112
Изобретение относится к металлообработке, а именно к вставкам для режущего инструмента.
Цель изобретения - повьппение производительности и качества обработ- ки - достигается за счет вьзсокой точности положения эачистной кромки относительно обрабатьгоаемой поверхности.
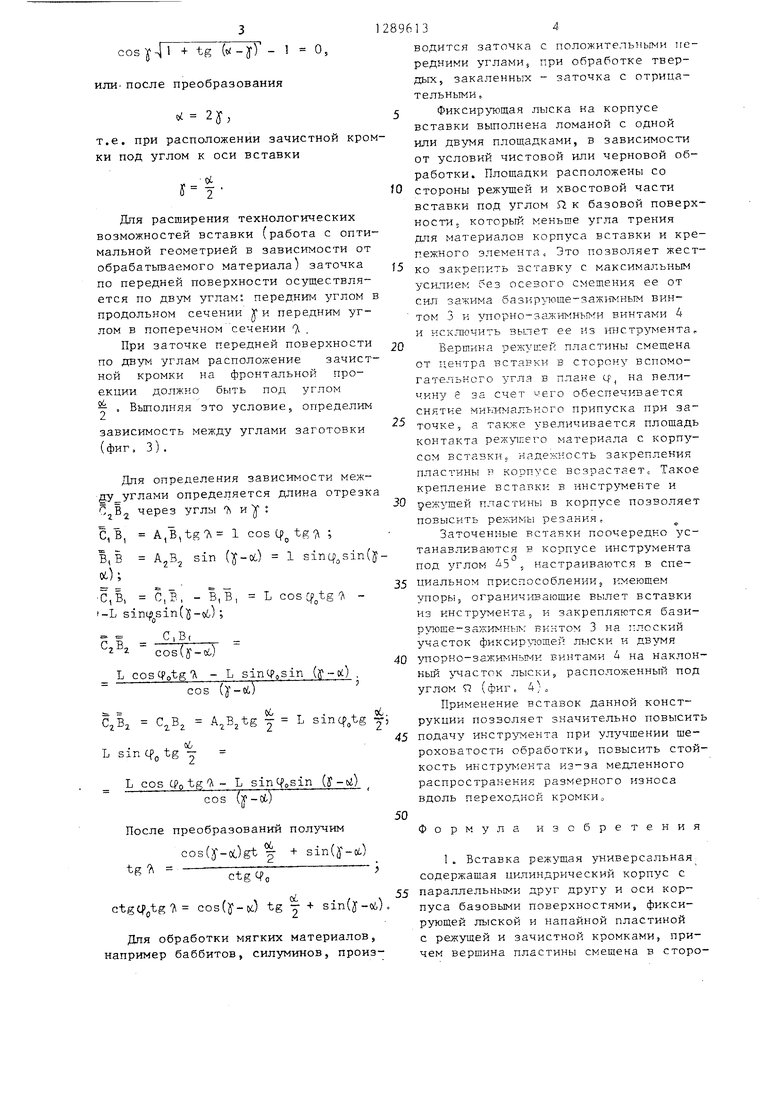
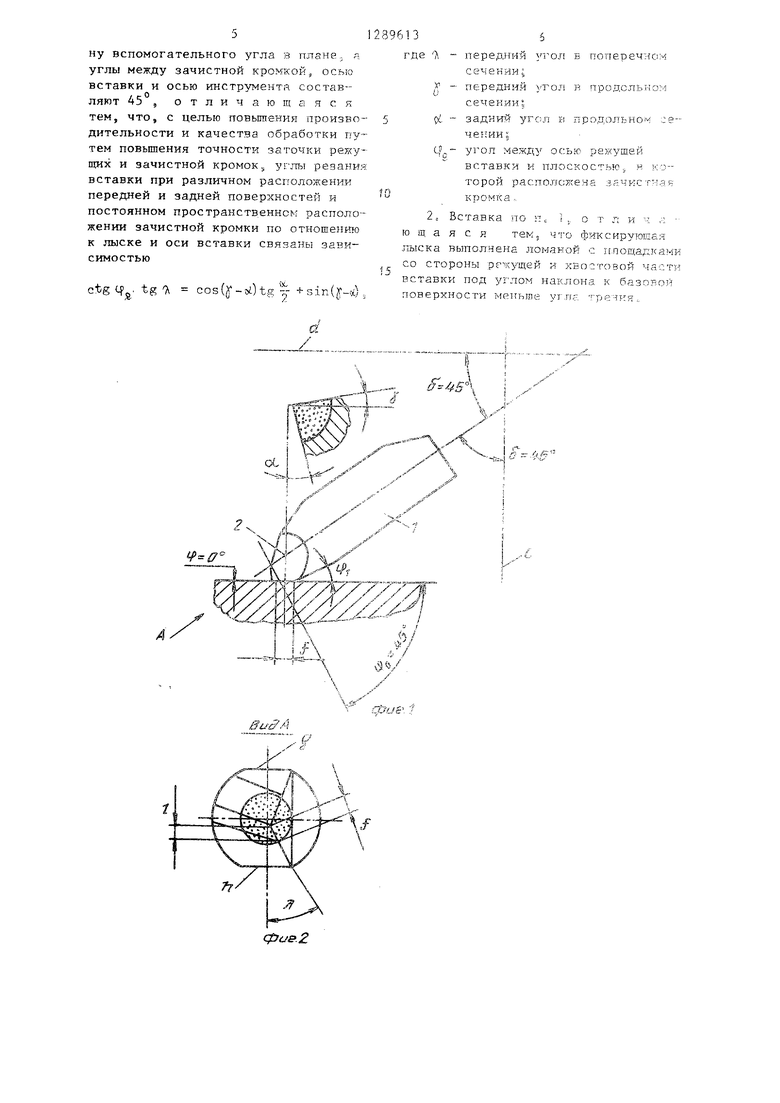
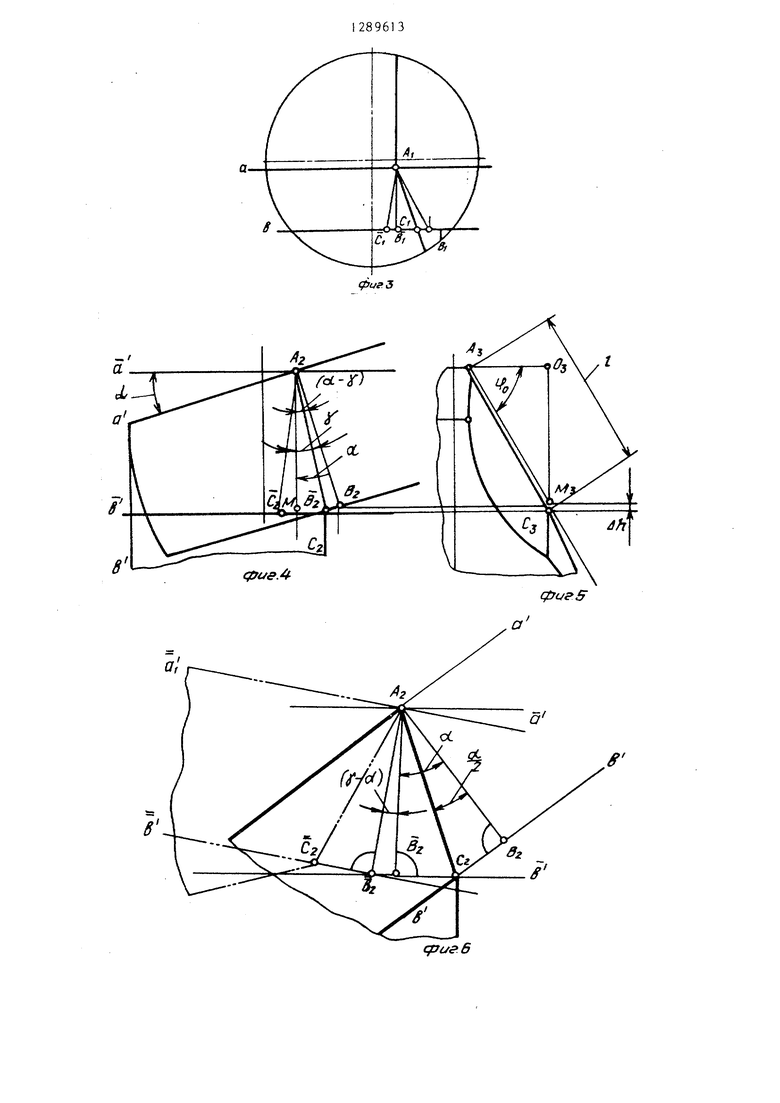
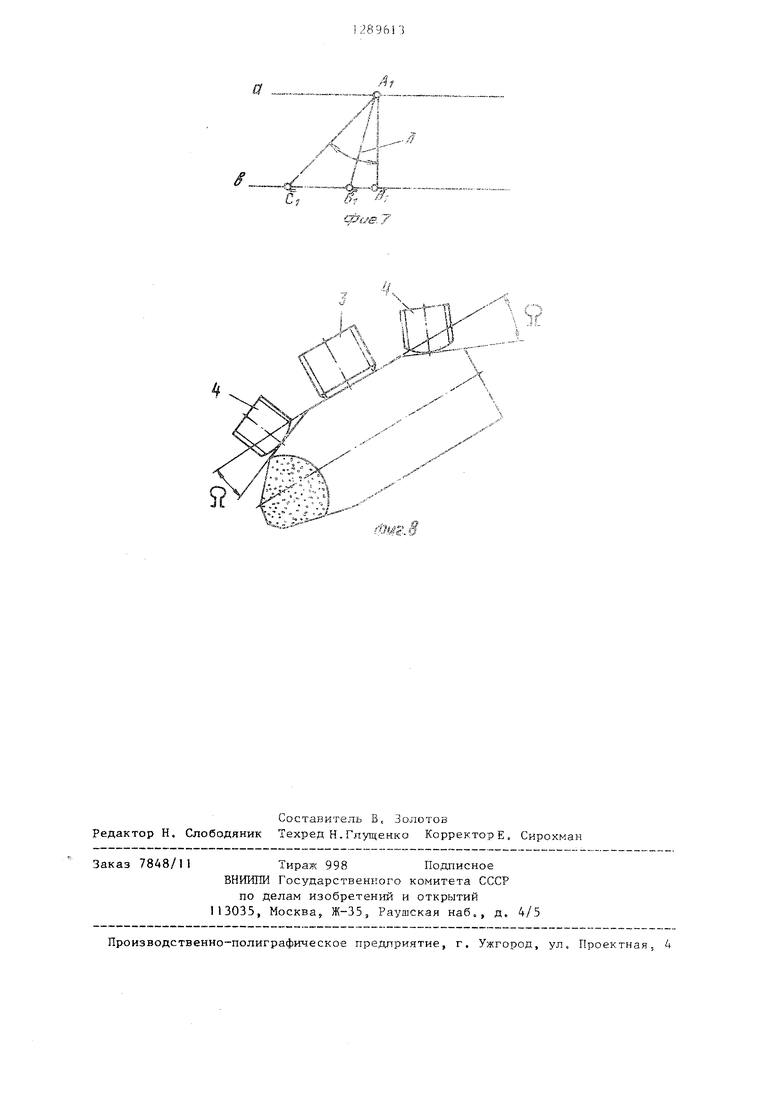
На фиг, 1 изображена вставка и ее расположение относительно корпуса инструмента и оси шг инделя, общий вид; на фиг. 2 - вид А па фиг, 1i на фиг, 3 - расположение зачистной кромки deждy прямыми а и Ь ; на фиг. 4 - расположение зачистной кромки после поворота режущей вставки на угол ос на фиг 5 - длина зачистной кромки; на фиг. 6 - схема взаимной связи углов заточки при формировании зачист- ной кромки; на фиг. 7 схема связи угла Л с зачистной кромкой; на .фиг, 8 - форма и расположение на корпусе фиксирующей лыски.
Вставка состоит из цилиндрического корпуса 1 и режущей пластины 2, На корпусе выполнены базовые поверхности g и h и фиксирующая лыска (фиг. 1), Режущая пластина имеет кромки, которые формируются заточкой вне корпуса инструмента под углами (фиг, 2): с, - задний угол в продольном сечении; V - передний угол в
продольном сечении;
РО
угол между
осью режущей вставки и плоскостью, в которой расположена зачистная кромка.
Углы заточки связаны математической зависимостью5 обеспечивающей расположение зачистной кромки в плоскости j расположенной под углом Cf, к оси вставки
ctgcf tg. cos(jj -. «.Hg I +
Взаимосвязь углов междау зачистной кромкой и осью вставки tp 45 и вставки к оси вращения шпинделя фрезерного станка (линия С) или расточ- ного, токарного (линия d) о 45 , а также поверхности а и Ь на корпусе, параллельные друг другу и образующей корпуса, служащие базой при изготовлении, ориентации по углу вставки в инструменте и приспособлении для заточки - все это обеспечивает универсальность, т.е. во эможность применения режущей вставки без конструктив32
ного изменения при обработке как плоких, так и цилиндрических поверхностей.
При заточке задних поверхностей по плоскостям в специальном приспособлении образуется ломаная поверхность, ребра которой параллельны и зачистная кромка лежит в плоскости, заданной двумя параллельными прямыми а и b под УГЛОМ с к плоскости, перпендикулярной оси вставки. При повороте режущей вставки на угол ri вокруг оси А,0 точка С., зачистной кромки смещается и занимает положение М и угол между зачистной KJIOM- кой и плоскостью изменяется на величину л tpp (на величину смещения точки U hi ,
Расстояние между прямьми q и Ь равно 1, определяем длину зачистной кромки
AjBj L sintfp;
- как один и
LC.A.B, /С.. тот же угол после поворота всей вставки на угол oi ;
- /. BjAjB i t L B,,A,C2 У;
s2
В,Сг A, В, tg (ос-у)
st,g((X-j) ;
А,С, А, С, - , -.|е , + sinq tg(o(:.-y)
е 81ПСР„4Г + tgIuL- yT,
Смещение точки С на величину fih определяется из выражения
uh A.BI -.
Л М
Мл 1 т
ljV.,,
; о S iT L sin
4t - tg(,
45
JQ ее L S1П Срд -Ь -{ 1 + tg(o(-3T I sinQs, S hosу -ll -f .
Зависимость погрешности расположения зачистной кромки определяется В1)гражением
h - L sinq cosy-xri+tg(ci--3-y-l
Погрешность расположения зачистной кромки может быть равной нулю при ср О, т..е. когда режущая вставка расположена, например, параллельно оси вращения фрезы, погрешность также может быть равной нулю при BhF- полнении условия
+ tg () - 1 0, или- после преобразования
2y,
т.е. при расположении зачистной кромки под углом к оси вставки
f- 2
Для расширения технологических возможностей вставки (работа с оптимальной геометрией в зависимости от обрабатываемого материала) заточка по передней поверхности осуществляется по двум углам; передниг- углом в продольном сечении У и передним утлом в поперечном сечении А
При заточке передней поверхности по двум углам расположение зачистной кромки на фронтальной проекции должно быть под углом . Вьтолняя это условие, определим
зависимость между углами заготовки (фиг, 3).
Для определения зависимости меж- ду углами определяется длина отрезка CjB через углы Т и :
С, В, A,B,tg A- 1 cosqj tg ;
В, В sin (-с,) 1 sinq),,siR(5 об);
с,в, с,в, - в,в, L cosQJ tg A - t-L sin(sin(3.) ;
С,В,
cos(
L cosQ otg A - L sint asin (y-ot) , cos (y-ci)
qSj qB,, Y L sinq)tg y L sin q g tg Y
L L (У-с) cos (y-(i)
После преобразований получим
cos(y-o(.)gt + sin() tg-A
ctgq o
oi
ctgq gtg A cos(y-ci) tg - + sin(j-()
Для обработки мягких материалов, например баббитов, силуминов, проиэ5
896134
водится заточка с положительными передними углами, при обработке твер- дьгх, закаленных - заточка с отрицательными
5 Фиксирующая лыска на корпусе вставки выполнена ломаной с одной или двумя площадками, в зависимости от условий чистовой или черновой обработки. Плошадки расположены со o стороны режущей и хвостовой части
вставки под углом гг к базовой поверхности; которьп меньше угла трения для материалов корпуса вставки и крепежного элемента. Это позволяет жест- 5 ко закрепить вставку с максимальным усилием без осевого смещения ее от сил зажима базнр тоще-зажи шым винтом 3 и упорно-заж1-1мньми винтами 4 и исключить вьитет ее нз инструмента, 0 Вершина режушей пластины смещена от центра вставки в сторону вспомогательного угла в Потане ср, на величину е за счет чего обеспечивается снятие минт мального припуска при заточке, а также увеличивается площадь контакта режущего материала с корпусом вставкиS налекность закрепления пластины и корпусе возрастаете Такое крепление вставки в ннстр: менте и 0 режущей пластины в корпусе позволяет повысить рекимы резания.
Заточенные вставки поочередно устанавливаются в корпусе инструмента под углом 45 . настраиваются в спе- 5 циальном приспособлении, имеющем упорЫ; огранич:.1вающие вылет вставки из инстр- мента 5 и закрепляются бази- рующе-зажи ньп ; винтом 3 на. плоский участок фиксирующей лыски и двумя 0 т1Орно-зажи шыми винтами 4 на наклонный s. iacTOK лыски 5 расположенньш под углом Т2 (фиг , 4 ; о
Применение вставок данной конструкции позволяет значительно повысить 5 подачу инструмента при улучшении шероховатости обработки, повысить стойкость инструмента из-за медленного распространения размерного износа вдоль переходной кромки о 0
Формула изобретения
1. Вставка режущая универсальная содержащая цилиндрический корпус с 5 параллельньхми друг другу и оси корпуса базовыми поверхностями, фиксирующей лыской и напайной пластиной с режущей и зачистной кромками, причем вершина пластины смещена в сторону вспомогательного угла в плане- я углы между зачистной кромкой;, ось;о вставки и осью инструментгч составляют 45 , отличающая с я тем, что, с целью повьтения производительности и качества обработки путем повышения точности заточки режущих и зачистной кромокS углы резания вставки при различном расположении передней и задней поверхностей и постоянном пространственном расположении зачистной кромки по отношенгао к лыске и оси вставки связаны зависимостью
ctg Cf . tg Л cos()tg - +sin(,x)
где , - передний угол Б попереч;1С М
сечении j « - передний утол в продольном
сечении; Cs. - задний в продольном ::еЧег:ИИ|
Ч,-, угол междлг осью режущей
вставки и плоскостью., н которой расположенй зачистиая кромка 2, Вставка по Пс К. о т л и ч л - ю щ а я с я тем, что фиксируюшая лыска выполнена ломаной с площадками со стороны ргжущей и хвостовой части вставки под углом наклона к базовой поверхности меньше угля, тречкя,.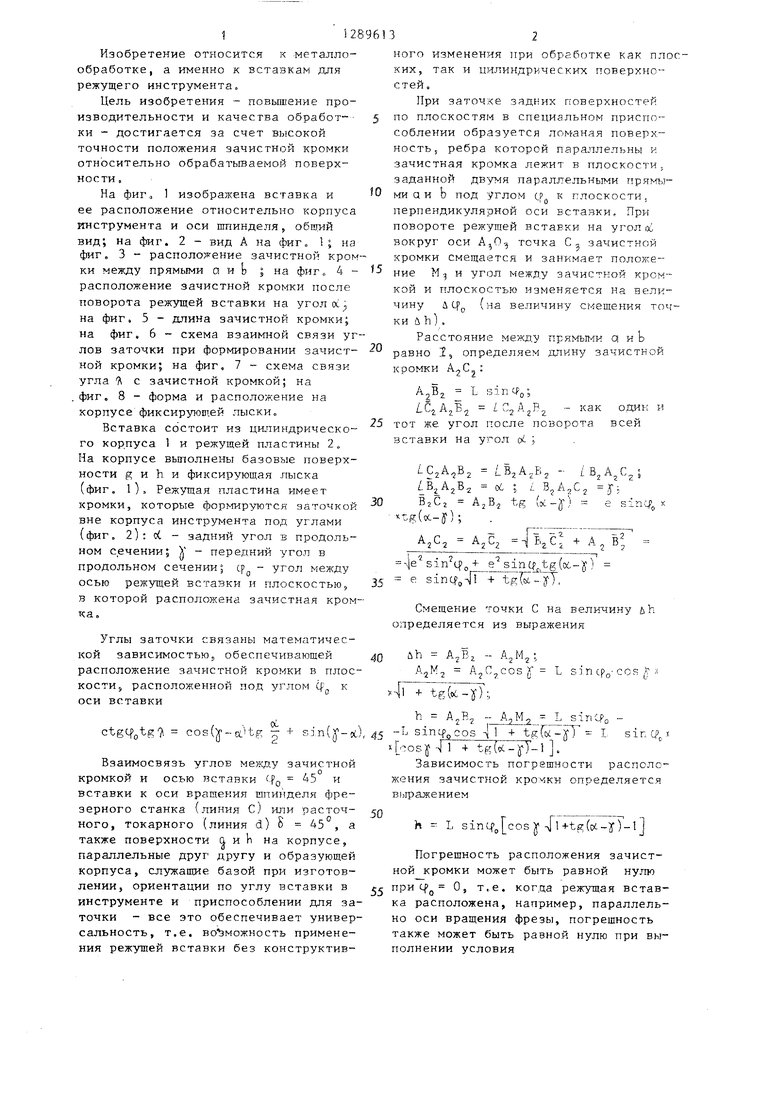
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| Способ определения смещений массива горных пород в скважинах,обсаженных гибкими трубами | 1985 |
|
SU1263848A1 |
| Способ заточки задних поверхностей сверл | 1988 |
|
SU1668109A1 |
| Ротационный резец | 1988 |
|
SU1634372A1 |
| Способ определения шага винтовых стружечных канавок многолезвийного инструмента | 1986 |
|
SU1335429A1 |
| Двусторонняя режущая вставка и фрезерный инструмент | 2015 |
|
RU2662752C1 |
| Способ плоскостной заточки спиральных сверл | 1988 |
|
SU1599178A1 |
| Способ заточки сверл | 1987 |
|
SU1537478A2 |
| Способ получения корней стружки | 1989 |
|
SU1699720A1 |
| Способ изготовления зуборезного инструмента | 1990 |
|
SU1797532A3 |
Изобретение относится к металлообработке; а именно к вставкам для режущего инструмента, Пель изобретения, заключающаяся в повышении производительности и качества обработки достигается за счет высокой точности положения зачистной кромки относительно обраоатываемой поверхности. Вставка состоит из цилиндрического корпуса и режушей пластины. На корпус выполнены базовые поверхности фи ксирупшая , Режлтдая пластина мeeт KpoMKii, углы заточки котоX sin (у-csi/ , где Л - нередкий угол в попе- ре-:но : сечении; у - передний угол в продольном сечен1:и; сс - задний угол в продольном сечении; Ср - угол между осью вставки и плоскостью. в которой расположена зачистная кромка,, Взакмосв,чзь углов обеспечивает универсальность, т.е. возможность применени,1 без конструктивного изме нения при обработке как плоских, так и цилиндрическр-:х поверхностей, Фикси- руюшая лыска на корпусе вставки выполнена ломаь ой. Площадки расположены под углом К базовой поверхности. причем угол этот меньше угла трения для материалов корпуса вставки и крепежного элемента, 1 з.п,ф-лы, 8 ил. vS ,(-% L// I StErib 1ЧЭ
е-
ji...--,
I S
X ч
8
фс/г&
g
Cf Cfff6
c,
Составитель В, Золотев редактор Н. Слободяник Техред Н. Глутценко Корректор Е. Сирохман
78А8/11
Тираж 998 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое пре ц1риятие, г, Ужгород, ул. Проектная, 4
| Фрезы торцовые насадные и концевые с коническим хвостовикоь ; оснащенные сверхтвердыми синтетическими материалами | |||
| - Инструкция по эксплуатации | |||
| Сестрорецкий инструментальный завод им, Воскова, 1984,, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
