Изобретение относится к установкам для изготовления объёмных железобетонных элементов.
Известна установка для изготовления железобетонных наделнй, включаюшая ста нину, наружную.опалубку с вертикально установленными лентами, передвижньш сердечники и перегородки между ними.
Однако ивестная установка не изготавливает объёмные блоки различных типо размеров и имеет низкую производительность.
Цель изобретения повышение производительности и обеспечение возможности изготовления блоков различных типораз- меров, устранение пересыхание потолка блока.
Достигается это тем, что вертикальные ленты снабжены роликами, оси которых перпендикулярны рабочим плоскостям лент, и навешены на станину, имеющую горизонтальные направляющие, а перегороки укреплены на нижних полках сердечников с помощюю разъёкшого соедине- I ния. Установка выполнена с накрывочным
конвейером, уложенным на вертикальные ленты.
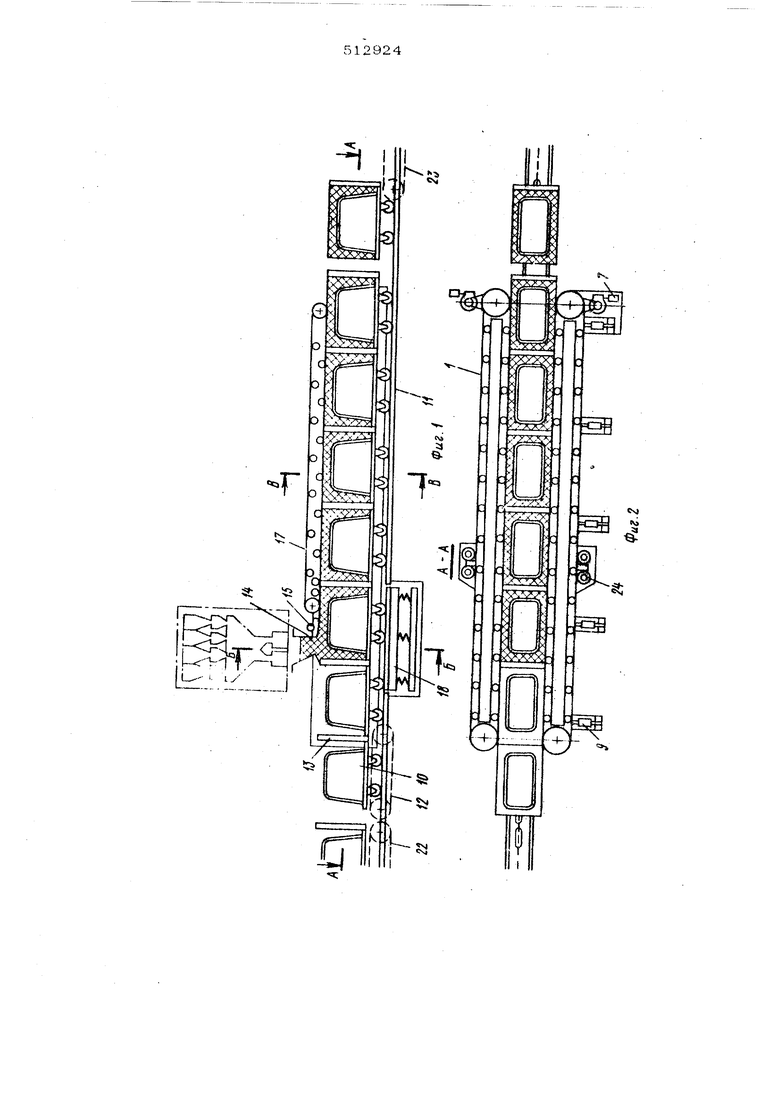
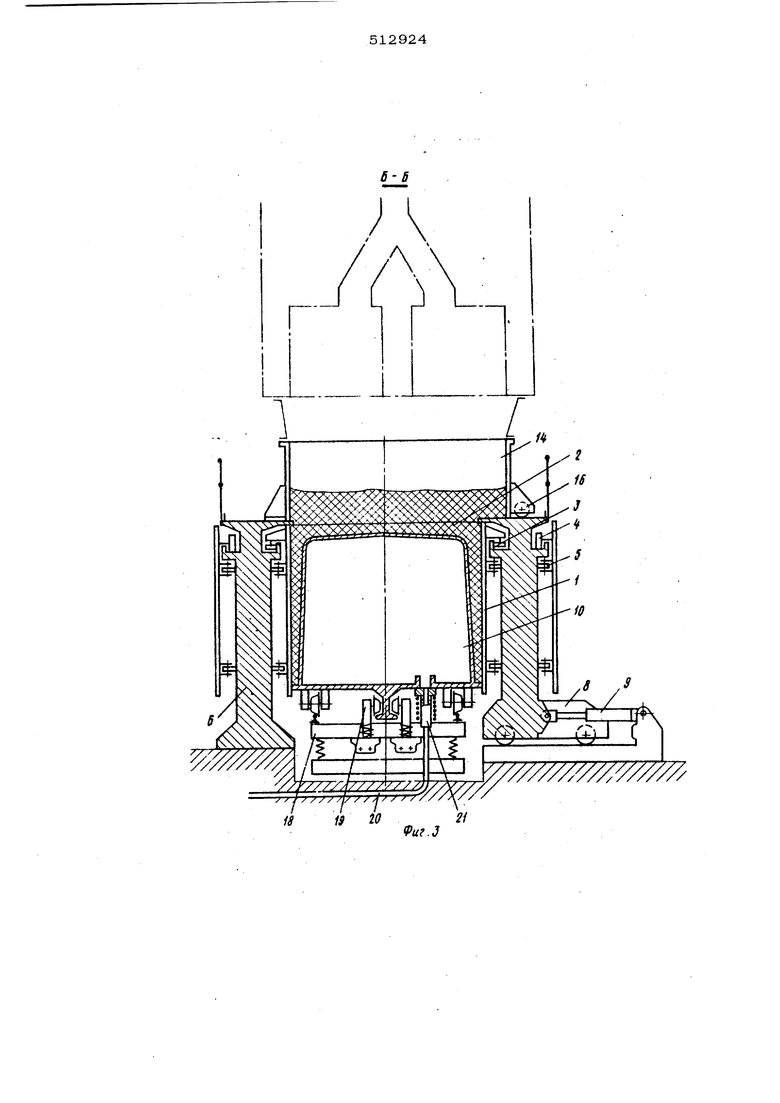
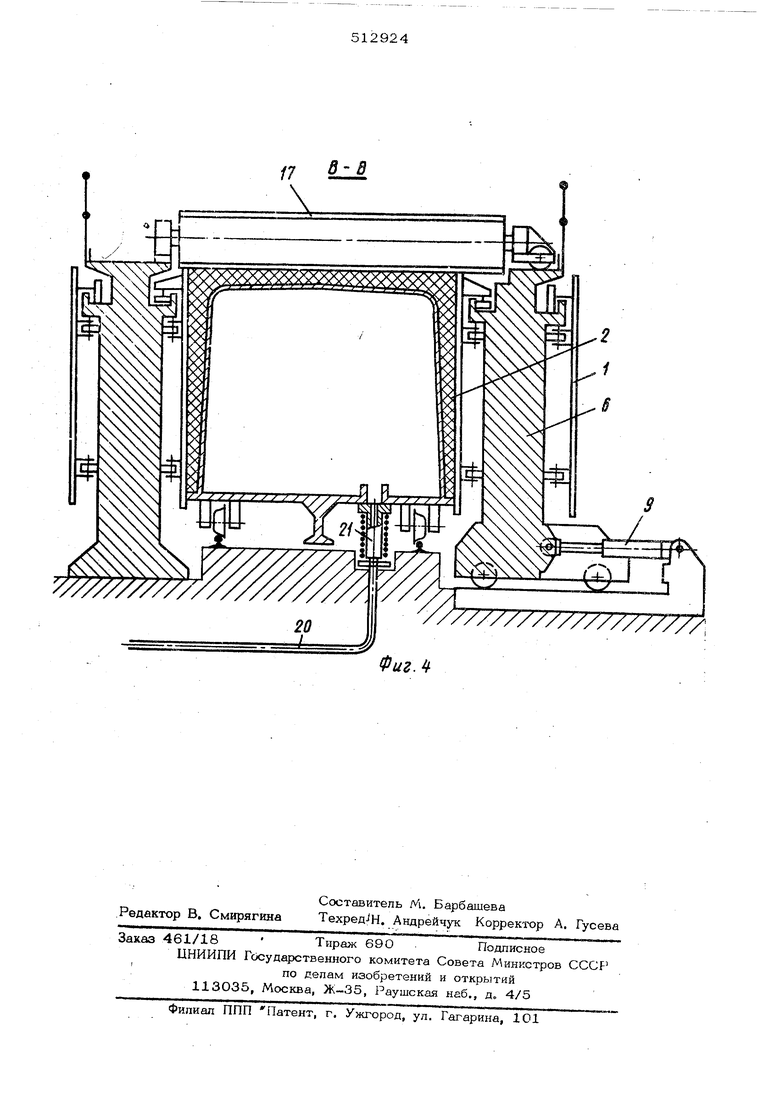
На фиг. 1 изображена предлагаемая установка, вид сбоку; на фиг, 2 - разрез по А-А на фиг. I; на фиг. 3 - разрез по Б не фиг. 1; на фиг. 4 - разрез по В-В на фиг. 1.
Устшюака состоит из наружной опалубки, выполненной в веде в тикальных бес;конечщ 1Х конвертерных пент 1, ширина ко- торых больше высоты изделия 2, снабжёи:11ых опорными катками 3, 4 и 5. Вертикальные конвейерныеленты представляют собой металический пластинчатый кон;вейер с обкладкой по рабочей, прымыкающей к изделию стороне эластичным полотiHOM из транспоргериой резино-тканевой ленты. Оси onopHbtx роликов перпендикулярны рабочим плоскостям лент. Ленты 1 наруж,ной опалубки навешены на .станину 6 и имют привод 7 для передвижения по ним. Станины имеют горизонтальные направляющие для опорных роликов 3, 4 и 5. Одна станина имеет подвижную опору 8, перемеща ющуюся с помощью гидравлического привода 9 в поперечном направпении при необходимости изменения; расстояния между пенами наружной опалубки. Отдельные сменные сердечники 1О, снабженные ходовыми колёсами поставлены в ряд вплотную один к другому на рельсы 11, по которым перемешаются с помощью цепного конвейера 12. Каждый сердечник имеет установленную вплотную к его Ш1жней полке одну съёмную или откидывающуюся на шарнире пере- городку 13, служащую для разделенияфор.муемых поперечных стенок двух смежных )изделий. Зазоры между стенками сердечни- I ков 1О и разделительными перегородками 1 а также лентами наружной опалубки 1 | определяют толщину стенок формуемых издвли1 . Сверху над сердечниками 1О на станинах 6 неподвижно укреплён бездонный бункер 14, к пердней стенке которого примыкает калибрующее устройство 15, Зазор меж ду нижней кромкой стенки, бункера ,и по тол ком сердечника определяет толщину потолка формуемого изделия. На одной станине бункер 14 укреплён неподвижно, а на друго стороне имеет опору 16 позволяющую 6yHW керу смещаться относительно этой ста1шны в поперечном направлении при изменении расстояния между лентами наружной опалубки. Сверху на станинах расположен накрьшочный ко1шейер 17 в виде бесконеч ной ленты, укрепленной также на одной станине неподвижно, а на другой-подвижно i Накрывочный конвейер 17 нижней ветвью аежит на ребрах лент наружной опалубки. 1 « движется за счет сил грения В разрыв рельсового пути установлена виброллощадка 18, снабжённая прижимным устройством 19, служащим для прижима к ней сердечника, с целью более эффективной передачи вибрации на движущийся по вибро площадке сердечник. Внутрь движущихся сердечников по трубам 20 через уплотнительные устройства 21, расположенные в ряд вдоль установки в зонах предвариТвйьиого подогрева сердечника, формовки и теврденчя, подводится пар. Перед конвейером 12 имее1ся ускориТ ДЬВ 1Й кривейер 22, а в конце конвейера уотановлен ускорительный конвейер 23 Ддя очистки ленты наружной опалубки 1 служит ©чистное устройство 24, состо яиее иа скребков, или щёток. .Работает установка следующим образом Подготовленный к формовке сердечник 1 ускорительным конвейером 22 подаёт- ,ся вплотную к впереди идущегчсу сердечнику };где захватывается коввейером 12 и вводит:ся мeж движущимися лентами ,1 которые при этом плотно прижимаюгсяк нижним сердечника. Сердечник 10 наезжает днищем у имеющим прорези, на уплотнитель- яое устройство 21, через которое внутрь сердечника начинает поступать пар. Нагретый сердечник переместившись в .зону формовки, попадает на виброплощадку 18, сообщающую ему вибрацию. При этом передвигающийся по виброплощадке 18 сердечник прижимается к ней с по-; мощью прижимного устройства 19. в то же время сердечник 10 входит под бункер 14, и бетон под воздействием вибрации, по мере пере/щюкения сердечника, заполняет зазоры между наружной и внутренней опалубками и укладывается над сердечником, образуя потолок объёмного изделия. Наружная опалубка, перемещается Вместе с сердечником 10 с одной с ним скоростью. Бетон, проходя под калибрую- щим устройством 15, калибруется на толщину потолка, затем сердечник с отформованным изделием перемещается в зону твердения, накрывается яакрывочным конвейером 17,.служащим одновременно пригрузом и средством, прецотвращаюишм пересушку бетона изделия на потолке. Пройдя зону твердения, изделие набирает прочность, достаточную для распалубки и выходит за пределы наружной опалубки 1, при этом происходит наружная распалубка продольных стен изделия автоматически за счёт отклонения лент 1 на концевом барабане. После наружной распалубки, сердечник с изделием подхватывается ускорительным конвейером 23 и, отрываясь от сзади идущего изделия, перемещается на съём изделия с сердечника, Освобождённый от изделия и подготов- лешшгй к новой формовке сердечник возвращается на.первоначальную позицшо, При необходимости изменить ширину формуемых изделий одна из станин вместе с расположенной, на ней лентой 1 наружной опалубки с помощью привода 9 перемещается в поперечном направлении и фиксируется в нужном положении, а при формовании используются сердечники соответствующей ширины. Формулаизобретения 1. Установка для изготовления объёмных элементов, включающая станин , наружную опалубку с вертикально установленными лентами, передвижные сердечники и перегородки мех;ду ними, о т я и чающаяся тем, что, с целью повышения производительности н рбеспвче- ;Ния возможности изготовления блоков различных HnopaaMepoB, вертикальные ленты снабжены роликами, оси которых перпендикулярны рабочим плоскостям лент, и навешены на станину, имеющую горизонтальные направляющие, а перегоро/хки укре|плены на нижних полках сердечников с по- |мощью разъёмного соединения, i 2. Установка по п. 1, отлича ющ а я с я тем, что, с цепью устранения JJ i пересыхания потолка блока, она выполнена с на1фывочным конвейером, уложенным на .вертикальные ьенты. w/////////, ( { / / //X// I / / / я x /7 - . Л /(« 202i y/////////////////
ФигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ БЛОКОВ | 1992 |
|
RU2037408C1 |
| Установка для формования объемного блока с перегородками | 1982 |
|
SU1090561A1 |
| Установка для формования объемных элементов | 1980 |
|
SU876437A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КОМПЛЕКСНЫХ МОНТАЖНЫХ ПОЛУБЛОКОВ ЗДАНИЙ И СООРУЖЕНИЙ | 1969 |
|
SU251436A1 |
| Установка для изготовления объемных элементов из бетонных смесей | 1977 |
|
SU743876A1 |
| Форма для изготовления кольцевых элементов из бетонных смесей | 1988 |
|
SU1689083A1 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| Установка для формования монолитных объемных железобетонных элементов типа "колпак" | 2023 |
|
RU2805026C1 |
| Установка для изготовления объемных элементов | 1981 |
|
SU1206099A1 |
| Установка для изготовления строитель-НыХ издЕлий | 1979 |
|
SU808305A1 |