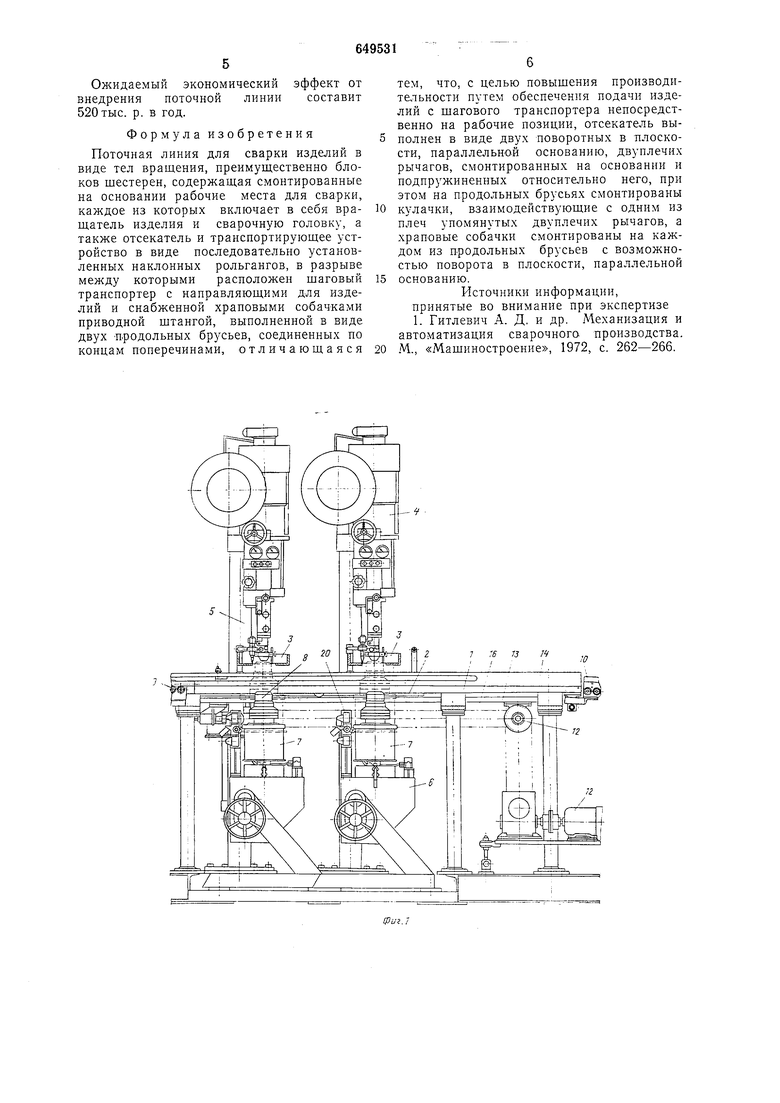
Направляющие 13 предназначены для перемещения по ним .роликов щтанги 2, боковые листы 14 предохраняют блоки щестерен 3 от бокового смещения. Направляющие 15 являются сменными, которые меняют при сварке других типов шестерен.
Нривод 12 штанги 2 состоит из электродвигателя, зубчатой муфты, расположенной на выходном (тихоходном) валу редуктора. Все элементы нривода смонтированы на общей плите, а плита щарнирно закреплена на основании, что дает возможность производить натяжение приводной цепи. Вал ведущей цепи 16 крепится кна правляющим 13 и служит для передачи вращения от приводной цени на две цепные передачи, соо-бщающие штанге возвратно-поступательное движение. Отсекатели правый 17 и левый 18 предназначены для остановки ПО рольгангу 9 блоков шестерен 3 и периодической нощтучн-ой их загрузки иа позиции сварки. Поворот отсекателей 17 и 18 при загрузке блоков шестерен происходит при воздействии кулачков 19 штанги 2 на плечи рычагов отсекателей 17 и 18, а возвращение в исходное положение-- под действием пружин (на чертежах не показаны). Переключатели 20 крепятся к направляющим 13 на каждой из двух сварочных позиций и служат для подачи сигнала о наличии блоков щестереи 3 на этих позициях. При перемещении по направляющим блок щестерен 3 своим нижним торцом воздействует на штырь переключателя.
При повороте штыря флажок, закрепленный на другом его конце, воздействует на бесконтактный конечный выключатель.
При отсутствии сигнала с любой из сварочных позиций цикл на этой позиции прерывается.
Штанга 2 состоит из двух продольных брусьев квадратного сечения, связанных между собой поперечинами, и снабжена четырьмя роликами для перемещения по направляющим рамы 13. Для захвата и перемещения блоков шестерен 3 штанга 2 имеет три пары храповых собачек 21, закрепленных на брусьях с шагом L, равным расстоянию между сварочными позициями установки. Правая пара храповых собачек 21 служит для передачи сваренных блоков щестерен 3 с позиции сварки на разгрузочный рольганг 10, остальные две пары при перемещении штанги поочередно захватывают лежащие на загрузочном рольганге 9 блоки шестерен 3, собранные под сварку, и перемещают их на сварочные нозиции. Одновременно при перемещении штанги кулачки 19 воздействуют на плечи рычагов отсекателей 17 и 18, установленных на основании 1, и поворачивают их, давая возможность блокам шестерен перемещаться на сварочные позиции.
Конструкция храповых собачек 21 позволяет им при обратном ходе штанги 2 проходить мимо блоков щестерен, лежащих на загрузочном рольганге 9.
Перемещение щтанги 2 осуществляется с -помощью электромеханического цепного привода 12. Ограничение хода по обе стороны осуществляется жесткими упорами 22, а выключение привода в крайних положениях щтанги 2 - бесконтактными конечными выключателями. Для обеспечения работы поточной линии в автоматическом режиме с заданной производительностью служат устройства для нодачи шестерен 3 на позиции сварки и выдачи готовых блоков.
Работает предлагаемая поточная линия следующим образом.
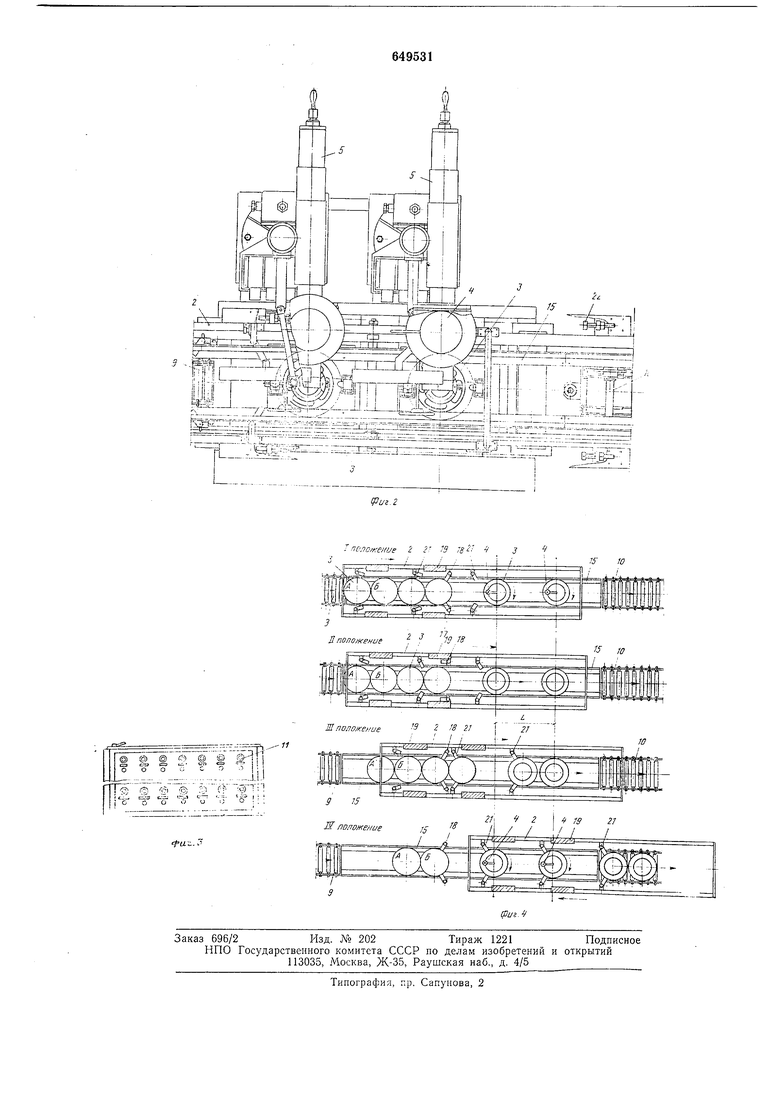
Собранные под сварку блоки шестерен 3
по рольгангу 9 подаются до упора в отсекатели 17 и 18, закрепленные на основании
1(см. положение 1). В этО время на двух позициях сварки находятся блоки щестерен 3, сваренные за предыдущий цикл. Штанга
2находится при этом в исходном положеНИИ.
При движении штанги 2 вправо (см. положение II) копиры 19, воздействуя на рычаги отсекателей 17 и 18, отводят отсекатели в нейтральное положение.
Храповые собачки 21 выходят из пазов в боковых листах 14 и занимают рабочее положение.
При дальнейшем движении штанги 2 (см. положение 1П) правая пара храповых
собачек 21 снимает сваренный блок шестерен 3 с нозиции А сварки, средняя пара храповых собачек 21 забирает блок шестерен 3, собранный ПОД сварку, и леремещает его по направляющим 15, а отсекатели 17 и 18 возвращаются в исходное положение, удерживая очередной блок. Захват второго блока щестерен 3 происходит аналогично левыми храповыми собачками 21 при дальнейшем движении штанги 2 вправо.
При конечном положении IV штанги 2 ранее сваренные блоки шестерен 3 правыми храповыми собачками 21 передаются иа разгрузочный рольганг 10, а собранные
под сварку устанавливают на сварочные позиции А и Б. Штанга 2 возвращается в исходное положение для начала следующего цикла. Если сварка производится только на одной позиции А или Б, то нео-бходиМО снять соответственно этой позиции пару кулачков 9 и установить соответствующие храповые собачки 21 в нейтральное положение.
Использование поточной линии обеспечит сварку блоков щестерен трактора Кировец «К.-701, других тракторов и автомобилей взамен применяемой в настоящее время клепки, повысит их прочность и долговечность, уменьщит трудоемкость их изготовления и повысит производительность.
Ожидаемый экономический эффект от внедрения поточной линии составит 520 тыс. р. в год.
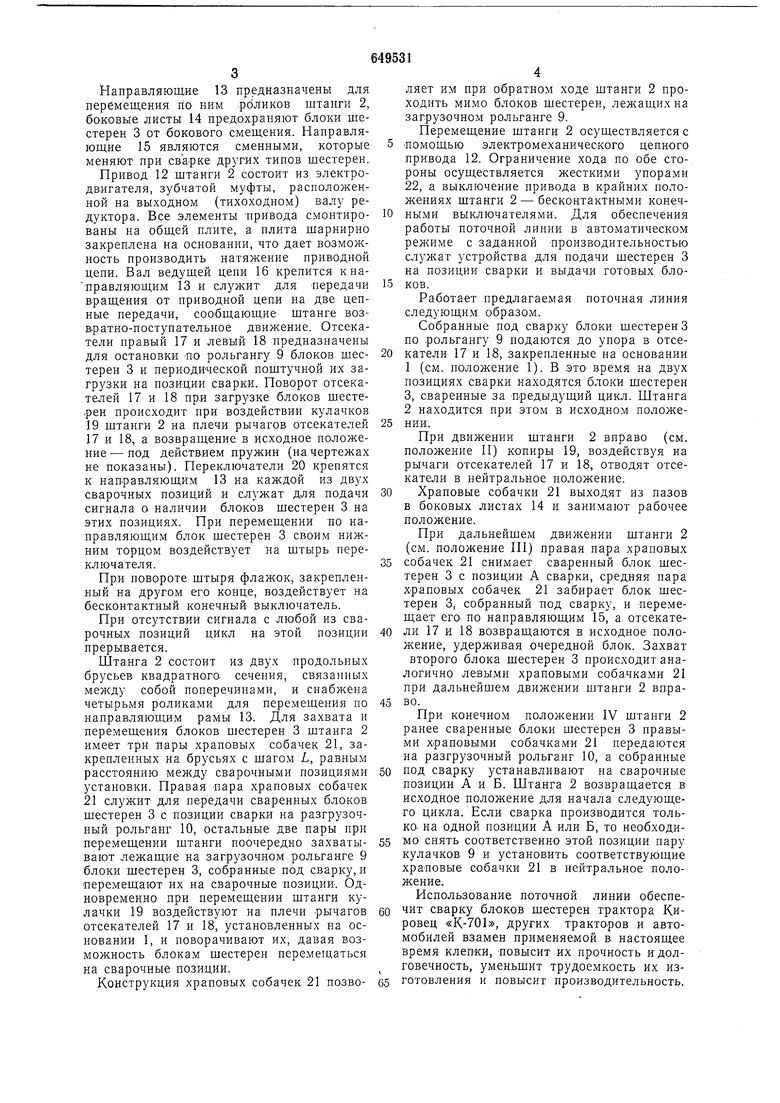
Формулаизобретения
Поточная линия для сварки изделий в виде тел вращения, преимущественно блоков щестерен, содержащая смонтированные на основании рабочие места для сварки, каждое из которых включает в себя вращатель изделия и сварочную головку, а также отсекатель и транспортирующее устройство в виде последовательно установленных наклонных рольгангов, в разрыве между которыми расположен шаговый транспортер с направляющими для изделий и снабженной храповыми собачками приводной щтангой, выполненной в виде двух продольных брусьев, соединенных по концам поперечинами, отличающаяся
тем, что, с целью повыщения производительности путем обеспечения подачи изделий с щагового транспортера непосредственно на рабочие позиции, отсекатель выполнен в виде двух поворотных в плоскости, параллельной основанию, двуплечих рычагов, смонтированных на основании и нодпружиненных относительно него, при этом на продольных брусьях смонтированы кулачки, взаимодействующие с одним из плеч упомянутых двуплечих рычагов, а храповые собачки смонтированы на каждом из продольных брусьев с возможностью поворота в плоскости, параллельной основанию.
Источники информации,
принятые во внимание при экспертизе
1. Гитлевич А. Д. и др. Механизация и
автоматизация сварочного пронзводства.
М., «Мащиностроение, 1972, с. 262-266.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОВОРОТНЫХ СТЫКОВ ТРУБLL :'.и.и^ .•; ..i-^ r;v,:;iTi;3 -•>& 1;::;:-:^;[:с::;п р';5л:;о1^;:А | 1965 |
|
SU173358A1 |
| Автоматическая линия спутникового типа | 1983 |
|
SU1133070A1 |
| Устройство для сборки и сварки кольцевых швов труб с фланцами | 1987 |
|
SU1433730A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки листовых конструкций | 1977 |
|
SU707740A1 |
| Механизированная поточная линия | 1978 |
|
SU766807A1 |
| Автоматизированная поточная линия для сборки и сварки колес из двух заготовок | 1981 |
|
SU1229000A1 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| Поточная линия | 1974 |
|
SU649530A1 |
зШг I
