,1
Изобретение относится к технологии изготовления биметаллических листов и полос.
Известна заготовка для производства методом горячей прокатки толстых биметаллических листов и полос, выпо.тненная с фигурными кромками, например, трапециевидной формы.
Недостатком известной заготовки является то, что из-за скосов у боковых кромок при пакетной горячей прокатке толстых биметаллических листов и полос, величина обжатия в первых пропусках недостаточна и поэтому не обеспечивается качественное схватывание слоев вдоль кромок.
Целью изобретения является получение такой заготовки, которая обеспечила бы получение проката правильной геометрической формы, снижение отходов и качественное схватывание слоев при пакетной горячей прокатке толстых биметаллических листов и полос.
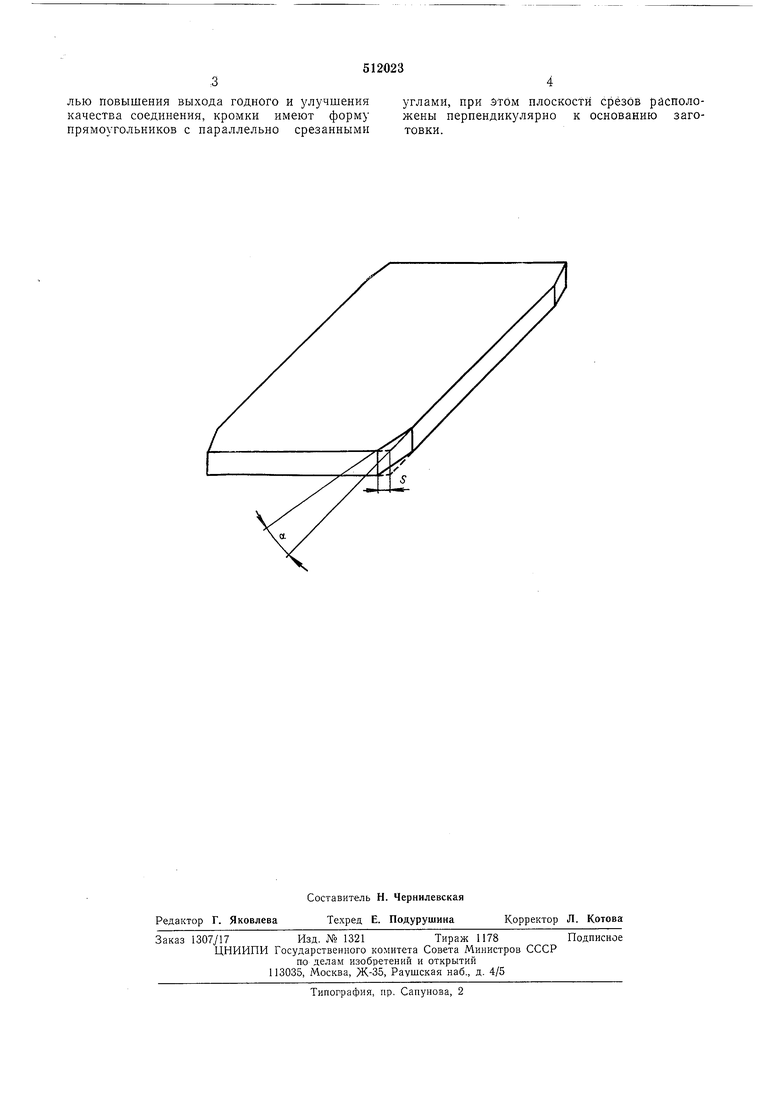
Это достигается тем, что кромки заготовки имеют форму прямоугольника с параллельно срезанными углами, при этом плоскости срезов расположены перпендикулярно к основанию заготовки.
На чертеже изображена заготовка (основной слой) подготовленная к сборке биметаллического пакета.
Угол среза имеет величину, например 2-
10°, ширина скоса S определяется композицией биметаллического проката, технологическими параметрами нагрева и проката, диаметром прокатных валков и др.
S --расчетного уширения прп горячей
прокатке.
Указанная форма кромок концов заготовки препятствует образованию веерообразного уширения на концах проката и тем самым способствует получению биметаллических листов и полос правильной формы п качественного схватывания слоев по всей их длине и ширине.
Срезы на заготовке можно получить фрезерованием, штамповкой и другими способами. Заготовка на заводе была опробована при изготовлении биметалла композиции томпак - сталь - томпак.
После обработки и сортировки бп.металла установлено, что за счет уменьшения продольной и концевой обрезп, увеличился выход годного более чем на 4% по сравнен 1ю с применением заготовки без срезанных углов.
Формула изобретения
Заготовка для горячей прокатки толстых
биметаллических листов и полос с фигурными
30 кромками, о т л и ч а ю и; а я с я тем, что, с целью повышения выхода годного и улучшения качества соединения, кромки имеют форму прямоугольников с параллельно срезанными
углами, при зтбм плоскости срезов расположены перпендикулярно к основанию заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЛИТОК | 1999 |
|
RU2177381C2 |
| Заготовка для прокатки толстого биметаллического листа | 1987 |
|
SU1466895A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2288075C1 |
| БИМЕТАЛЛИЧЕСКАЯ ПОЛОСА, НАПРИМЕР ДЛЯ СВАРНЫХ ТРУБ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2068324C1 |
| Способ получения плоского проката | 1986 |
|
SU1342541A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ПОЛОС ИЗ ТРУДНОДЕФОРМИРУЕМЫХ АЛЮМИНИЙ-ЛИТИЕВЫХ СПЛАВОВ | 2015 |
|
RU2602583C2 |
| СПОСОБ ПРОКАТКИ ТРАПЕЦИЕВИДНЫХ ПРОФИЛЕЙ | 2017 |
|
RU2650464C1 |
| СЛИТОК ДЛЯ ПЛОСКОЙ ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛОВ | 1992 |
|
RU2021867C1 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ С НАПЫЛЕНИЕМ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2688350C1 |