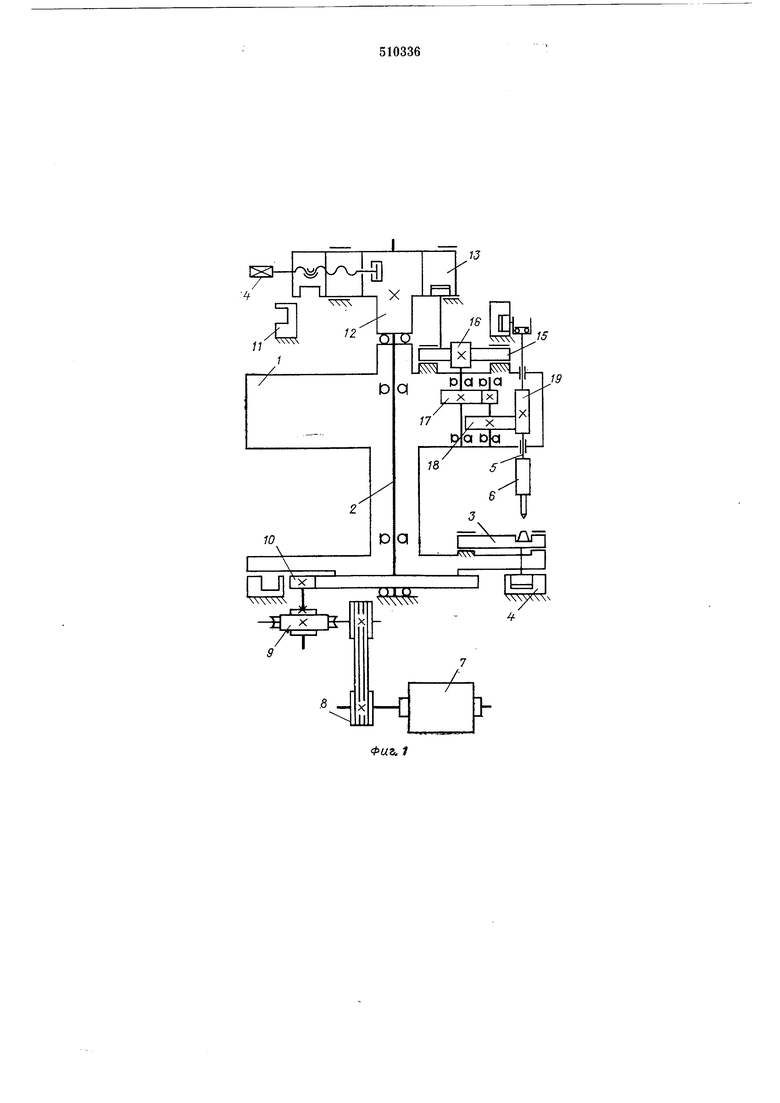
говым патроном 6 с инструментом. Вращение ротору передается от электродвигателя 7 через клиноременную передачу 8, редуктор 9 и зубчатую пару 10.
Подача шпинделей осуществляется от жестко закрепленного копира 11. На оси 2 неподвижно закреплена опора 12, в направляющих которой закреплен копир 13 вращения шпинделей. Копир может смещаться относительно опоры в радиальном направлении посредством винтовой передачи 14. От копира 13 через ролик, ось которого жестко укреплена в рейке 15, последней сообщается возвратно-поступательное движение. С рейкой находится в зацеплении шестерня 16, от которой через зубчатую пару 17 и шестерню 18 сообщается реверсивное вращение шестерне 19, жестко укрепленной на шпинделе.
Работает автомат следующим образом.
При подходе к лотку с деталями (на фигуpax не показан) ползун 3 смещается под него так, что оси штыря и детали совмещаются. При вращении ротора детали, имеющие отверстие, нанизываются на штырь и укладываются на специальную площадку на ползуне. Ползун с деталями отводится под вращающиеся шпиндели 5 с инструментом и происходит процесс резьбообразования. Образование резьбы производят по методу «самозатягивания инструмента.
Далее от копира 13 осуществляется реверс щпинделей с одновременным отводом их копиром 11, происходит вывод инструмента из детали. Деталь при этом удерживается на ползуне специальными неподвижными упорами (на фигурах не показаны). Готовое изделие сбрасывается и начинается новый цикл.
На схеме регулирования скорости щпинделей от копира дискового типа (см. фиг. 2) приведены следующие обозначения: Oi - центр вращения шпиндельного блока; Оз - центр копира, а и а - траектории движения роликов приводных реек; b и Ь - их начальные окружности. Изменением соотношения Ri и регулируется скорость вращения шпинделей. Схема позволяет производить настройку на
совершение правых (окружность а) и левых (окружность а ) вращений с исходного положения, что расширяет диапазон применения автомата, так как позволяет производить партионную обработку изделий с правой и левой
резьбой.
Регулирование скорости от копира барабанного типа (см. фиг. 3) осуществляется путем изменения утла наклона копира относительно оси его закрепления. Схема позволяет производить реверс шпинделей с исходного положения.
Формула изобретения
Роторный автомат для нарезания внутренних сквозных резьб с установленными на роторе шпиндельными блоками, получающими вращение от копира, отличающийся тем,
что, с целью повышения срока службы инструмента и расширения технологических возможностей автомата, последний снабжен жестко закрепленной на оси ротора опорой с направляющими для перемещения по ним копира, взаимодействующего с самотормозящейся винтовой передачей, винт которой установлен на опоре, а гайка закреплена на копире.
а
Фи-г,. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный рабочий ротор | 1976 |
|
SU679374A1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| Роторный автомат для нарезания резьбы | 1990 |
|
SU1750877A1 |
| Полуавтомат для обработки деталей по контуру | 1981 |
|
SU1057003A1 |
| Шпиндельный узел резьбонарезного станка | 1985 |
|
SU1292953A1 |
| Станок для механической обработки | 1978 |
|
SU841784A1 |
| Роторный автомат для нарезания резьбы в гайках | 1990 |
|
SU1822814A1 |
| РОТОРНЫЙ АВТОМАТ ДЛЯ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 1972 |
|
SU346086A1 |
| Ротор для механической обработки заготовок | 1973 |
|
SU442043A1 |
| Роторный автомат для нарезания резьбы в гайках | 1982 |
|
SU1076224A1 |

0(
Фиъ. 3
