освобождения цилиндрических изделий, транспортируемых конвейером, общий вид.
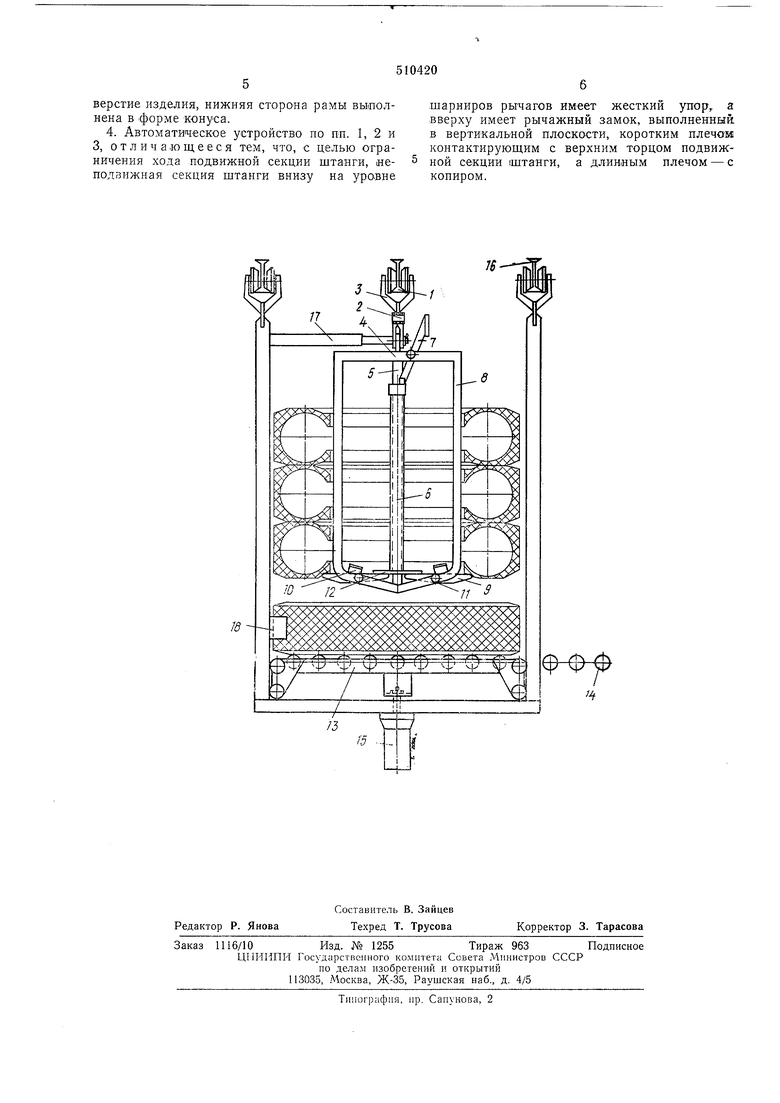
Вдоль ходового пути 1 Конвейера скрепленные с тяговым элементом 2 установлены ходовые каретки 3, ла которых шарнирно закреплены рычажные подвески 4, содержащие штангу, выполненную в виде неподвижной секции 5 и подвижной секции 6, скрепленных рычажным замком 7, отпирающимся копиром (на чертеже не показан). На щтанге к концам ее неподвижной секции 5 жестко прикреплела рама в, вертикальные боковые стороны которой расположены симметрично продольной оси штанги, а низ имеет форму конуса.
Рычажные захваты выполнены в виде двух двуплечих, симметрично расположенных рычагов 9, щарнирно прикрепленных к раме 8 на концах ее нижней стороны с возможностью их свободного поворота, ограничивающегося упорами 10, в .вертикальной плоскости от своего нормального горизонтального положения вверх и вниз до утапливания в раму 8. Оси шарниров 11 смещены в сторону штанги от центра тяжести двуплечих рычагов 9, короткие плечи которых упираются во фланец 12 нижнего торца подвижной секции 6.
Загрузочный стол 13 имеет рольганг 14, перемещающийся вертикально пиевмоцилиндром 15, и направляющие 16, обеспечивающие горизонтальное перемещение загрузочного стола 13 вдоль ходового пути 1 за счет механизма захвата 17, жестко закрепленных на столе 13, на котором жестко смонтированы упоры 18, обеспечивающие центровку цилиндрических изделий, например пневматических шин, на рольганге 14.
Автоматическое устройство работает следующим образом.
По ходовому пути 1 посредством тягового элемента 2 двигаются ходовые каретки 3 с шарнирно закрепленными рычажными подвесками 4. Пневматические шины ло рольгангу 14 попадают на загрузочный стол 13 и останавливаются упорами 18. Механизм захвата 17 кареток сцепляется с ходовой кареткой 3, загрузочный стол 13 по направляющим 16 сдвигается до останова конвейера, в результате чего достигается центровка рычажной подвески 4 и загрузочного стола 13 с пневматической шиной в момент загрузки конвейера.
Срабатывает пневмоцилиндр 15, загрузочный стол 13 вместе с иневматической шиной вертикально поднимается, при этом внутреннее отверстие пневматической шины заходит на раму 8, а двуплечие рычаги 9 поворачиваются вокруг осей шарниров 11 и утапливаются в раму 8 до упоров 10. В момент прохождения нижнего борта пневматической шины двуплечих рычагов 9 последние под действием дисбаланса внешнего плеча рычага 9 занимают .нормальное горизонтальное положение. Затем пневмоцилиндр 15 опускает загрузочный стол 13, а пневматическая шина удерживается за нижний борт двуплечими рычагами 9 на раме 8 рычажной подвески 4.
Своим весом пневматическая шина через двуплечие рычаги 9 перемещает подвижную секцию 6 вверх по неподвижной секции 5 штанги до фиксации рычажным замком 7. Цикл навешивания пневматических щин на рычажную подвеску повторяется до ее полного заполнения.
При заполнении подвески конвейер включается и подводит следующую рычаж1ную подвеску 4 к загрузочному столу 13. В месте загрузки рычажных подвесок установлен копир, который воздействует на рычажный замок 7, под действием веса стопки пневматических шин двуплечие рычаги 9 поворачиваются внешним концом вниз, а пневматические шины освобождают рычажную -подвеску 4, затем подвижная секция 6, двуплечие рычаги 9
и рычажный замок 7 становятся в исходное положение.
Формула изобретения
1. Автоматическое устройство для захвата, хранения и освобождения цилиндрических изделий, транспортируемых конвейером, содержащее штангу, выполненную в виде неподвижной и .подвижной секций, скрепленных рычажным замком, отпираемым копиром, и смонтированные на штанге рычажные захваты для опирания на них захваченных цилиндрических изделий, отличающееся тем, что, с целью автоматического поштучного захвата и хранения нескольких изделий, на щтанге к концам ее неподвижной секции жестко прикреплена как минимум одна рама, вертикальные боковые стороны которой расположены симметрично продольной оси штанги
и проходят внутрь захватываемых изделий, а рычажные захваты выполнены в виде двух двуплечих, симметрично расположенных рычагов, шарнирно прикрепленных к раме на концах ее нижней стороны с возможностью
их свободного поворота в вертикальной плоскости от своего нормального горизонтального положения вверх и вниз до утапливания в раму, причем оси шарниров смещены от центра тяжести рычагов в сторону щтанги, короткие плечи рычагов выполнены упирающимися в нижний торец ее подвижной секции.
2.Автоматическое устройство по п. 1, отличающееся тем, что, с целью обеспечения постоянного контакта плеч рычагов с
торцом подвижной штанги при раскрытии замка и освобождении захвата от изделий, на торце подвижной секции штанги установлен фланец, горизонтальная нижняя плоскость которого контактирует с короткими плечами
рычагов захвата, а на раме у шарниров рычагов прикреплены упоры, ограничивающие в нужных пределах угол поворота рычагов.
3.Автоматическое устройство по нп. 1 и 2, отличающееся тем, что, с целью центрирования и надежного прохода захвата в отверстие изделия, нижняя сторона рамы выполнена в форме конуса.
4. Автоматическое устройство по пп. 1, 2 и 3, отличающееся тем, что, с целью ограничения хода подвижной секции штанги, иеподзижная секция штанги внизу на уровне
шарниров рычагов имеет жесткий упор,, а вверху имеет рычажный замок, выполненный, в вертикальной плоскости, коротким плечоМ контактирующим с верхним торцом подвижной секции штанги, а длинным плечом - с копиром.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для захвата, хранения и освобождения цилиндрических изделий | 1978 |
|
SU763221A1 |
| Устройство для транспортировки колес | 1977 |
|
SU740638A1 |
| Шаговый конвейер | 1980 |
|
SU939350A1 |
| Устройство для навешивания заготовок покрышек на конвейер | 1987 |
|
SU1452706A1 |
| Устройство для перегрузки подвесок с одного конвейера на другой | 1975 |
|
SU632624A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1979 |
|
SU927539A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |
| Поточная линия для сварки изделий в виде тел вращения | 1975 |
|
SU649531A1 |
| Устройство для загрузки люлечного элеватора штучными грузами | 1985 |
|
SU1276592A1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
4
