отходящий после зажима заготовки. Фиксатор представляет собой откидывающийся упор с установленным на нем рычагом, передающим давление края заготовки на конечный выключатель в момент фиксации заготовки но оси шпинделя. Ниже фиксатора вдоль желоба И перемещается каретка механизма перемещения 14 надрезанных заготовок, передвигающая надрезанную заготовку до установки ее по центру механизма отделения дна, по оси которого расположен механизм удаления отходов.
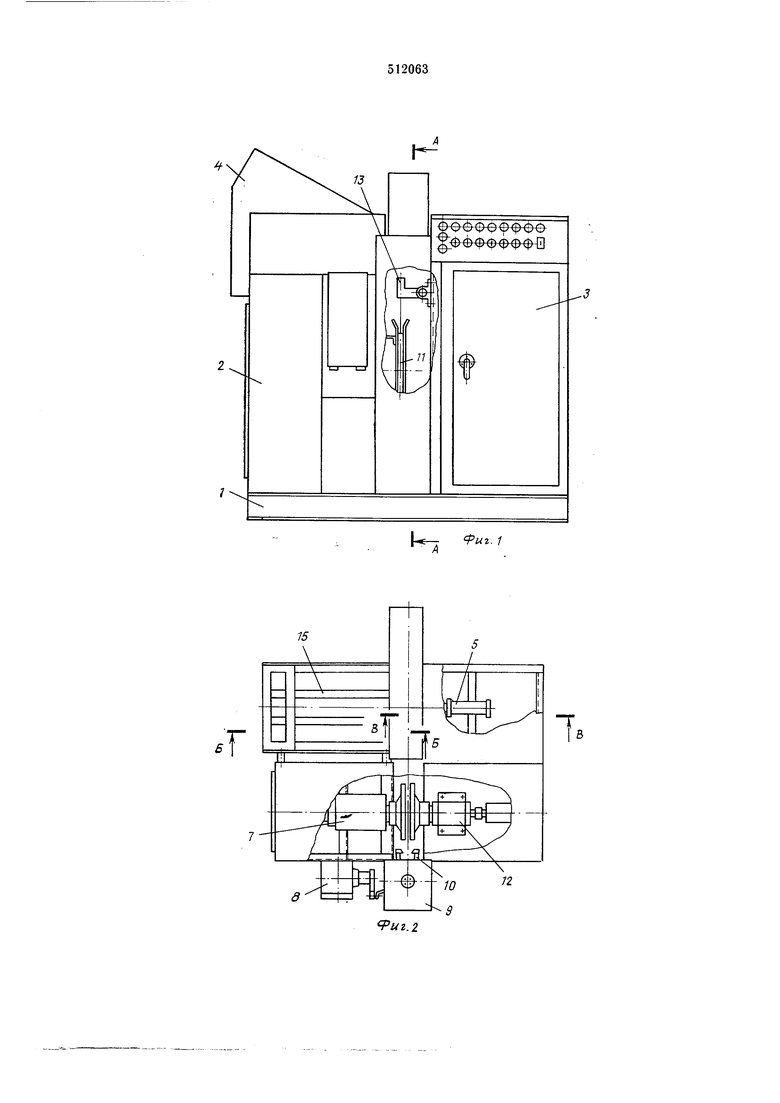
Механизм 5 отделения дна представляет собой пневмоцилиндр с насал енным на щток толкателем. Под воздействием последнего дно выдавливается в желоб, имеющий наклонную плоскость для скатывания дна. Механизм удаления отходов выполнен в виде рычага, на одном конце которого размещена направляющая для движения но ней надрезанной заготовки и последующего удаления отходов, а другой конец соединен с пн-евмоцилиндром.
Питатель 15 заготовок раз,мещен на задней стойке 4 и имеет нилснюю направляющую 16 в одной плоскости с приемной плоскостью фиксатора 13. На этой же задней стойке ниже питателя установлен механизм 17 перемещения заготовок, который перемещает заготовки из питателя на позицию обработки. Кроме нижней направляющей, питатель имеет наклонные направляющие 18 для установки пачки заготовок. По наклонным направляющим питателя перемещается толкатель 19, служащий для поддержания заготовок в вертикальном положении и подталкивания их с постоянным усилием на нижнюю направляющую 16. Постоянное усилие толкателя обеспечивает груз, связанный с толкателем канатиком.
Механизмы перемещения заготовок, прижима заготовки, фиксатора, перемещения надрезанных заготовок, отделения дна, удаления отхода и переключения муфты приводятся в двиЖение пневмоцилиндрами, которые включаются последовательно по зависимому циклу по командам от конечных выключателей.
Такая конструкция позволяет обеспечить автоматический цикл станка.
Пачка заготовок устанавливается в направляющие питателя 15 и под собственным весом по наклонным нанравляющим перемещается на 1ПОЗИЦИЮ загрузки. Заготовки в вертикальном положении удерживаются толкателем 19, оказывающим давление на них с постоянным усилием.
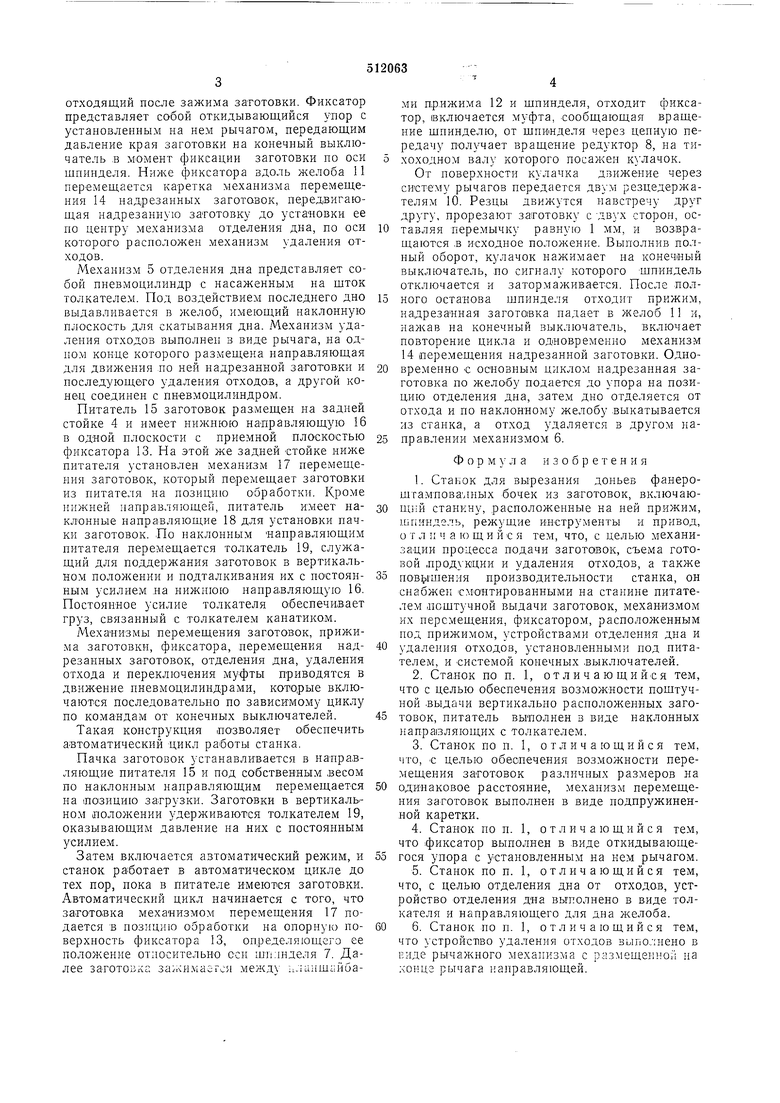
Затем включается автоматический режим, и станок работает в автоматическом цикле до тех пор, пока в питателе имеются заготовки. Автоматический цикл начинается с того, что заготовка механизмом перемещения 17 подается в позицию обработки на опорную новерхность фиксатора 13, определяющего ее положение относительно оси 1Ш :1нделя 7. Далее загото1зка зажимаегоя между 11лаищ1:йбами прижима 12 и щпинделя, отходит фиксатор, включается муфта, сообщающая вращение щпинделю, от щпинделя через цепную передачу получает вращение редуктор 8, на тихоходном валу которого посажен кулачок.
От поверхности кулачка движение через систему рычагов передается двум резцедержателям 10. Резцы движутся навстречу друг другу, прорезают заготовку с -двух сторон, оставляя перемычку равную 1 мм, и возвращаются ,в исходное положение. Выполнив полный оборот, кулачок нажимает на конечный выключатель, по сигналу которого щпиндель отключается и затормаживается. После полного останова п пинделя отходит прижим, надрезанная заготовка иадает в желоб 11 и, нажав на конечный выключатель, включает повторение цикла и одновременно механизм 14 перемещения надрезанной заготовки. Одновременно с основным циклом надрезанная заготовка по желобу подается до упора на позицию отделения дна, затем дно отделяется от отхода и по наклонному желобу выкатывается из станка, а отход удаляется в другом направлении механизмом 6.
Формула изобретения
1.Станок для вырезания доньев фанерошгамповалных бочек из заготовок, включающий станину, расположенные на ней прижим, шпиндель, режущие инструменты и привод, отличающийся тем, что, с целью механизации процесса подачи заготовок, съема готовой продукции и удаления отходов, а также повышения производительности станка, он снабжен смонтированными на станине питателем поштучной выдачи заготовок, механизмом их перемещения, фиксатором, расположенным под прижимом, устройствами отделения дна и удаления отходов, установленными под питателем, и системой конечных выключателей.
2.Станок по п. 1, отличающийся тем, что с целью обеспечения возможности поштучной выдачи вертикально расположенных заготовок, питатель выполнен в виде наклонных направляющих с толкателем.
3.Станок по п. 1, отличающийся тем, что, с целью обеспечения возможности перемещения заготовок различных размеров на одинаковое расстояние, механизм перемещения заготовок выполнен в виде подпружиненной каретки.
4.Станок по п. 1, отличающийся тем, что фиксатор выполнен в виде откидывающегося упора с установленным на нем рычагом.
5.Станок по п. 1, отличающийся тем, что, с целью отделения дна от отходов, устройство отделения дна выполнено в виде толкателя и направляющего для дна желоба.
6.Станок по п. 1, отличающийся тем, что устройст1во удаления отходов выполнено в виде рычажного механизма с размещенной на хонце рычага направляющей.
;Фа)Фф(рф(;яв
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1140181A1 |
| Устройство для фрезерования криволинейных деревянных заготовок | 1981 |
|
SU979106A1 |
| Станок для сборки пластинчатых теплообменников | 1976 |
|
SU590128A1 |
| СТАНОК ДЛЯ УДАЛЕНИЯ ОБЛОЯ ФОРМОВЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1967 |
|
SU205269A1 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| Линия резки труб | 1991 |
|
SU1785487A3 |
| Автоматический резьбонакатный станок | 1980 |
|
SU948507A1 |
| Грейферный питатель | 1980 |
|
SU965714A1 |
| Устройство для подачи досок в деревообрабатывающий станок | 1981 |
|
SU1014710A1 |
в
1-«е-т чг. 1
.2
2
Ы
Ji B
