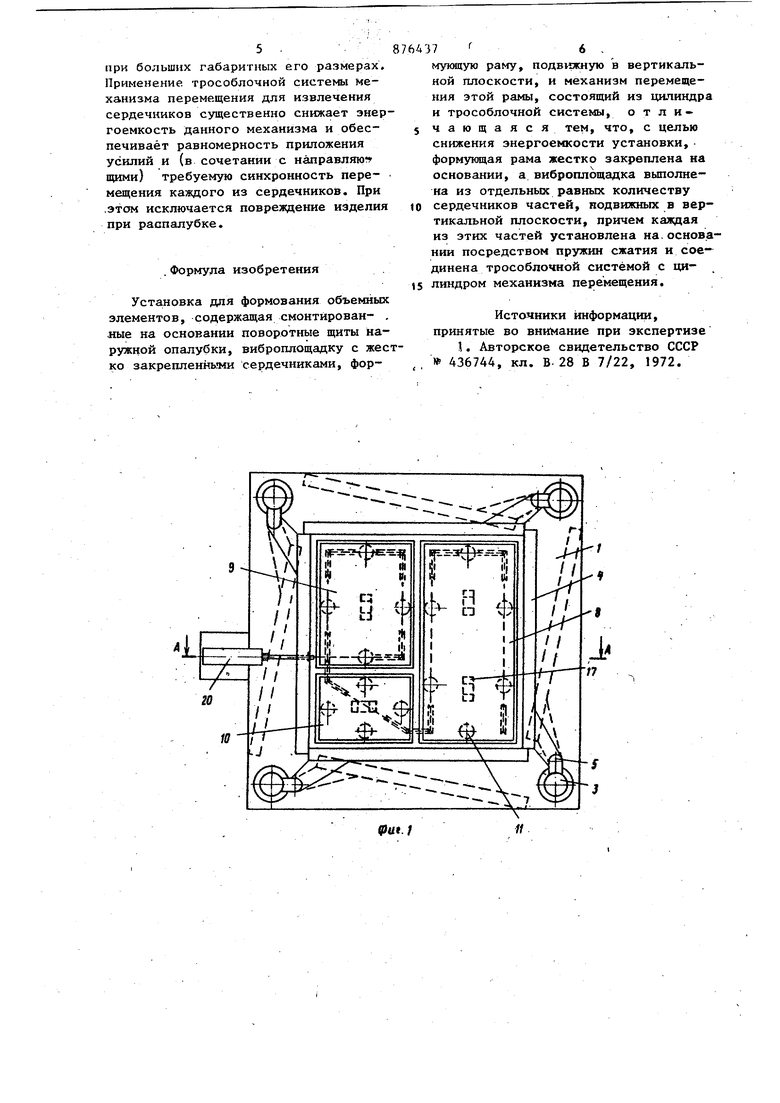
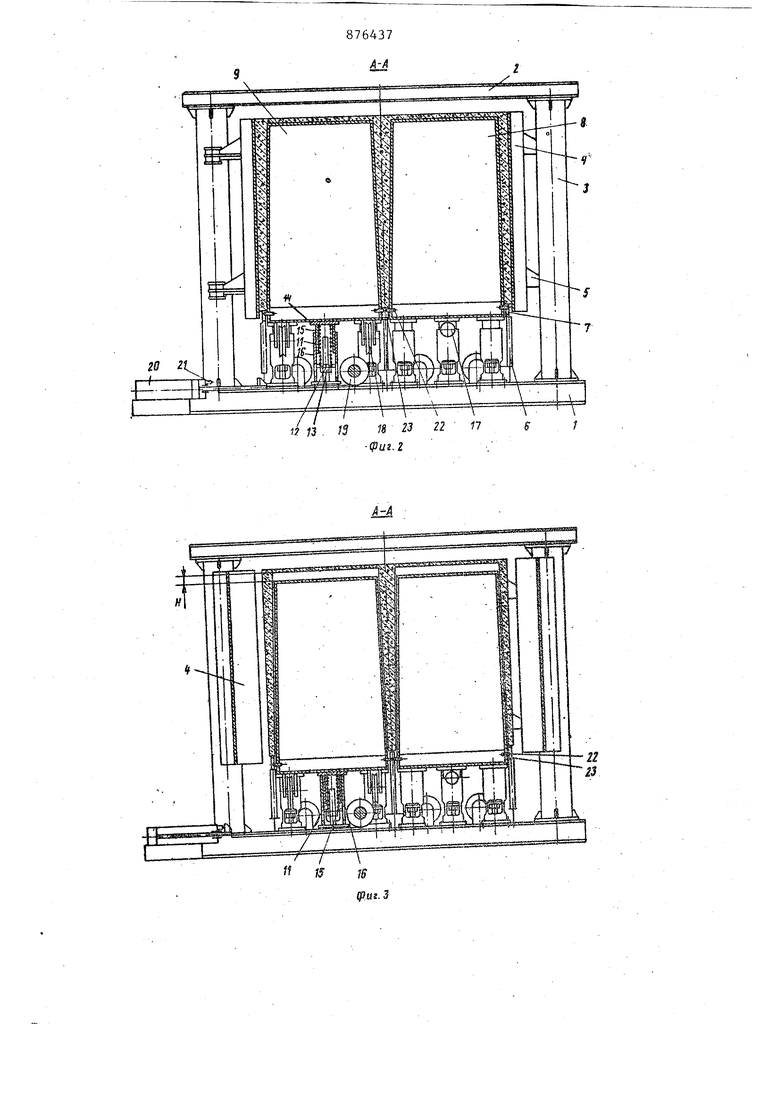
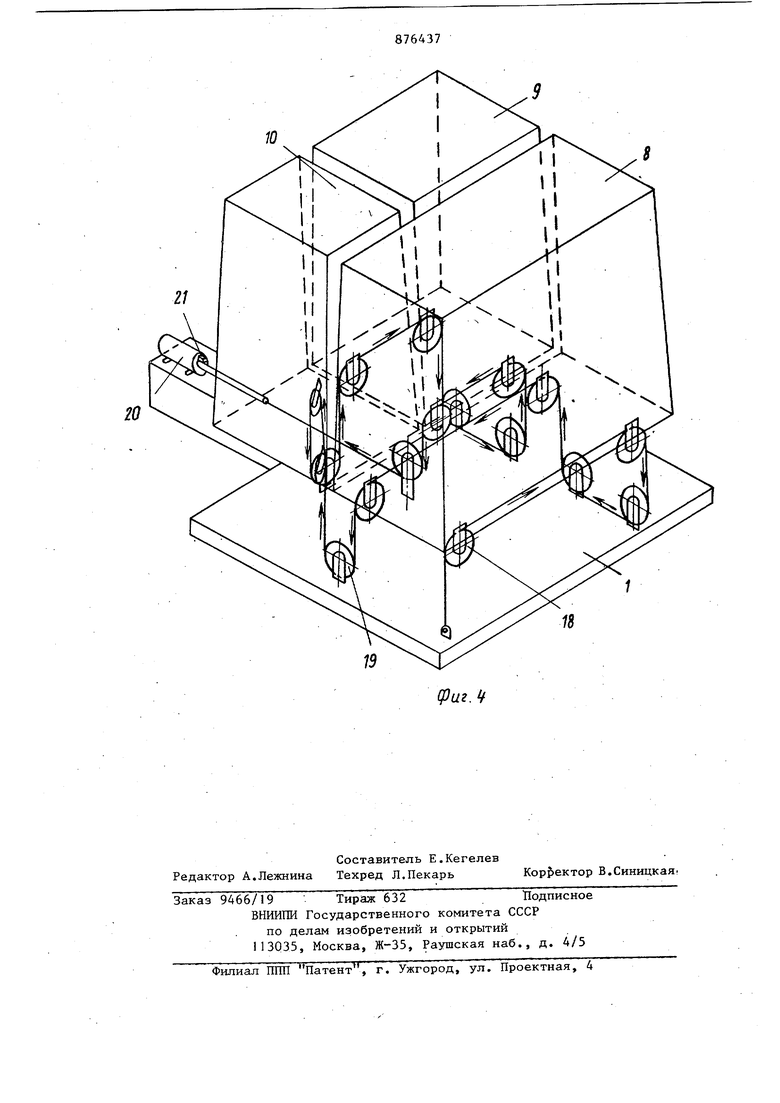
(54) УСТАНОВКА ДЛЯ ФОРМИРОВАНИЯ ОБЪЕМНЫХ Изобретение относится .к технологическому оборудованию, применяемом на заводах строительной, индустрии и предназначенному для формования объемных элементов. Известна установка для формовани объемных элементов, содержащая смон тированные на основании поворотные щиты наружной опалубки, виброплощад ку с жестко закрегшенными сердечниками, формующую раму, подвижную -в вер -икальной плоскости, и механизм перемещения этой рамы, состоящий из цилиндра и трособлочной системы Со Недостатком известной установки является большая энергоемкость при распалубке, т.е. при выпрессовке .се дечников из изделия. Цель изобретения - снижение энер гоемкости установки. Указанная цель достигается тем, что в установке, содержащей смонтированные на основании поворотные ЭЛЕМЕНТОВ щиты наружной опалубки, вибропло-. щадку с жестко закрепленными сердечниками , формующую раму. подвижную в вертикальной плоскости, и механизм перемещения этой рамы, состоящий из цилиндра и трособлочной системы, формующая рама жестко закреплена на основании, а виброплощадка выполнена из отдельных равных количеству сердечников .частей, подвижных в вертикальной плоскости, причем каждая из этих частей установлена на основании посредством пружин сжатия и соединена трособлочной системой с цилиндром механизма перемещения. На фиг. 1 изображена установка вид в плане, на фиг. 2 - разрез А-А на фиг. 1 (в состоянии формовки); на фиг. 3 - то же, в распалубленном состоянии, на фиг. 4 - схема трособлочной системы механизма подъема. Установка (фиг. 1 и 2) содержит. , опорную раму 1 и вспомогательную ферму 2, которые связаны между собой посредством четырех вертикальных колонн 3 и виброщнтов 4 наружной оп лубки, закрепленньк с помощью шарниров 5 на колоннах. На опорной раме 1 установлено основание 6 к ко торому жестко прикреплен формовочный стол 7 виброплощадки, геометрия которого (в плане) определяет геометрические размеры формуемого объ. емиого элемента. Во внутренних напр лякнцих формовочного стола 7 установлены сердечники 8-10, формунщие внут ренние полости помещений объемного элемента. Сердечники выполняются с технологическими уклонами и опираются на требуемое количество пружин 11, казкдая из которых установле на в седло 12, положение которого п ределяется регулировочными гайками 13. К крышкам сердечников 14 прикреплены цилиндрические стаканы 15 образующие в совокупности со втулками 16 направляющие для движения сердечников . Втулки 16 жестко связаны с опорной рамой 1. На крышках 14, прикрепленных к сердечникам, установлены вибраторы 17 и канатные блоки 18, На опорной раме 1 также установлены канатные блоки 19, которые сов местно с блоками 18 образуют трособлочную систему механизма подъема (фиг. 4), приводимую от длинноходового гидроцилиндра 20, снабженного . концевым выключателем 21., Приводным механизмом может служить лебедка, ре;ечный механизм и т.д. К каждомуиз сердечников жестко прикреплены па щл 22 которые введены , в прорезь ограничителя 23, связанного с формовочным столом 7 виброплощадкой и обе печивающего фиксацию положения сердечников в крайних положениях. . Установка работает следукяцим образом. В исходном положении установки (фиг. 2) виброщиты закрыты, сердечники 8-10 находятся в крайнем верхне положении. При этом пружины 11 пр едварительно сжаты (седлом 12 посредством гаек 13) в такой степени, что бы палец 22 находился в крайнем верх нем положении ограничителя 23. Это достигается тем, что суммарная вытал кивающая сила предварительно сжатых ПОД каждым сердечником пружин несколько превьшает нагрузку от веса сердечника и бетонной смеси, формирукяцей потолок объемного блока. 4 После устаиоикп арматуряого каркаса в формуем1 1е полости подают бетонную смесь и включают вибростолы. Вибростол представляет собой группу пружин 11, на которую установлен каждый из сердечников 8-10. После включения вибраторов 17 каждый из сердечников совершает колебания с требуемой амплитудой. По завершению тепловой обработки формуемого объемного блока производят распалубку. При перемещении гидротолкателя (фиг. 3) посредством полиг спастного механизма осуществляется последовательная выпрессовка каждого из сердечников. Причем, кратность полиспаста под каждым из сердечников рассчитывается, исходя.из суммарной нагрузки, которая включает в себя усилие, необходимое для выпрессовки данного сердечника, и усилие, потребное для деформирования группы пружин 11 (на которьк установлен данный сердечник на величину хода Н (фиг. 3), Вьшрессовка сердечников осуществляется плавно и синхронно, благодаря равномерному приложению усилий, за счет применения полиспастного механизма и вследствие того, что перемещение осуществляется в направляющих, представляющих собой пары трения скольжения, состоящие из цилиндрических стаканов 15 и втулок 16. При достижении первым из сердечников крайнего положения палец 22 занимает нижнее предельное положение в прорези ограничителя 23 и вслед за этим усилие.полиспастного механизма затрачивается на вьшрессовку следующего сердечника. После извлечения последнего из сердечников гидротолкатель 20 достигает крайнего положения и гидропривод-выключают посредством концевого выключателя 21. Затем после раскрытия виброщитов 4 (фиг. 2 и 3) осуществляют съем готового изделия. Для приведения установки в исходное для последукядей формовки положение поршень гидротолкателя 20 возврещают в исходное положение. При этом пружины 11 обеспечивают автоматический возврат каждого из сердечников в исходное положение. На данной установке возможно формование объемного элемента с любым требуемым количеством перегородок. 5 . при больших габаритных его размерах Применение трособлочной системы механизма перемещения для извлечения сердечников существенно снижает энер гоемкость данного механизма и обеспечиваёт равномерность приложения усилий и (в сочетании с направляюг щими) требуемую синхронность перемещения каждого из сердечников. При ,этом исключается повревдение издели при распалубке. Формула изобретения Установка для формования объемны элементов, содержащая смонтированные на основании поворотные щиты на ружной опалубки, виброплощадку с же ко закрепленньми сердечниками, фор7 - , мукщую раму, подв ясную в вертикальной плоскости, и механизм перемещения этой рамы, состоящий из цилиндра и трособлочной системы, отличающаяся тем, что, с целью снижения энергоемкости установки, формующая рама жестко закреплена на основании, а виброплощадка выполнена из отдельных равных количеству сердечников частей, подвижных в вертикальной плоскости, причем калщая из этих частей установлена на.основании посредством пружин сжатия и соединена трособлочной системой с цилиндром механизма перемещения. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 436744, кл. В-28 В 7/22, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования объемного блока с перегородками | 1982 |
|
SU1090561A1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU850393A1 |
| Установка для формования объемного блока | 1982 |
|
SU1094741A1 |
| Установка для изготовления объемного элемента крышной части здания | 1978 |
|
SU770797A1 |
| Установка для изготовления объемных элементов из бетонных смесей | 1977 |
|
SU743876A1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| Установка для формирования объемных элементов | 1980 |
|
SU874362A1 |
| Установка для изготовления объемных элементов | 1985 |
|
SU1303412A1 |
| Установка для формования объемных элементов | 1981 |
|
SU992195A1 |
| Установка для изготовления объемных элементов | 1980 |
|
SU906703A1 |
20
(pue.fy
