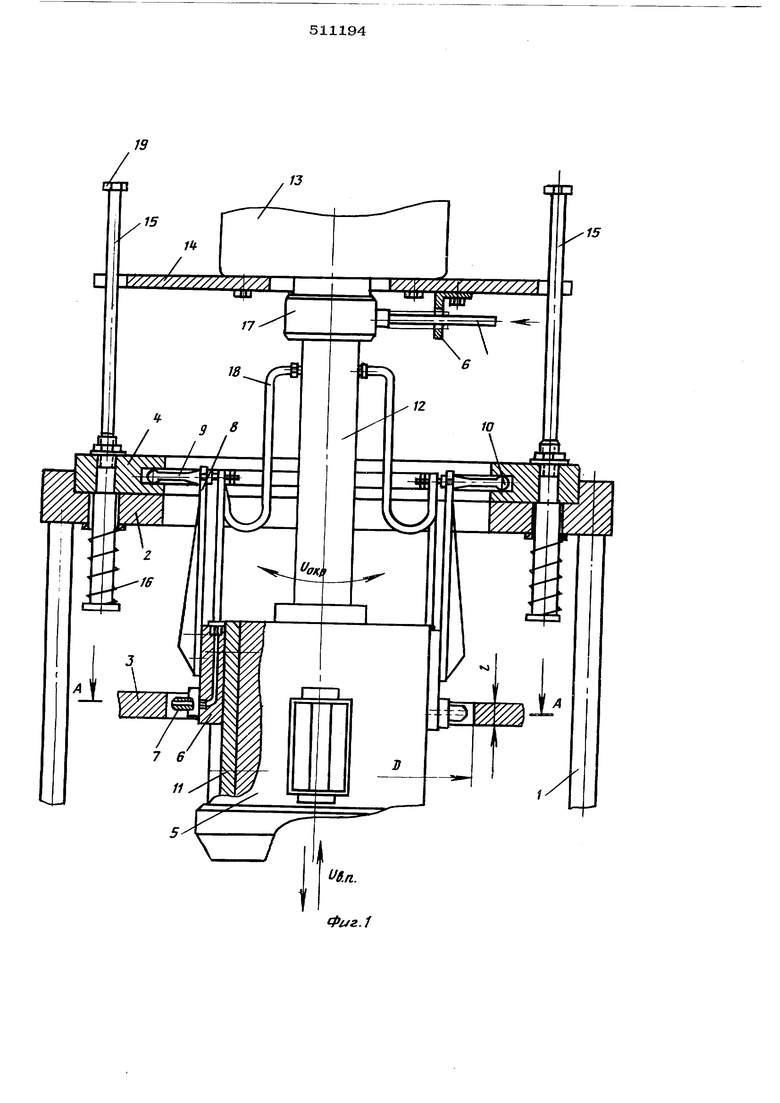
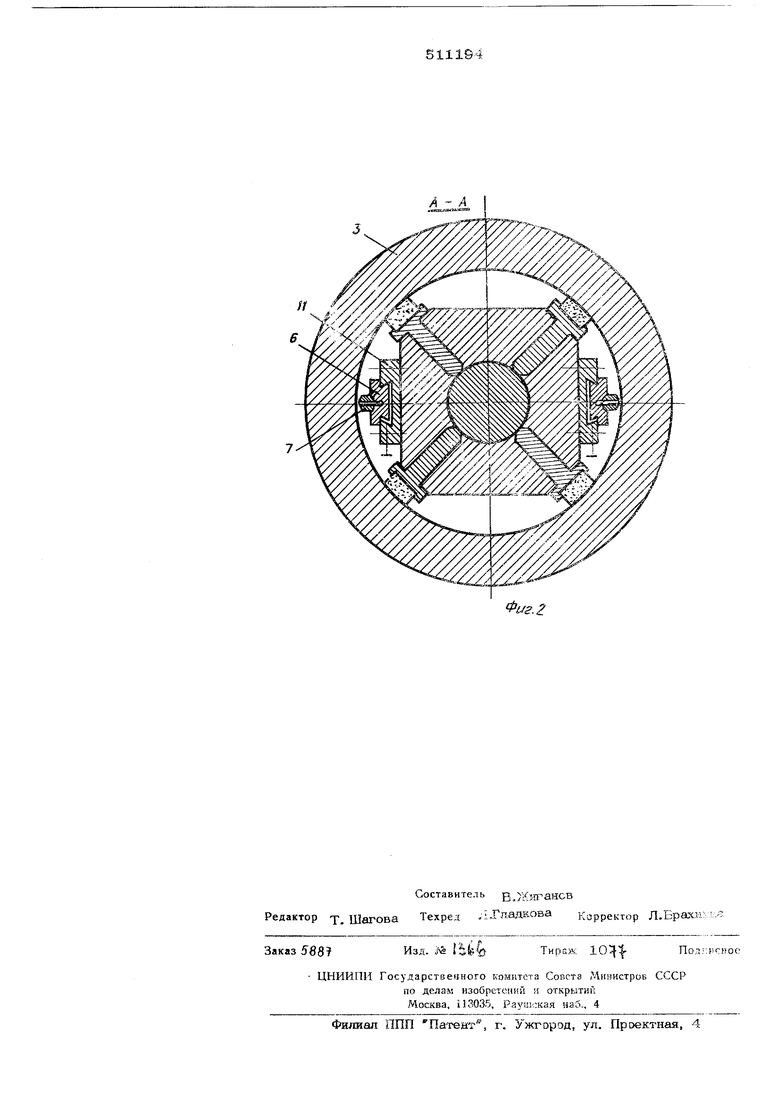
На фиг. 1 изображено предлагав мое ус ройство, обший вид; на фиг. 2 - разрез по А-А на фиг. 1. Устройство активного контроля при хо нинговании внутреннего отверстия деталей с малой длиной образующей цилиндра содержит неподвижно закрепленную на вертикальных стойках 1 нижнюю плиту 2, установленную над обрабатываемой деталью 3. По внешней торцовой плоскости нижней плиты 2 выбрано посадочное гнездо, в котором крепится агЕОпорный механизм, выпол ненный в виде опорного кольца 4 с внутре ним пазом. Опорное кольцо 4 неподвижно установлено в посадочном гнезде нижней плиты 2 во время всего рабочего цикла, а после окончания цикла обработки опорное кольцо 4 перемещается в осевом направлении в вертикальной плоскости в момент вывода корпуса 5 хонинговальной головки из зоны обработки. Под опорным кольцом 4 расположены две базовые колодки 6 стопорного механиз ма. На нижнем основании каждой из базовы колодок 6 выбран фигурный выступ, выпол ненный, например, в виде ласточкина хвост Внутри корпусов базовых колодок 6 вы полнены каналы для подвода сжатого воздуха к пневмосоплам 7 под постоянным давлением. Каждая из базовых колодок 6 жестко связана с нижним плечом опорной державки 8. Верхнее плечо каждой из опорных держ вок 8 снабжено установочным пальцем 9 со сферическим наконечником Ю, контактирующим во время вращательного и возвратно-поступательного движений хонинго- вальной головки с внутренним пазом опорного кольца 4 устройства. Для предотвращения пневмосопл 7 от осевого смешения в процессе обработки из средней горизонтальной плоскости, проходя щей через середину образующей цилиндра обрабатываемой детали, пневмосопла 7 устройства активного контроля неподвижно вмонтированы в корпусах базовых колодок 6, причем каждая из базовых колодок 6 установлена своим фигурным выступом, выполненным, например, в виде ласточкина хвоста в направляющем пазу планки 11. Планка 11 жестко закреплена на корпусе хонинговальной головки 5 и перемешается вместе с ней. Во время возвратно-поступательного движения планки 11 направляющий паз последней свободно скользит по фигурному выступу базовой колодки 6, неподвижно зафиксированной от осевого смещения. Корпус 5 хонинговальной головки жестко закреплен при помощи хвостовика 12 в шпинделе 13 хонинговального станка. В верхней плите 14 устройства активного контроля, жестко связанной посредством болтового соединения с торцовой поверхностью шпинделя 13 станка, выполнены сквозные пазы, через которые свободно пропущены направляющие штанги 15, служащие для вывода устройства активного контроля из рабочей зоны. В опорном кольце 4 выполнены сквозные отверстия для прохода нижних концов направлшощих штанг 15. Нижние концы каждой из направляющих штанг 15 подщ)ужиненыцилин/ц)ически пружиной 16, свободно посаженной на корпус каждой из направляющих штанг 15 и служащей для удержания опорного кольца 4 от осевого смещения в вертикальной длоскосиа в процессе хонингования внутреннего отверстия обрабатываемх)й детали 3. В верхней части хвостовика 12 хонинговальной головки закреплены пневматическая муфта 17, служащая для подачи сжатсчо воздуха в пневмосопла 7 через гибкие подводящие щданги 18. Посредством пневматической муфты 17 пневмосопла 7 связаны с электроконтакт- ным преобразователем. Принцип работы предлагаемого устройства активного контроля следующий. Перед введением корпуса 5 хонинговаль- ной головки во шгутреннее отвэрстие обрабатываемой детали 3 осуществляется предварительная настройка устройства на требуемый размер по эталонному кольцу, причем диаметр внутреннего отверстия эталонного кольца равен окончательному размеру диаметра обрабатываемой детали 3. Для осуществления предварительной настройки устройства по эталонному кольцу, внутренний диаметр которого равен окончательному размеру обрабатываемого отверстия детали 3, эталонное кольцо устанавливают на рабочую позицию, в которую зводят корпус 5 хонинговальной головки, после чего осуществляют предвариельную настройку устройства активного контроя по внутреннему диаметру эталонного кольца. После осуществления предварительной настройки устройства на требуемый размер корпус 5 хонинговальной головки вводят во внутреннее отверстие обрабатываемой детали 3, жестко закрепленной Е зажимном приспос облении. При введении корпуса 5 хонинговальной головки во внутреннее отверстие обрабатываемой детали 3 корпус 5 хоникговапьной ггопоЕКи, а вместе с ним и устройство активного контроля совершают поступатель ное движение вниз до тех пор, пока спорное кольцо 4 своей нижней торцовой плоскостью не с базируется в посадочном гнезде, выбранном во внешней торцовой плоскости нижней плиты 2 устройства активного контроля. В момент контакта нижней торцовой плоскости опорного кольца 4 с базовой поверхностью посадочного гнезда, выбранного во внешней тораовой плоскости нижней плиты 2 устройства активного контроля, пневм сопла 7 последнего достигают в своей рабочей зоне заранее точно заданного положения. В этом заранее заданном положении пкевмосопла 7, неподвилщо вмэнтированные в корпусах базовых колодок 6, фик.сируются от осевого смещения на весь цикл обработки внутреннего отверстия обрабатываемой детали 3, благодаря наличию жесткой связи каждой из базовых колодок 6 с опор ным кольцом 4 устройства, осуществляемой через опорную державку 8, верхнее плечо которого снабжено установочным пал цем 9, сферический наконечник 1О последнего контактирует в процессе вращательного и возвратно-поступательного движений корпуса 5 хонннговальной головки с вн1тренним профилированным пазом опорного кольца 4 устройства актквно1о контроля. Пневмосопла 7 совершают вместе с кор пусом 5 хокннговальной головки только вращательное движение вокруг оси в процессе хониигования, причем во время возвратно-постуш тельного движения корпуса 5 хонинговальной головки каждая из планок 11, жестко связанная с наружной плоскостью корпуса 5 хонинговальной головки совершает во время всего цикла обработки детеши 3 вместе с последней вращательное и возвратно-поступательное движение, скол зя в процессе возвратно-поступательного движения своим направляющим лазом по фигурному выступу зафиксировавной от осевого смещения базовой колодки 6. При достижении заданного paaNiepa диаметра внутреннего отверстия выдается команда на окончание цикла обработка, После окончания цикла обработки корпус 5 хонинговалькой головки амводится из зоны обработки и, при даш:,цейг:;е; посту пательно5у{ перемещении последнего вверх, верхняя плита 14 своей нархней торцовой плоскостью паезжает на буртики 19 направляющих штанг 15, которые увлекают опорное кольцо 4 при дальнейшем поступательном перемещении вверх хонинговальной головки, и устройство активного контроля полностью выводится из зоны обработки, Формула изобретения 1.Устройство активпого г онтроля при хопинговании отверстий с малой дгашой образующего цилиндра с неподвижно закреТЕленной на вертикальных стойках нижней плиой, пневмосоплами, распопонсенными на хо- нипговальной головке, и опорными державками, отличающееся тем, что, с целью обеспечения непрерывного замера диаметра отверстия в продессе обработки, уст ройство снабжено стопорным механизмом, выполненным в виде установленного в нижнюю плиту опорного кольца с внутренним пазом и двух противополощ о расположенных базовых колодок, причем каждая из базовых колодок жестко свякака с нижним концом опорной державки, верхнигг конец которой взаимодействует с ЕИ трекним пазом опорного кольца. 2.Устройство по п, 1. ,; -.г л ч а ю-щ е е с я тем, что, с ucJiFinc предотвраше ния осевого смещения 1шевмосо-:1л в процессе обработки, хонинговальная головхс снабжена направляющими планками и выполнена подвижной при ее осевом перемещении относительно неподвижных базовьдХ колодок с жестко вмонтированными ттс-- .лткческими соплами.
fpuz.l
it
A A
.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОНИНГОВАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВРАЩЕНИЯ И ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2101158C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146592C1 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146593C1 |
| Хонинговальная головка | 1979 |
|
SU856768A1 |
| ГОЛОВКА ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 1999 |
|
RU2155124C1 |
| Хонинговальная головка | 1982 |
|
SU1028485A1 |
| Хонинговальная головка | 1981 |
|
SU946892A1 |
| Устройство для горизонтального хонингования отверстий | 1980 |
|
SU973320A1 |
| СПОСОБ ХОНИНГОВАНИЯ | 2003 |
|
RU2233216C1 |