g.:W Формула изобретения Способ заточки задних поверхностей резцов, заключающийся в установ7 ке резца под углом к рабочей поверхности шлифовального круга и развороте его при переходе от заточки одной задней поверхности к другой вокруг одной оси, отличающийся тем, что, с целы повышения производ 1тельности зато и задних поверхностей, имеющих раз..ые значения задних углов, сначала резец разворачивают вокруг продольной оси под углом, определяемым уравнением: t 4- --tqr4 где - угол разворота резца вокруг его продольной оси; d - главный задний угол; вспомогательный задний угол; f - главный угол в плане; вспомогательный угол в плане, после чего указанную ось резца разворачивают в горизонтальной плоскости, перпендикулярной к рабочей поверхности шлифовального круга на угол: . / а. Aer«L -/(.)% bosTTT - ) Источники информации, принятые во внимание при экспертизе 1. Авторскоэ свидетельство СССР № 212095, кл. В 24 В 3/34, 1968.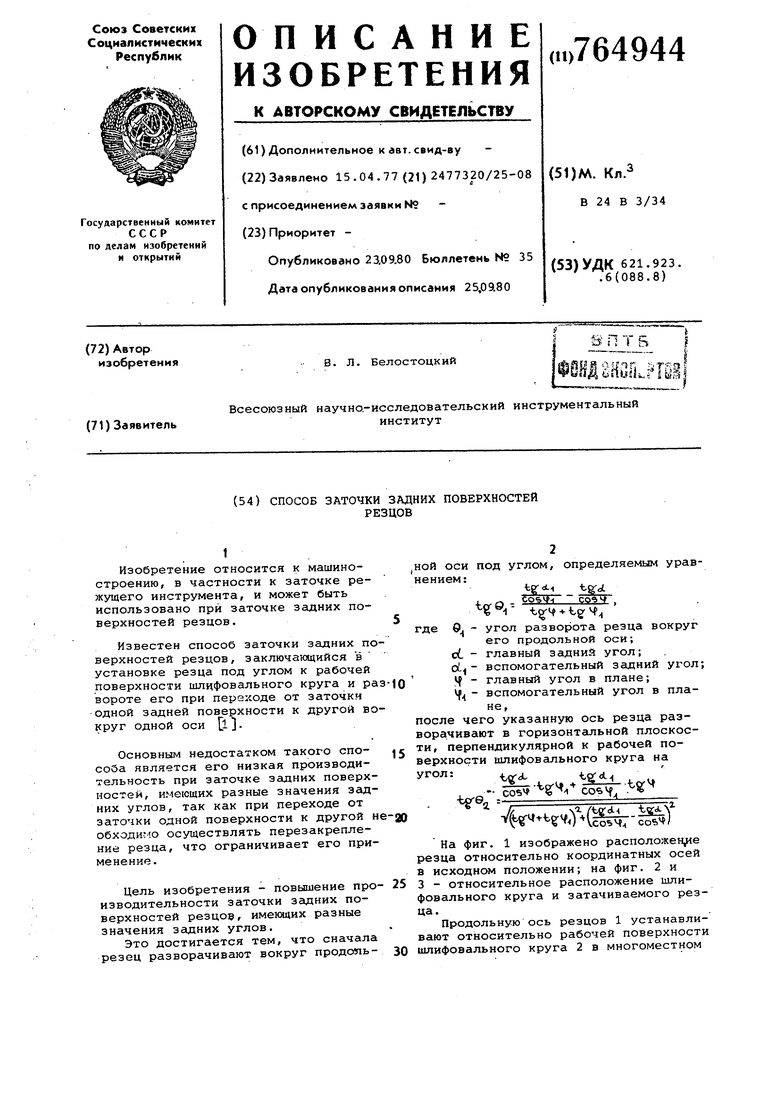
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ двухугловой заточки сверл | 1987 |
|
SU1511078A1 |
| Способ двухплоскостной заточки задней поверхности режущего инструмента | 1986 |
|
SU1423353A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ | 1973 |
|
SU361860A1 |
| Способ заточки сверл | 1987 |
|
SU1537478A2 |
| Способ плоскостной заточки спиральных сверл | 1988 |
|
SU1599178A1 |
| ПРИСПОСОБЛЕНИЕ для ЗАТОЧКИ ГРАНЕЙ И РАДИУСА ПРИ ВЕРШИНЕ РЕЗЦА | 1968 |
|
SU221526A1 |
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| Способ заточки задних поверхностей и радиуса при вершине прорезных резцов | 1987 |
|
SU1468721A1 |
| Приспособление для плоскостной заточки сверл | 1988 |
|
SU1618588A1 |
| Способ заточки спиральных сверл | 1981 |
|
SU1030140A1 |