1
Изобретение относится к сварочной технике, а именно к сварочным мундштукам, предназначенным для сварки или наплавки одновременно несколькими сварочными проволоками.
Известны мундштуки для сварки двумя или более электродными проволоками. Такие мундштуки имеют один или несколько каналов (отверстия, трубки) для прохождения проволок, токоподводяп1,ий элемент, устройство, обеспечивающее прижатие проволок к токоподводящему элементу 1.
При этом каждую сварочную проволоку обычно подают по отдельному направляющему каналу при наличии отдельных для каждой проволоки элементов прижатия и токоподвода.
Ввиду сложности конструкции подобных мундштуков они имеют низкую надежность в работе и дороги при изготовлении.
Наиболее близким по технической сущности и достигаемому эффекту к описываемому изобретению является мундштук для двухэлектродной сварки, используемый в двухдуговых сварочных горелках, содержащий корпус с направляющими каналами для электродных проволок, а также токоподводящий наконечник и установленную на корпусе накидную гайку. Токоподводящий наконечник выполнен в виде установленной в нижнем торце корпуса усеченной четырехгранной пирамиды, меньшее основание которой совмеш,ено с поверхностью нижнего торца корпуса и расположено между направляющими каналами для сварочной проволоки, а высота пирамиды совмещена с осью корпуса 2.
В этом мундштуке подача проволок осуществляется по отдельным отверстиям, что
усложняет конструкцию и изготовление мундщтука. Число проволок при данной конструкции не превышает двух. Вследствие особенностей конструкции сварочные проволоки при выходе из мундштука движутся
непараллельно, что при случайных изменениях вылета проволок во время сварки снижает качество сварных швов из-за колебания расстояний между сварочными дугами. Кроме того, отсутствие фиксации точки касания проволоки и призмы приводит к нестабильности положения конца проволоки при сварке, что также снижает качество сварки. Целью изобретения является повышение
качества сварных швов путем устранения случайного изменения расстояния между сварочными дугами.
Это достигается тем, что между корпусом и токоподводящим наконечником мундштука для многоэлектродной сварки установлена шайба с радиальными прорезями для направления электродных проволок, выполненными с наклонными стенками, а направляющие каналы образованы стенкой выполненного в корпусе центрального канала и размещенными в нем взаимно перпендикулярными пластинами, укрепленными своими концами в щайбе, при этом токоподводящий наконечник выполнен в виде втулки с полуцилиндрическими канавками для направления электродной проволоки на ее внутренней поверхности, параллельными оси мундштука. Число канавок во втулке может быть кратно числу электродных проволок.
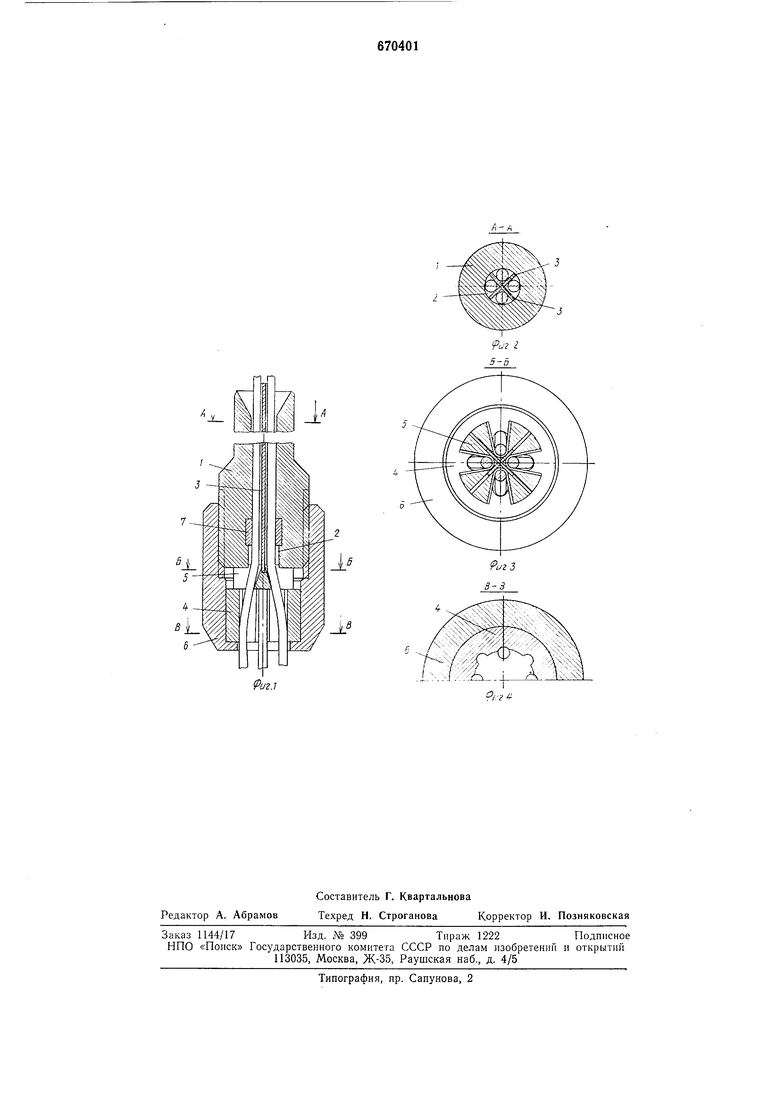
На фиг. 1 изображен продольный разрез мундщтука; на фиг. 2 - сечение А-А; на фиг. 3 - сечение Б-Б; на фиг. 4- сечение по В-В.
Мундштук содержит корпус 1 с несколькими каналами для направления электродных проволок, образованными стенкой центрального канала 2, выполненного в корпусе 1 и взаимно перпендикулярными пластинами 3, установленными в канале 2. Мундштук содержит токоподводящий наконечник 4, выполненный в виде втулки с полуцилиндрическими канавками для направления электродной проволоки на ее внутренней поверхности, параллельными оси мундштука. Между корпусом 1 и токоподводящим наконечником 4 установлена щайба 5, выполненная с радиальными прорезями для направления электродных проволок, выполненными с наклонными стенками, при этом концы взаимно перпендикулярных пластин 3 укреплены в шайбе 5. Токоподводящий наконечник 4 и шайба 5 поджаты к корпусу накидной гайкой 6. В канале 2 установлена вставка 7 из износостойкого материала. Корпус 1, токоподводящий наконечник 4 и накидная гайка 6 могут быть изготовлены из электропроводного материала, например, из медного сплава. В токоподводящем наконечнике 4 число канавок может быть кратно числу электродных проволок, т. е. число канавок может быть в несколько раз больше числа электродных проволок, дополнительные канавки используются по мере износа основных.
Во время сварки проволоки подаются по центральному отверстию корпуса 1, при этом пластины 3 обеспечивают параллельность движения проволок и направляют их в прорези шайбы 5, наклонные стенки которых деформируют проволоки, отжимая их
в разные стороны. После прохода шайбы 5 проволоки получают обратный изгиб путем контакта с канавками токоподводящего наконечника 4, при этом угол между проволоками после выхода из мундштука регулируется за счет размеров щайбы 5, токоподводящего наконечника 4, а также за счет расстояния между ними, между шайбой 5 и корпусом 1.
0 Наличие шайбы 5 с прорезями дает возможность увеличить количество электродных проволок по сравнению с известным мундштуком, а наличие взаимно перпендикулярных пластин 3 придает движению проволок параллельность, что расширяет технологические возможности мундщтука и улучщает качество сварных щвов за счет устранения случайного изменения расстояния сварочными дугами.
Формула изобретения
1. Мундштук для многоэлектродной дуговой сварки, содерлсащий корпус с направляющими каналами для электродных проволок, а также токоподводящий наконечник и установленную на корпусе накидную гайку, отличающийся тем, что, с целью повышения качества сварных швов путем устранения случайного изменения расстоя0 НИН между сварочными дугами, между корпусом и токоподводящим наконечником, установлена шайба с радиальными прорезями для направления электродных проволок, выполненными с наклонными стенками, а
5 направляюшие каналы образованы стенкой выполненного в корпусе центрального канала и размещенными в нем взаимно перпендикулярными пластинами, укрепленными своими концами в упомянутой шайбе, при
0 этом токоподводяший наконечник выполнен в виде втулки с полуцилиндрическими канавками для направления электродной проволоки на ее внутренней поверхности, параллельными оси мундштука.
5 2. Мундштук по п. 1, отличающийся тем, что число канавок во втулке кратно числу электродных проволок.
Источники информации, принятые во внимание при экспертизе
Q 1. Каталог-справочник ИЭС им. Е. О. Натона «Справочное оборудование. Киев,
«Наукова думка, 1968, ч. 1, с. 40-41,
344-345, 350-351.
2. Авторское свидетельство СССР
5 № 493309, кл. В 23К 9/28, 1975 -прототип.
n л
fuz.i

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двухдуговой автоматической сварки | 1982 |
|
SU1074678A1 |
| Мундштук для двухдуговых сварочных горелок | 1982 |
|
SU1055600A1 |
| Токоподводящий мундштук | 1986 |
|
SU1399039A1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1123806A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Мундштук к сварочным головкам игОРЕлКАМ | 1978 |
|
SU795800A2 |
| ТОКОПОДВОДЯЩИЙ МУНДШТУК ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В УЗКУЮ РАЗДЕЛКУ | 2012 |
|
RU2521166C2 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Токопроводящий мундштук к устройству для дуговой сварки плавящимся электродом в среде защитных газов с круговыми колебаниями электрода | 1975 |
|
SU549287A1 |
| Механизм для подачи электродной проволоки | 1982 |
|
SU1073030A1 |