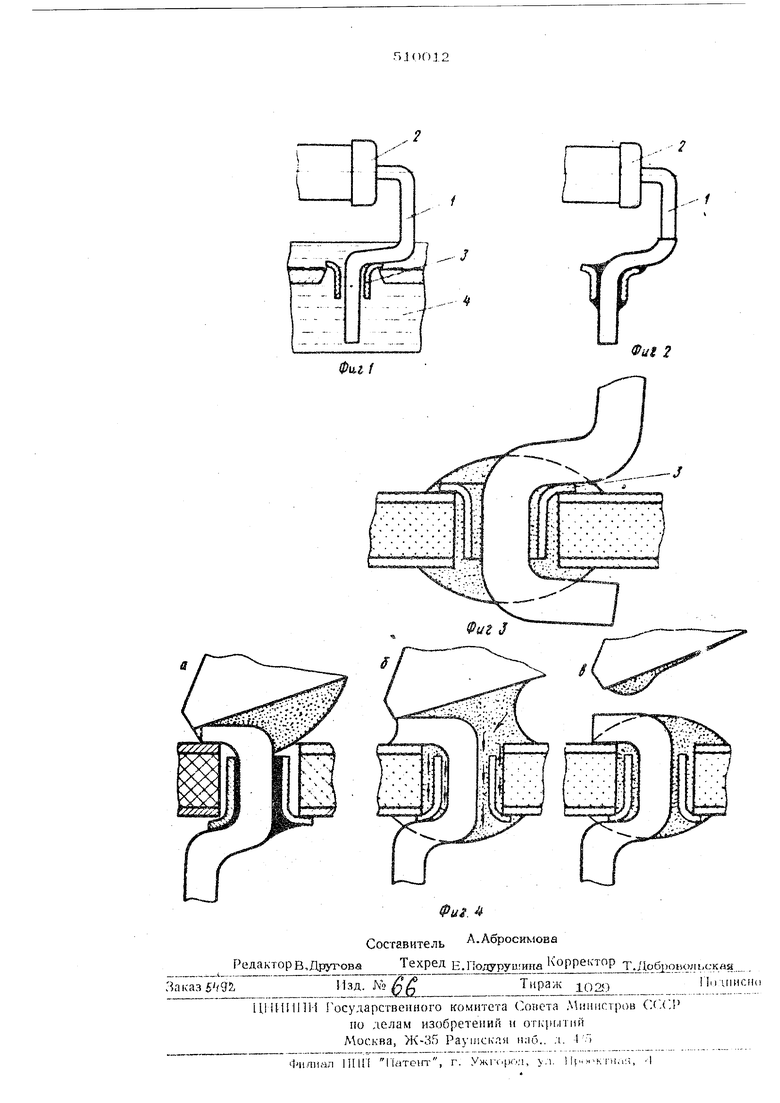
(54) СП(Х:ОБ ПРИПАЙКИ ВЫВОДОЕ К ДВУСТОРОННЕЙ ПЛАТЕ
ПЕЧАТНОГО МОНТАЖА г. ринш.й iiOMariioii платы с облуж-ииыми Г1|.1Оводникпми, закрепляют путем за и6кн концов, и паяют паяльником или окунйи ем в расплавленный припой со стороны платы,, не имеющей элементов, получая при этом заклепку |ИЗ припоя, армироваинук5 Т10луг истоном, спаянную, с обоими про водниками, расположенными на противоположных сторонах платы, и. заполнившую отверстие. Заклепка образуется благодаря капиллярному э 1 фекту и явлеш смачиваемости, действие которых в течение всего процесса oeecneMHsa- triir применением припоев для лужения выводных концов совместно с полуrmcтонамя н проводников, имеющих более ииэкую температуру плавления, чем припой для пайки, а также, в спутав пайкг5 паяльшком. подбором соответствующей мощнсютй паальника, Ма фиг. 4 показаны этапы механизма образования заклепки s случае пайки паял ником. 4а --начальный этап. Паяльник при коснулся к узлу. Спаиваемые элементы еще не прогреты, 46 промежуточный этап. Спаиваемые элементы прогреть до расплавления слоя обслуживающего иж прйпояг Припой с паял jfHKa, во-первых, за счет действия 11апилл трного эф4)екта проникает между БЫВОг.эм и внутрен11ей поверхностью полуписто на и вытекает наружу, растекаясь по го-ловке полу11исто}ш, во-вторых, за счет смачивания наружной поэерхности полупи стона заполняет зазор между стенкой отверстия в плате и полупистоном и, направ ляясь головкой, вытекает на поверхность контактной площадки и расплавляет припой, облуживакчций ее. Далее оба потока, соединив 11ись, образуют головку заклепки слившуюся с припоем, покрывающим поНч-лн.-ч-ть к(||1Тпктн.1Г rbioiiifiiiKH ировидника и (:Т-)ЖСНЬ, з«г1олиив111и(1 отв рстио, 1в - окончатгльный этап. Пайлк.иик отнят от узла. Образовалась вторая головка заклепки. Припой затвердевает. Эффективность предлагаемого способа заключается в следующем. Снижение трудоемкости- изготовления печатных узлов, их себестоимости и капитальных затрат, путем замены процесса армирования отверстий платы совмещенным процессом обслуживания выводных концов навесных елементов и установки и припайки полупистонов на них, допускающим механизацию и автоматизацию; возможности замены операции сверления и зелкования отверстий пробивкой ка штйМпах в связки со снижением требований к состоянию поверхности отверстий; сохраиение электрических параметров диэлектрика за счет откава от применения агрессивных жидкостей, надежность механичесгхого крепления и электрического контакта за счет образования армированной полу- пистоном заклепки из припоя. Формула изобретения Способ припайки выводов к двусторонней плате печатного монтажа, при котором облуживают выводы, в отверстия печатной платы устанавливают пистоны, в которых размешают выводы, и производят пайку, отличающийся тем, что, с целью повышения качества паяного соеди нения и упрощения процесса пайки, нисто.ны перед размешонием в отверстиях пе- чатной платы надевают на вьГводь; и припаивают каждый пистон к выводу в процессе обслуживания последнего.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки изолированных проводов с контактными площадками печатных плат | 1975 |
|
SU585925A1 |
| СПОСОБ СБОРКИ ГИБРИДНО-ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 2006 |
|
RU2315392C1 |
| СПОСОБ ПАЙКИ БЕЗВЫВОДНЫХ ЭЛЕКТРОРАДИОИЗДЕЛИЙ НА ПЕЧАТНУЮ ПЛАТУ | 2006 |
|
RU2311272C1 |
| Способ пайки печатных плат | 1980 |
|
SU927427A1 |
| Способ пайки выводов микросхем на печатные платы | 1989 |
|
SU1680452A1 |
| Способ групповой пайки | 1986 |
|
SU1382606A1 |
| Способ монтажа электрорадиоэлемента на печатную плату | 1980 |
|
SU966936A1 |
| Устройство для пайки выводов микросхем | 1974 |
|
SU565785A1 |
| Устройство для пайки | 1981 |
|
SU984753A1 |
| Способ пайки радиоэлементов к печатной плате | 1985 |
|
SU1299720A1 |