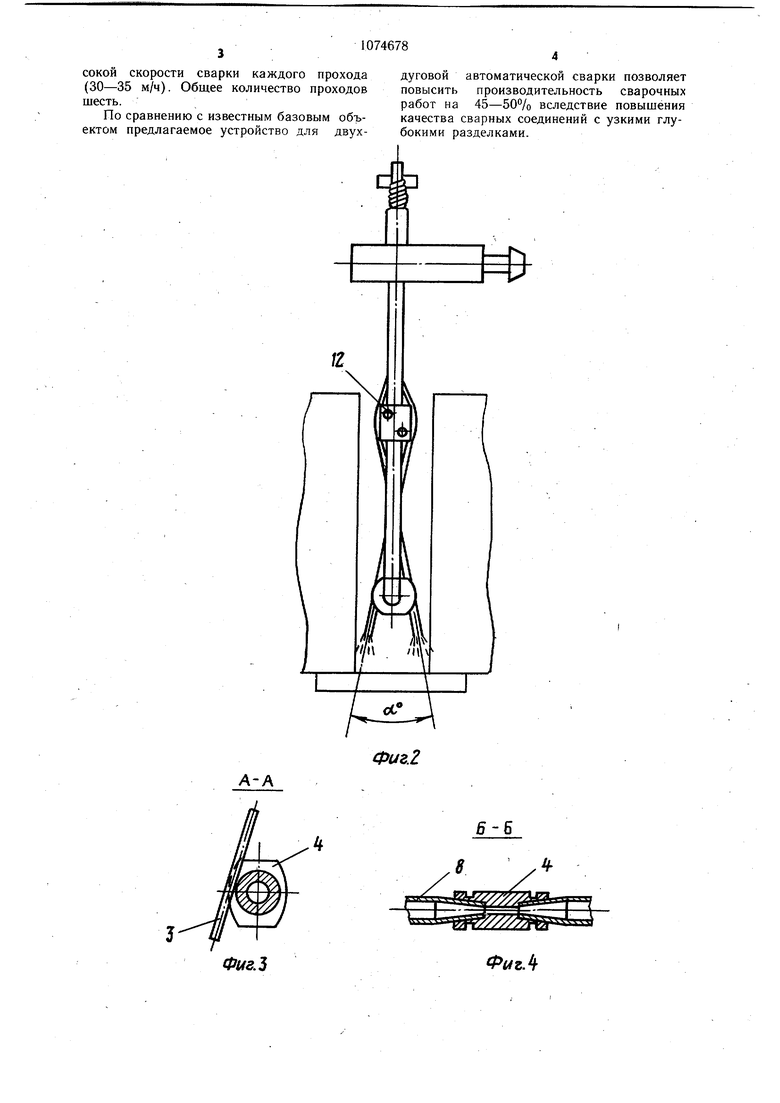
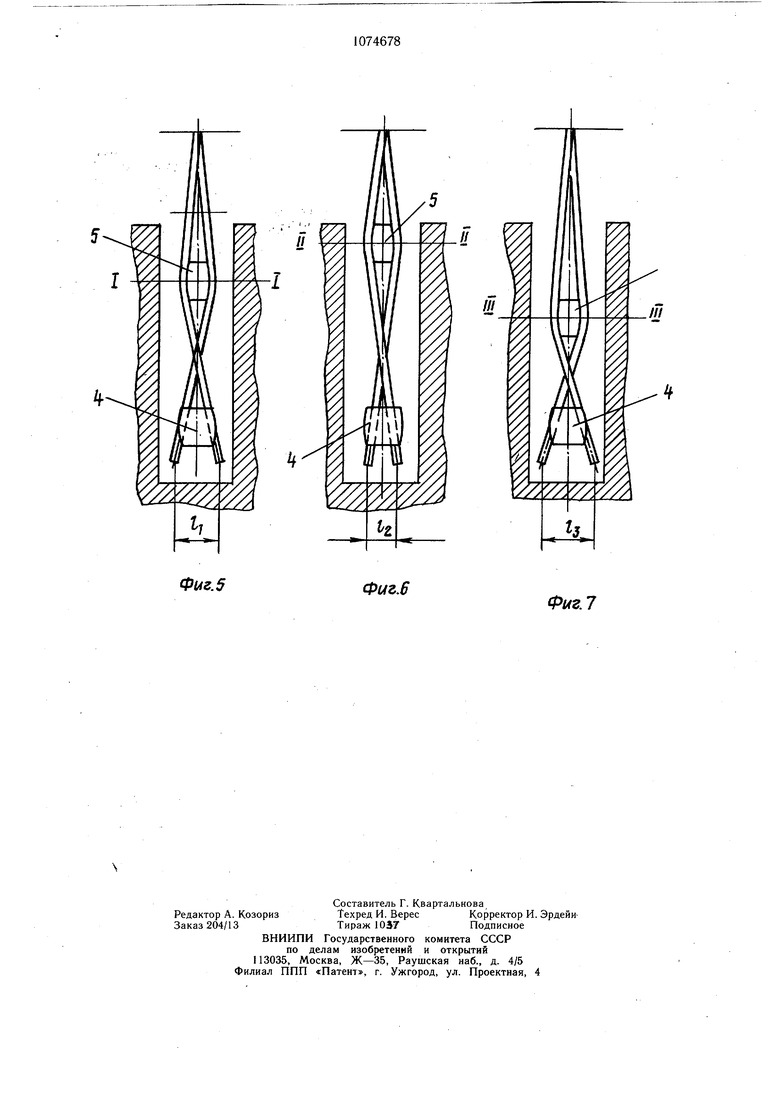
Изобретение относится к устройствам для сварки плавящимся электродом и может быть использовано для полуавтомати ческой и автоматической сварки под флюсом и в среде защитных газов. Известно устройство для многоэлектродной дуговой сварки, содержащее корпус с направляющими каналами для плавящихся электродов, а также токоподводящий наконечник. В устройстве с целью повыщения качества сварных щвов путем устранения случайного изменения между сварочными дугами между корпусом и токоподводящим наконечником установлена щайба с радиальными прорезями для направления плавящихся электродов, выполненными с наклонными стенками, а направляющие каналы образовань стенкой выполненного в корпусе центрального канала и размещенными в нем взаимно перпендикулярными пластинами. Токоподводящий наконечник выполнен в виде втулки с полуцилиндрическими канавками для направления электродной проволоки 1. Однако конструкция мундщтука, позволяя фиксировать заданное расстояние между дугами, имеет недостаток в том, что не дает возможности изменять это расстояние в процессе сварки. Наиболее близким по технической сущности и достигаемому эффекту к изобретению является устройство для двухдуговой автоматической сварки, содержащее корпус с каналами для направления плавящихся электродов и установленный в нем сменный токоподводящий наконечник с пазами для направления плавящихся электродов под углом к оси устройства. Токоподводящий наконечник выполнен в виде установленной в нижнем торце корпуса усеченной четырехгранной пирамиды, меньщее основание которой совмещено с поверхностью нижнего торца корпуса и расположено между направляющими каналами для сварочной проволоки 2. Известное устройство позволяет регулировать щирину щва только путем изменения вылета электродов, а следовательно изменения расстояния между самими электродами. Недостатком известного устройства является то, что оно не позволяет регулировать расстояние между плавящимися электродами без изменения вылета электродов. Изменение вылета электрода приводит к нежелательным изменениям параметров сварочной дуги, что может привести к ухудщению качества сварки. Цель изобретения - повышение качества сварки соединений с узкой глубокой разделкой путем регулирования расстояния между плавящимися электродами без изменения их вылета. Поставленная цель достигается тем, что устройство для двухдуговой автоматической сварки, содержащее корпус с каналами для направления плавящихся электродов и токоловодящий наконечник с пазами для направления плавящихся электродов под углом к оси устройства, снабжено распорным элементом с канавками для направления плавящихся электродов под углом к оси устройства, установленным между корпусом и токоподводящим наконечником с возможностью перемещения в направлении оси устройства, На фиг. 1 схематично изображено предлагаемое устройство, вид.спереди; на фиг. 2 то же, вид сбоку; на фиг. 3 - разрез А-А - - --- - на фиг. 1; на фиг. 4 - разр.ез Б-Б на фиг. 1; на фиг. 5-7 - примеры сварки швов различной щирины. Устройство содержит корпус 1 с каналами 2 для направления плавящихся электродов 3 и токоподводящий наконечник 4 с пазами для направления плавящихся электродов 3 под углом к оси устройства. Между корпусом 1 и токоподводящим наконечником 4 расположен распорный элемент 5 с канавками для направления плавящихся электродов 3, установленный на ходовом винте 6 посредством каретки 7. Корпус 1 и токоподводящий наконечник 4 соединены посредством двух трубок 8, между которыми симметрично расположен ходовой винт 6, приводимый во вращение механизмом 9. На торцах распорного элемента 5 имеются направляющие втулки 10, которые при перемещении элемента 5 скользят вдоль трубок 8. Для плавящихся электрода 3 заправляют крест-накрест относительно распорного элемента 5 и токоповодящего наконечника 4, к которому они плотно прилегают из-за своей упругости, обеспечивая надежный электрический контакт. Для установки и съема наконечника 4 и фиксации втулок 10 относительно трубок 8 служат две планки 11, которые крепятся к втулкам 10 с помощью винтов 12. При среднем положении распорного элемента 5 (положение I на фиг. 5) расстояние между плавящимися электродами 3 составляет Pj . При подъеме распорного элемента 5 (положение II на фиг. 6) расстояние между плавящимися электродами 3 уменьшается При опускании распорного элемента 5 (положение III на фиг. 6) расстояние между плавящимися электродами 3 увеличивается и составляет t . Опробован опытный образец устройства Р двухдуговой свайке плит из алюминия толщиной 60 мм с зазором в стыке 14, 16 и 18 мм. Во всех случаях получены качественные сварные соединения при высокой скорости сварки каждого прохода (30-35 м/ч). Общее количество проходов шесть.
По сравнению с известным базовым объектом предлагаемое устройство для двухдуговой автоматической сварки позволяет повысить производительность сварочных работ на 45-50/о вследствие повышения качества сварных соединений с узкими глубокими разделками.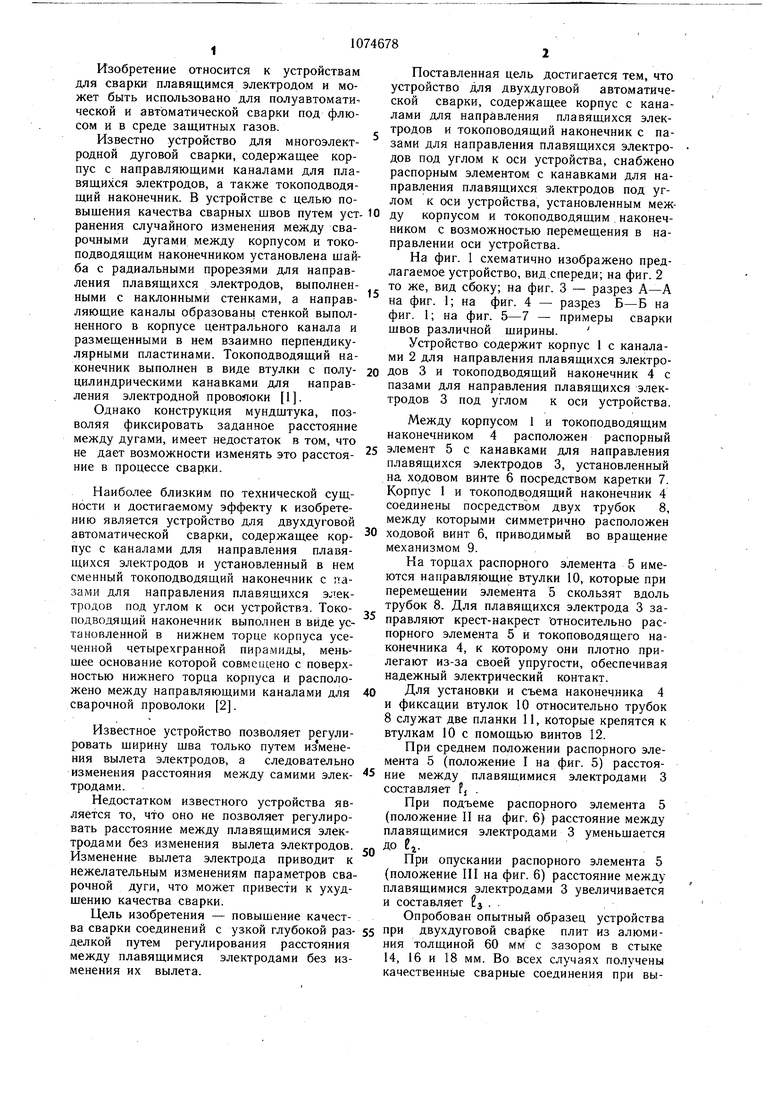
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Мундштук для двухдуговых сварочных горелок | 1982 |
|
SU1055600A1 |
| Мундштук для дуговой сварки плавящимсяэлЕКТРОдОМ | 1979 |
|
SU841843A1 |
| Устройство для заварки глубоких отверстий | 1979 |
|
SU870031A1 |
| Токопроводящий мундштук к устройству для дуговой сварки плавящимся электродом в среде защитных газов с круговыми колебаниями электрода | 1975 |
|
SU549287A1 |
| СПОСОБ ДВУХДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 2018 |
|
RU2687118C1 |
| Мундштук для двухдуговых сварочных горелок | 1974 |
|
SU512617A1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Устройство для дуговой сварки в защитных газах плавящимся электродом | 1981 |
|
SU967716A1 |
| Устройство для дуговой сварки в щелевую разделку | 1987 |
|
SU1632689A1 |
УСТРОЙСТВО ДЛЯ ДВУХДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ, содержащее корпус с каналами для направления плавящихся электродов итокоподводящий наконечник с пазами для направления плавящихся электродов под углом к оси устройства, отличающееся тем, что, с целью повыщения качества сварки соединенийс узкой глубокой разделкой путем регулирования расстояния между плавящимися электродами без изменения их вылета, оно снабжено распорным элементом с канавками для направления плавящихся электродов под углом к оси устройства, установленным между корпусом и токоподводящим наконечником с возможностью перемещения в направлении оси устройства. О5 00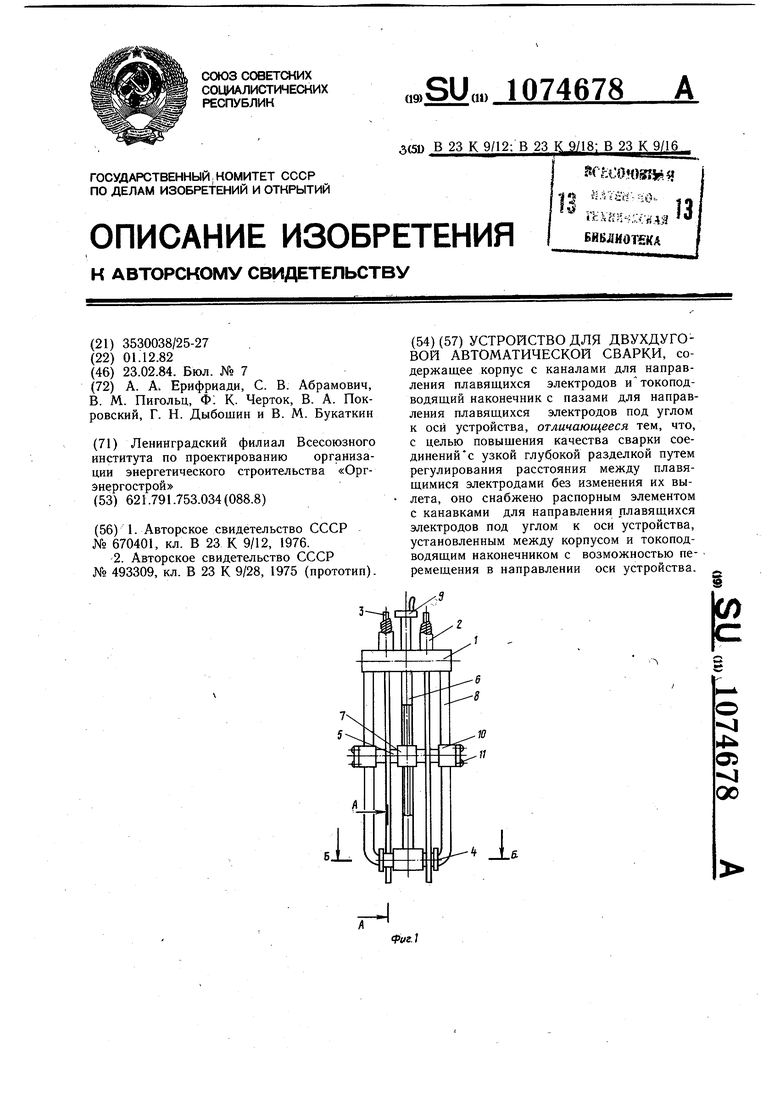
Фиг.З
ФиъЛ
Фиг. 5
Фиг.6
Фиг. 7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мундштук для многоэлектродной дуговой сварки | 1976 |
|
SU670401A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Мундштук для двухдуговых сварочных горелок | 1974 |
|
SU493309A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
