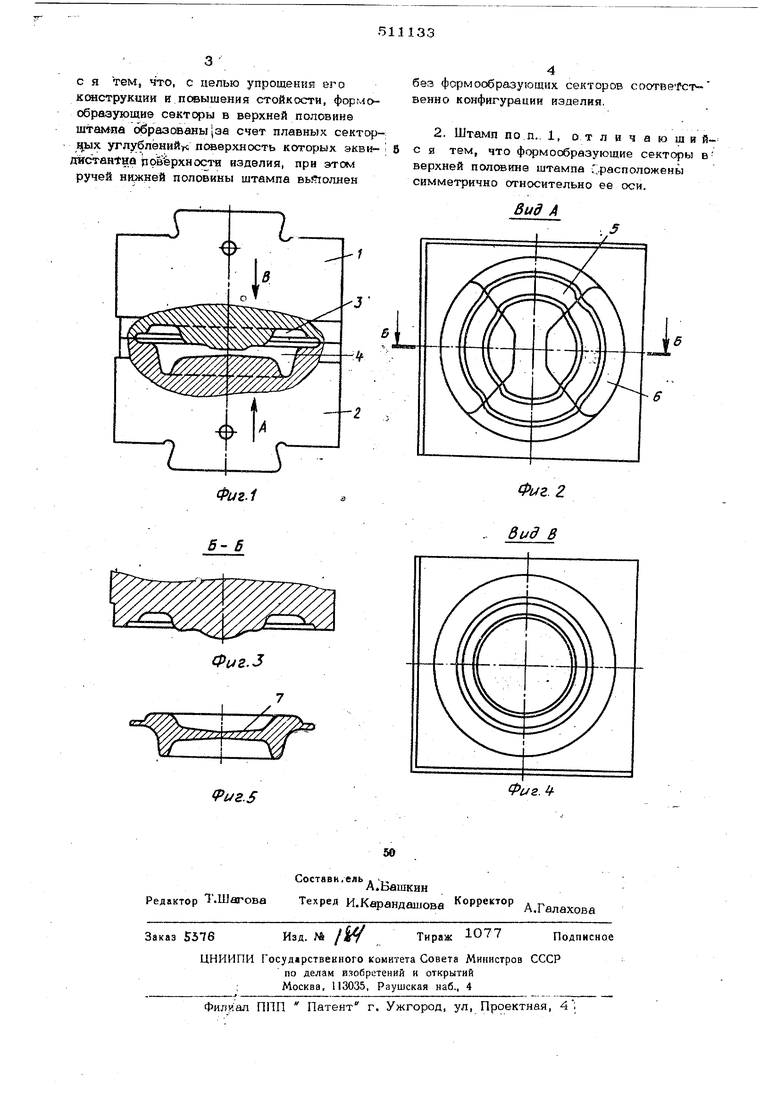
Изобретение касается обработки метиллов давлением. Известны штампы для секторной штамповки круглых в плане изделий, содержащие выполненные в верхней и нижней поло винах штампа соответствующие ручьи с формообразующими секторами. Однако такие штампы сложны, а стойкость их низкая, что затрудняет их применение на молотах. Предложенный штамп отличается тем, что формообразующие секторы в верхней половине штампа образованы за счет плавных секторных углублений, поверхность которых эквидистантна поверхности изде- ЛИЯ, при этом ручей нижней половины шта па выполнен без формообразующих секторо Ьосопе ственко конфигурации изделия.. Кроме того, формообразующие секторы в верхней половине штампа расположены симмет рично относительно ее оси. На фиг. 1 изображен предложенный штамп, общий вид; на фиг. 2 вид по стрелке А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2; на фиг. 4 - оид го I стрелке В на фиг. 1; на фиг. 5 - сечение получаемого в штампе из,;елия. Штамп состоит из верхней 1 и нижней 2полсшин с соответствующими ручьями 3и 4, при этом формообразующие высту: пы 5 в верхней половине щтампа 1 обра . зованы за счет плавных секторных углублений 6, поверхность которых эквидистантна поперхности изделия 7 : Процесс получения готсжого изделия в предложенном штампе заключается в пане- Iсении серии последовательных ударов по Заготовке, при этом после нанесения каж; дого удара заготовку поворачивают на не- . I который угол вокруг .своей оси1ДО получения готогого изделия 7 требуемой конфигу,рации. изобретения Формул 1. Штамп для секторной штамповки преимущественно на ;молагах крупногабаритных круглых в плане изделий, содержащий выполненные в верхней и нижней nojiOBHHa щтампа соответствующие ручьи сформообразующими секторами, отличающ Л.й
с я тем, что, с цепью упрощения его ксшструкций и псдаышения стойкости, формообразующие секторы в верхней половине штампа образсжаны |за счет плавных сектордых углублёнийгс поверхность которых экви- ; 8 дистан ио Ьрвёрхности изделия, при ручей HfpKHefl половины штампа вьйтолнен
tPua-S
4
без формообразующих секторов соотве ст- венно конфигурации изделия.
2, Штамп по п. 1, отличающийс я тем, что фс мообразующие секторы в верхней половине штампа С.расположены симметрично относительно ее оси.
Вид А
ФигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для секторной штамповки | 1982 |
|
SU1094660A2 |
| Штамп для объемной штамповки изделий со сквозными отверстиями | 1977 |
|
SU727302A1 |
| Штамп для горячей объемной штамповки | 1986 |
|
SU1378154A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Штамп подкладной для горячей объемной штамповки | 1987 |
|
SU1417989A1 |
| Молотовой штамп | 1990 |
|
SU1808457A1 |
| Молотовой штамп для изготовления пустотелых поковок | 1980 |
|
SU940995A1 |
| Молотовой штамп для горячей съемной штамповки | 1978 |
|
SU791445A1 |
| Штамп для закрытой объемной штамповки | 1987 |
|
SU1503967A1 |
| Способ изготовления полых деталей из трубной заготовки | 2018 |
|
RU2703010C2 |