1
Изобретение относится к металлургии, а конкретно к прокатке толстых биметаллических листов в гладких валках.
Целью изобретения является увеличение выхода годного при прокатке в гладких валках толстого биметаллического листа путем уменьшения боковой и концевой обрезки.
ЗаготовХа выполнена из мягкого и твердого металлов, причем боковые грани мягкого металла расположены наклонно к плоскости прокатки, а твердого металла - перпендикулярно к плоскости прокатки. Угол наклона граней переднего и заднего концов к плоскости прокатки у определен из условия захвата заготовки валками при прокатке к геометрии заготовки.
Длина наклонной части боковых граней мягкого слоя la определена из условия равенства разницы объемов, смещенных по ширине мягкого и твердого металлов и объема прямоугольной призмы, в основании которой лежит прямоугольный треугольник с гипотенузой /„ и одним из острых углов, равным а, а высота призмы равна длине твердого слоя заготовки Z.
( + H,.ln
sinla
Нм
sina
Длина наклонной части торцевых граней определяется в зависимости от 1,,
l,( .isin2 - л/(2 sm2a/Ps/n2t) /f, //„ (2)
где Z и в - соответственно длина и ширина
твердого слоя в заготовке; а и Y - углы наклона боковых граней мягкого слоя к плоскости прокатки;
Я,и/I,- толщины твердого слоя соответственно в заготовке и з готовом листе;
Я„иЛ„-толщина мягкого слоя в заготовке и в готовом листе; /лр и /rtp -логарифмические коэффициенты уширения соответственно твердого и мягкого слоев. Превышение угла наклона части торцовых граней, вычисленного по формуле, приводит к ухудшению условий захвата.
(У CJ) 00
СП
:снижению обжатий при прокатке и, как след- ствие, снижению производительности стана. Нижняя граница угла у определяется геометрией заготовки. Увеличение длины на- клонньЕХ частей по сравнению с вычислен- :ными по формулам (1) и (2) приводит к ;нехватке мягкого металла и невыполнению |заданных размеров готового биметалличес- JKoro листа, а уменьшение длины наклонных частей по сравнению с вычисленными I по формуле приводит к увеличению конце- 1 вой и боковой обрези мягкого металла. I Угол наклона торцовых граней опреде- |ляют из условия
(3)
15
I Указанный диапазон у выбран из сле- дующих соображений. Значение коэффи- |циента трения j.i при горячей листовой про- 1 катке на гладких валках для достаточного iширокого диапазона материалов находится IB пределах ц 0,27-0,36. I Согласно данным радиус валков толсто- Глистовых прокатных станов в СССР R 1 280-560 мм, длина пакетов и заготовок |для прокатки толстых биметаллических лис- тов L 1000 -40000 мм, а толшина листа : после пропуска заготовки /г 150-500 мм. : Представляя указанные предельные зна- чения Us. Цл, 2 и /г, получаем, что мини- : мальное значение VMUH 16°, .максимальное
:7мада 30°. Значения arctg1Н
ся в диапазоне (3) соответствующим выбо- : ром L при заданном Н. Согласно извест- ; ным данным при использовании в качестве мягкого металла стали у необходимо выби- ; рать в указанном диапазоне (3) в области ;меньших зпачений, а при использовании в ; качестве мягкого алю.миния никеля - в середине интервала, меди - ближе к 30°. При увеличение выхода годного не достигает оптимального значения, а при затруднен захват заготовки, что приводит к снижению обжатий и, как следствие, к снижению производительности стана.
С целью увеличения выхода годного путем снижения обрези мягкого металла, вы- текаюн;его в процессе прокатки в гладких валках за контуры твердого слоя, наклонными выполняют только грани .мягкого слоя, а грани твердого слоя оставляют перпендикулярными к плоскости прокатки. Если rpaiiH )дого слоя выполнить наклонными к плоскости прокатки, т. е. в ви.;. симметричного клина в известной заготовке, снижение обрези достигнуто не будет. Обрезь состоит из концевой обрези, прилегающей к торцам готового листа и боковой обрези, приле1 аюшей к боковым граням готового листа. Наклонные грани переднего и задпего концов биметал;1ической заготовки не влияют на уменьшение боковой обрези.
Поэтому в предлагаемой заготовке под наклоном к плоскости прокатки выполняем и боковые грани мягкого слоя.
Величина боковой и концевой обрези зависит от углов наклона боковых граней и
граней переднего и заднего концов, а также от длины наклонных участков, размеров слоев в готовом листе и в заготовке, пластических свойств твердого и мягкого металлов. Минимальным боковой и концевой об10 резям соответствуют длины наклонных частей, вычисленных по формулам (2) и (3). Угол наклона граней переднего и заднего концов не может быть выбран произвольно, а ограничивается сверху условиями захвата биметаллической полосы в виде формулы (1).
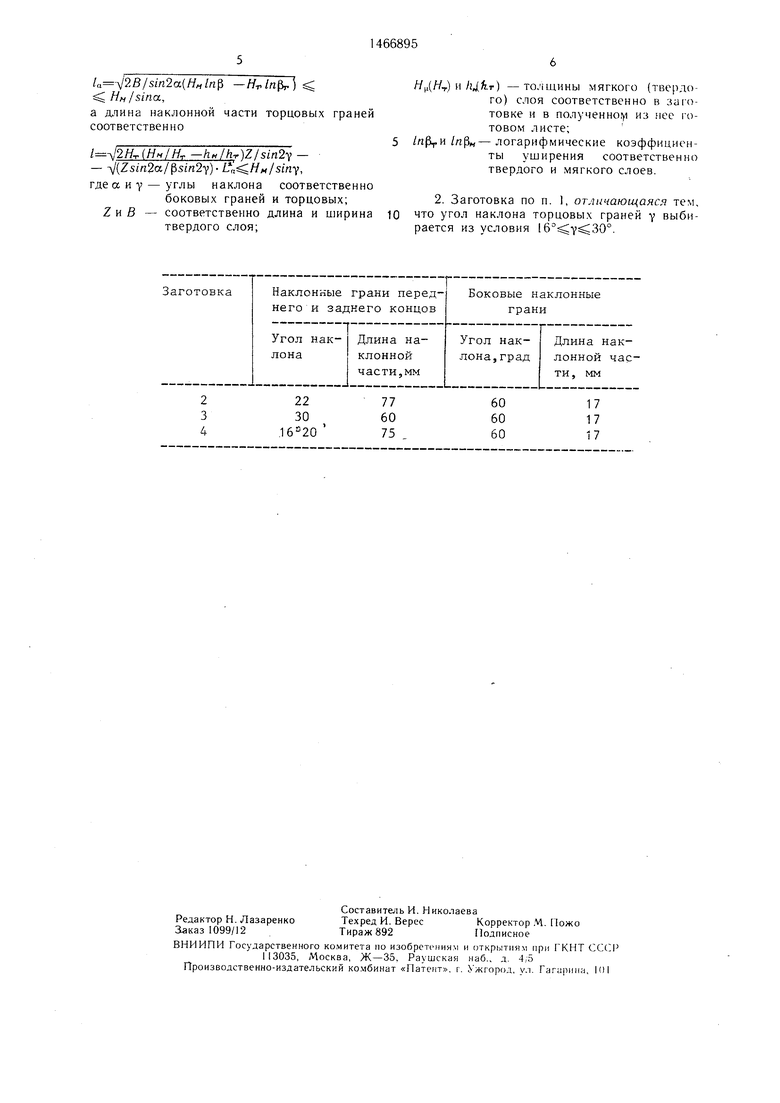
Пример. В лабораторных условиях из биметаллических полос сталь-медь, полученных электрошлаковой наплавкой меди на стальную пластину, изготавливают 4 заготовки, у которых размеры твердого стального слоя 5x100x150 мм. Первая заготоа- ка выполнена без наклонных граней в виде параллелепипеда с толщиной медного слоя мм.
Параметры второй, третий и четвертой заготовок, выполненных с наклонными гранями мягкого слоя меди, приведены в таблице.
Максимальная высота меди во всех заготовках составляет 30 мм. Все четыре заго30 товки нагревают в печи до температуры укладывают-900°С и прокатывают в гладких валках на
лабораторном стане дуо-210 в одинаковых ус;1овиях с единичными обжатиями 20-25% и суммарным обжатием 75%, т. е. до толщины «12 мм с соотношением слоев
35 медь-сталь 3:1. Радиус валков прокатного стана мм, коэффициенты трения при захвате меди 1.,45, коэффициент трения на верхнем валке 0,45, на нижнем валке 0,25. Коэффициенты уширения для меди РЦ 1,045, для стали р 1,022.
40 Из проката были вырезаны 4 готовых биметаллических листа. Выход годного, вычисленный как отношение веса годного листа к весу заготовки, составил для заготовки 1-57%, 2-87,7%, 3-85,6%, 4- 84,6%.
20
25
45
Формула изобретения
1. Заготовка для прокатки толстого биметаллического листа, содержащая кон2Q тактируюц.1ие между собой слои, выполненные из твердого и мягкого металлов и имеющая торцовые и боковые грани, отличающаяся те.м. что, с целью увеличении выхода годного, боковые и торцовые грани слоя из мягкого металла выполнены
55 наклонными к плоскости контакта слоев, а боковые грани твердого металла - перпендикулярно, длина наклонной части боковых граней выбирается из соотношения
Из проката были вырезаны 4 готовых биметаллических листа. Выход годного, вычисленный как отношение веса годного листа к весу заготовки, составил для заготовки 1-57%, 2-87,7%, 3-85,6%, 4- 84,6%.
Формула изобретения
1. Заготовка для прокатки толстого биметаллического листа, содержащая контактируюц.1ие между собой слои, выполненные из твердого и мягкого металлов и имеющая торцовые и боковые грани, отличающаяся те.м. что, с целью увеличении выхода годного, боковые и торцовые грани слоя из мягкого металла выполнены
наклонными к плоскости контакта слоев, а боковые грани твердого металла - перпендикулярно, длина наклонной части боковых граней выбирается из соотношения
/a V2S/sm2a(W«/«p
Hn/sina,
a длина наклонной части торцовых граней
соответственно
(/Ух/Яг -hH/h.r Z/sin2v - (Zsin 2a/ sin2y),/siny,
где а и Y - углы наклона соответственно
боковых граней и торцовых; Z и В - соответственно длина и ширина
твердого слоя;
//,,(Ят.) ) - толщины мягкого (твердого) слоя соответственно в заготовке и в полученно у1 из нее готовом листе;
/«р и/лр„-логарифмические коэффициенты уширения соответственно твердого и мягкого слоев.
2. Заготовка по н. 1, отличающаяся тем, что угол наклона торцовых граней у выбирается из условия .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей прокатки полос и листов | 1986 |
|
SU1509142A1 |
| Способ прокатки листов | 1985 |
|
SU1328010A1 |
| Способ производства толстых листов | 1988 |
|
SU1519801A1 |
| Способ производства плоских заготовок | 1986 |
|
SU1397103A1 |
| Способ прокатки листов | 1982 |
|
SU1061862A1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2012 |
|
RU2490080C1 |
| Способ получения толстых листов | 1980 |
|
SU939140A1 |
| Способ прокатки толстых листов | 1982 |
|
SU1091950A1 |
| Способ прокатки толстых листов | 1988 |
|
SU1556777A1 |
| Способ производства широких толстых листов из нержавеющих сталей | 2017 |
|
RU2660504C1 |
Изобретение относится к металлургии, конкретно к горячей прокатке толстых биметаллических листов в гладких валках. Цель - увеличение выхода годного. Листы состоят из твердого и мягкого слоев. Грани торцов мягкого слоя заготовки выполняются наклонно к плоскости контакта слоев. Боковые грани мягкого слоя заготовки выполнены наклонными, а все грани слоя твердого металла перпендикулярны к плоскости контакта слоев. Угол наклона граней переднего и заднего торцов определяется из условия захвата и геометрии заготовки. Длины наклонных частей определяют из условия различного течения твердого и мягкого металлов, размеров заготовки. При этом уменьшается концевая и боковая обрезь мягкого металла. 1 з.п.ф-лы, 1 табл.
2 3
4
22 30
.
77 60 75
60 60 60
17 17 17
| Пакет для изготовления биметаллов прокаткой | 1978 |
|
SU778998A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
