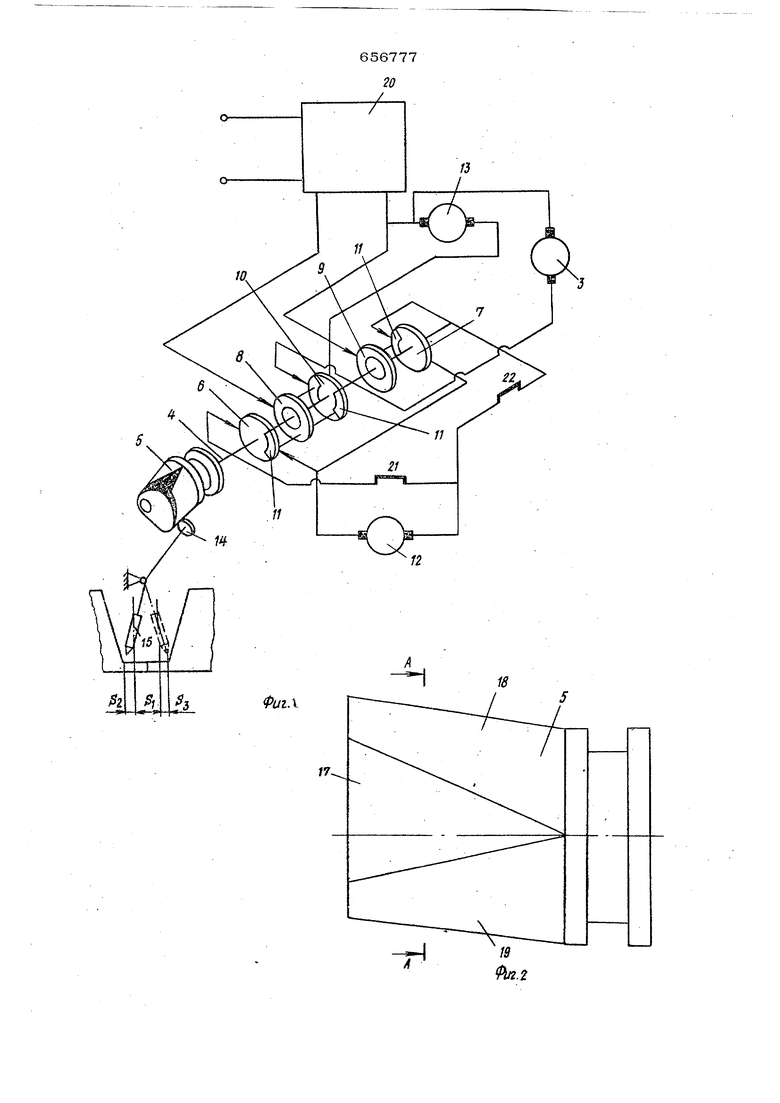
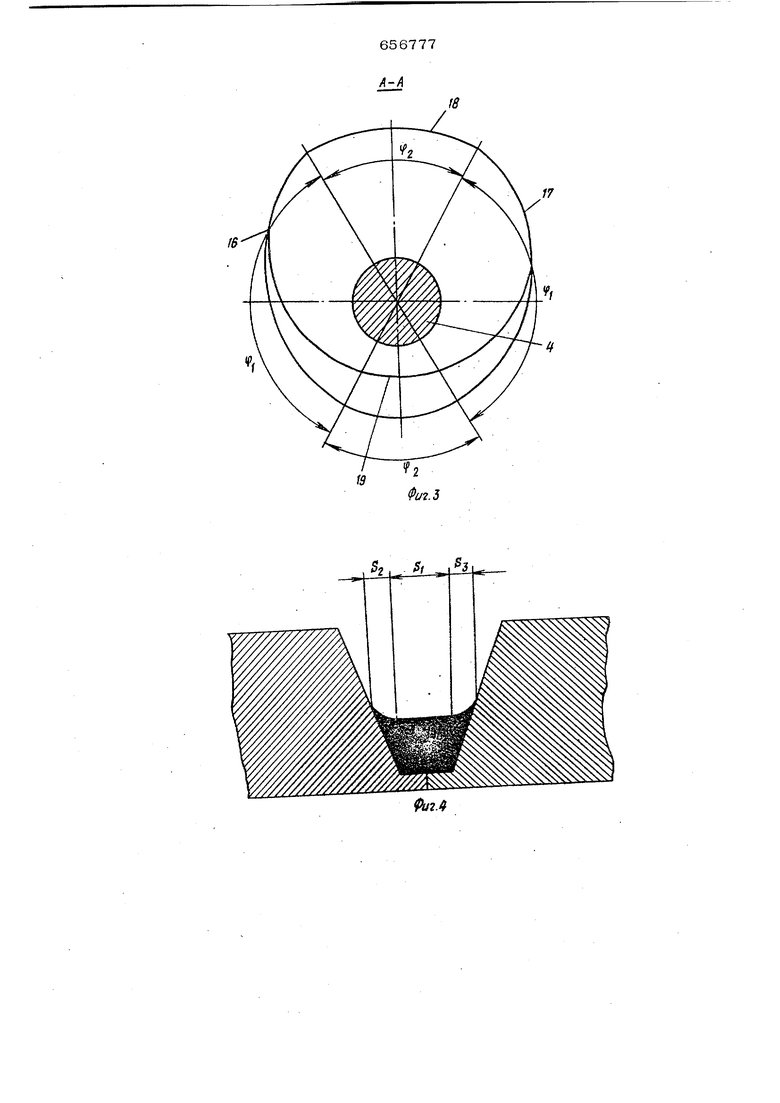
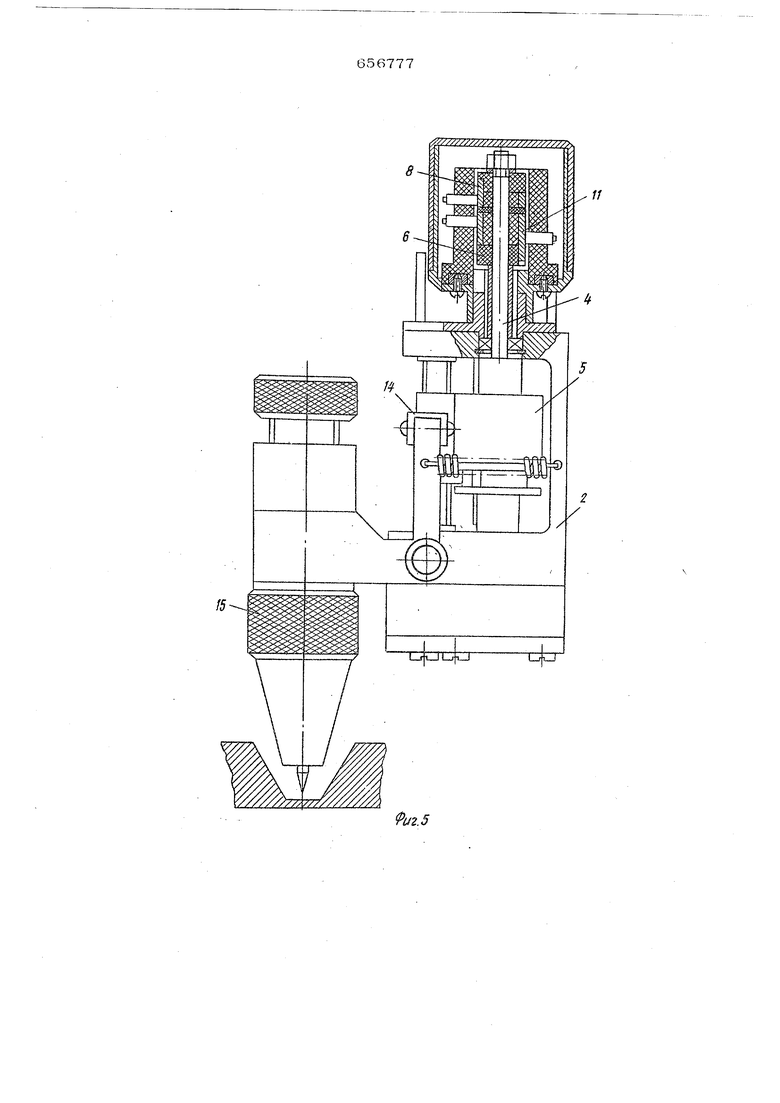
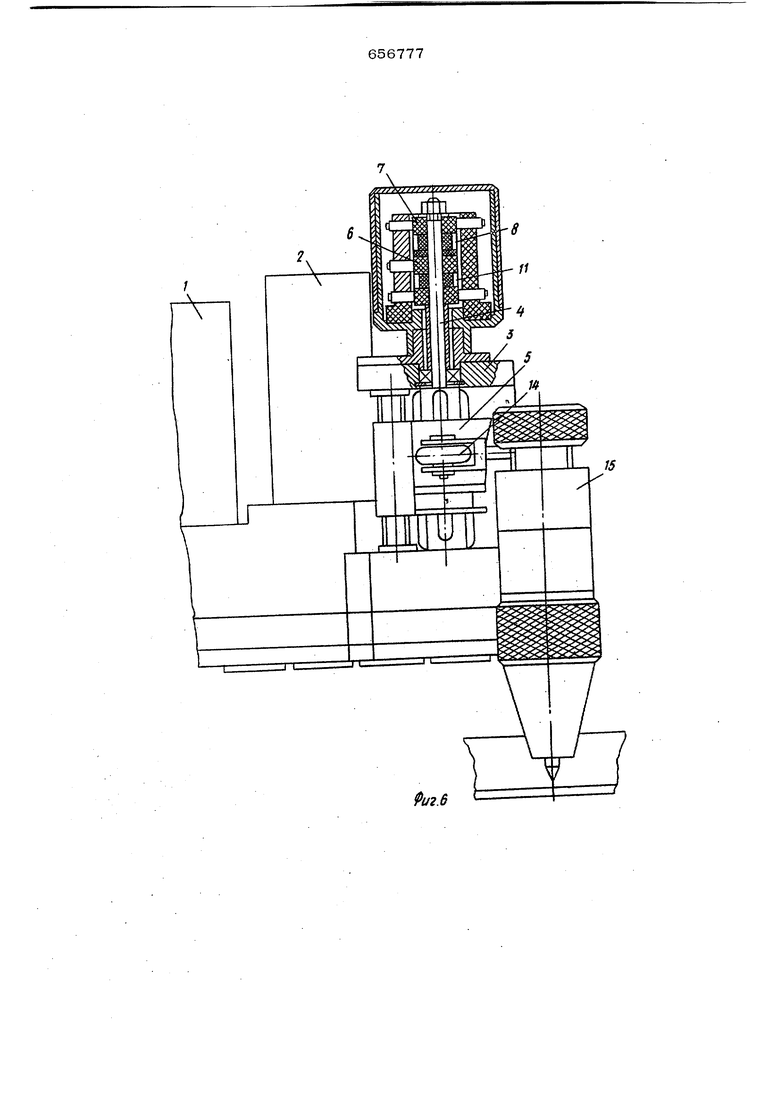
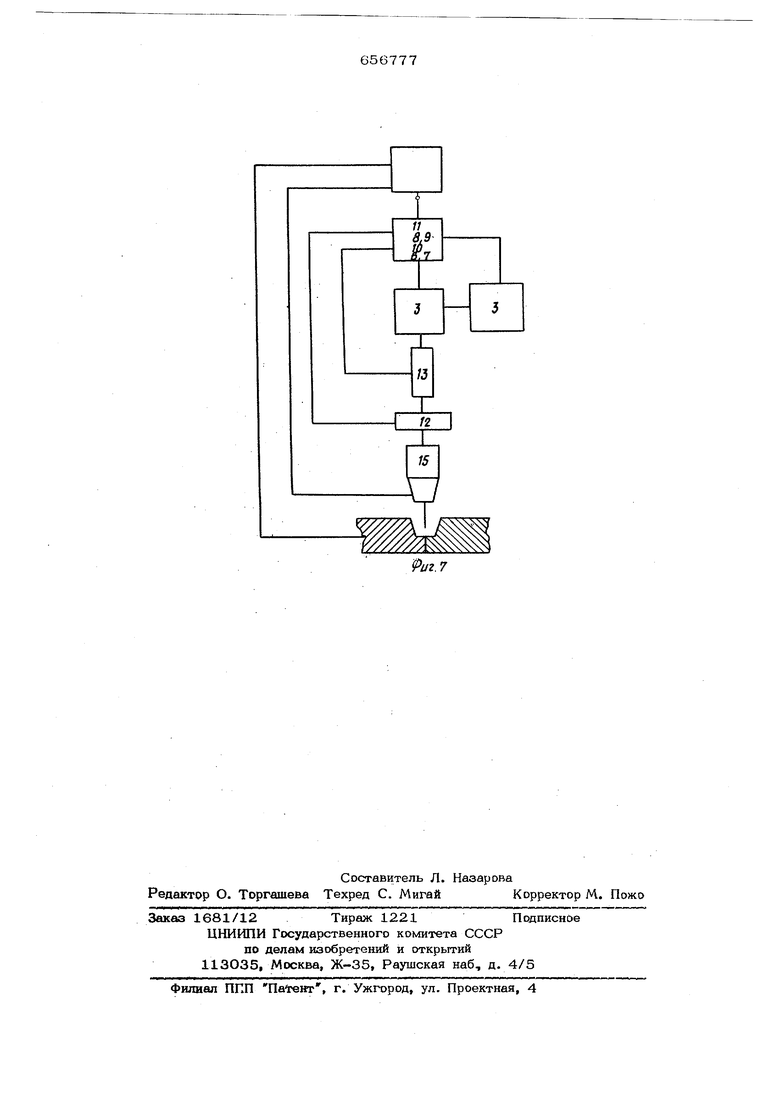
(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ НШОВОРОТНЫХ СТЫКОВ ТРУБ Направлениях я по амплитуде) поэму.щаюхшй сигнал необходимо посылать в различные управляющие элементы. Так положение горелк в вертикальном (шправлеиии и амплитуда кол баний регулируются системой А VC (АРНД) т.е. длиной дуги, а в горизонтальном па- .правлении - автономным (нэ связанным с АРНД) контрольным горизонтальным реле, что сшгжает точность слежения одновременно по трем параметрам. Кроме того, при сварке изделий большой толип Jibi с глубокой разделкой возшжает необходимость сварки одной из кромок разделки, горелка при этом должна совершать кЬлебашш только от середюшг разделки к кромке. Известным устройством невсзмолшо осушествить сварку одной кромки разде/гки Целью изобретения является повышение точности спежеюы в процессе сварки одновременно по трем направлениям. Для этого предлагаемое устройство снабжено коллектором, вы1шлнега-1ым в В1ще колец со съемкик.ами установленных на валу мехашюма для колебания горелки, при этом съемники электрггаески связаиы с механизмом слежешга по длине дуги и механизмами для меремещения горелки поперек стыка и вертикального перемещения горелки, дНа фиг„ 1. представлена кинематическая, cxet.fa устройства на фиг. 2 прог филь кулачка механг-гзма колебания| на .фиг. 3 «- ра-зрёз гю А-А иа фиг. 2| на фиг. 4 разделка шва; на фиг. 5 « пред.лагаемое устройство, об.щий вид1 на фиг, 6 то же, вид сбоку;, на фиг. 7 блок-схема преялагаэмого ycтpqйcтвa, На корпусе 1 смонтировгша каретка 2 на которой закреплен механ -1зм 3 колеба иия, на валу 4 которого посажены кулачок 5 и коллекторные кольца . Кольца 6, 7 и, 10 имеют токопроводящие съемшшн 11. Съемники 11 колец 6 и 7 связаны со щетками механизма 12 перемещения поперек сть1ка. Съемники 11 колей 8 и 9 связакы со щетками мехшшама 13 вертшсального negeMememisi. Кольцо 10 связано со щетками механизма 3 колебаний, Кулачок 5 кинематически связан с ро ликом 14j а ролик связан с горелкой 15 Кулачок 5 имеет рабочие поверхности 16 к 17 с nepeweraJiiM радиусом кривизны соответствующие углу f.. и поверхности 18 и 19 с постоянным радиусом кривизны соотвеах гвующне углу . Эти поверхности соответствуют перемещени VIM сварочной горешси на участках 3 52 и Sg разделки. Механизмы 12, 13 и 3 подключены к механизму 20 слежения по длине дуги через контакты 21 и 22. Устройство работает следующим образом. Перёд началом сварки перемещают рол1ж 14 по образующей кулачка 5, устанавливают необходимую амплитуду коле баний и требуемую длину дуги. Затем возбуждают дугу. При перемещении вала 4 ролик 14 перемещается по поверхности кулачка 5, профиль которого обеспечивает перемещение сварочной горелки 15 на участке S, S2 и Sg . При отклонении напряжения на дуге (расстоягше электрода до изделия) от эталонного сигнал рассогласования поступает в механизм 20 слежения, в котором он усиливается и направляется на коллекторные кольца 8 и 9. Кольцо 8 электрически связано с кольцом 1О. При расположении сварочной горелки 15 в момент появления сигнала рассогласования, например в зоне 5 , съемник 11 кольца 1О замыкает цепь механизма 13, который регулирует положение сварочной горелки 15 по вертикали, и в зависимости от знака сигнала рассогласования механизм 13 перемещает сварочную горелку 15е вверх или вниз. При дальнейщем колебании горешш 15 поперек разделки за счет вращения кулачка 5 она перемещается в зон-у например .5д. При этом кольцо Ю поворачивается и размыкает цепь двигателя механизма 13. Одновременно с кольцом 1О поворачивают и кольца 6 и их .съемника 11, замырают цепь механизма 12 перемещения поперек стыка, который переме.щает ролик 14 по горизонтали (вправо-влево), а съемник 11 кольца 10 замыкает цепь механизма 3, который ре-гулиру;ет амплитуду колебаний. Таким образом, при появлении сигнала рассоглаСОВШ0Ш, автоматически замыкаются uenir механизмов 12t 13 .и 3 которые отрабатывают возмущение, что приводит к повыше1шю точности слежения, следовательно и качества сварочного соединения. Когда необходимо осуществлять сварку на одной иа кромок. (Sg или 5з, размыкают контактом 21 соответствующую цень механизма 12, который рбеспечидает перемещение срарочной горелки 15 на участке S - S или S - Sj. Таким образом, один источник информации (меха.низм 2О) обеспечивает регулировку положения горегши 15 по вертикапи, по горизонтали и регулировку амплитуды колебаний. Устройство просто в изготовлении, надежно; в работе и обеспечивает высокую точность слежения Формула изобретени Устройство для автоматической сварки непоБоротных стыков труб, содержащее сварочную горелку, механизм для колеба ния горелки, механизм для перемещения горелки поперек стыка, механизм для вер тикального перемещения горелки и механи слежения по длине дуги, отличаю - щ е е-с я тем, что, с целью повышения точности слежения в процессе сварки одновременно по трем направлениям, оно 6 77.6 снабжено коллектором, выполненным в виде колец со съемникакта, установленных на валу механизма для колебания горелки, при этом съемники электрически связаны с механизмом слежения по длине дуги и механизмами для перемещения горелки поперек стыка и вертикального перемещения горелки. Источники информации, принятые во внимание при экспертизе 1.Патент Франции № 2211320, кл. В 23К 37/QO, 1968. 2. Сварочное производство № 1, 1973, с. 45-46 Новые переносные автоматы ТАМ для сварки неповоротных стыков труб вольфрамовым электродом с присадкой. 3.Патент США № 3646309, кл. 219-125, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Кулачок для механизма колебания сварочной горелки | 1976 |
|
SU677847A1 |
| Устройство для дуговой сварки | 1983 |
|
SU1116617A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1982 |
|
SU1031698A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1018833A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО СТЫКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2051015C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Устройство для дуговой сварки | 1983 |
|
SU1116618A1 |
| Устройство для автоматической сварки | 1988 |
|
SU1558605A1 |
5, . Д/ .3
Й/г.
иг.5
/5
.6
