1
Изобретение относится к области обработки металлов давлением, а именно к штамповке деталей из трубных заготовок.
Известен способ обжима цилиндрических обечаек осевым усилием деформирования с исиользованием технологического кольца. Этот способ применим для обжима толстостенных заготовок.
По предлагаемому способу для предотвращения складкообразования в зоне деформации у тонкостенных обечаек технологическое кольцо устанавливают по внутренней поверхности краевой деформируемой части обечайки, после чего производят ее обжим.
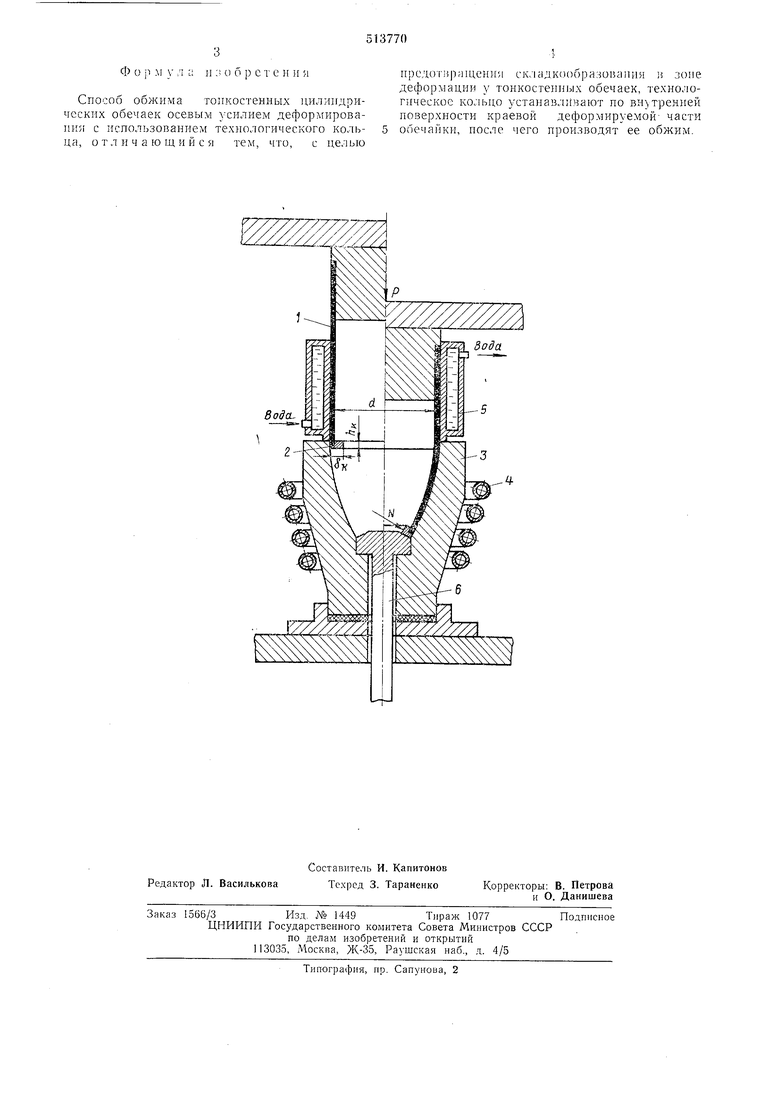
Предлагаемый способ иллюстрируется чертежом. Левая часть чертежа - исходное положение. Правая - конечное состояние. Стрелкой Р показано осевое усилие. Стрелкой N показано радиальное воздействие технологического кольца на заготовку.
На внутренней поверхности цилиндрической обечайки 1 установлено на легкопрессовой посадке технологическое кольцо 2 из того же либо другого материала. Обечайка 1 охватывается матрицей 3, находящейся внутри индуктора 4. На обечайку надета охлаждаемая обойма 5, которая установлена на матрице 3. Внутри матрицы 3 установлен выталкиватель 6.
Матрица 3 прогревается индуктором 4. Вода, протекающая по обойме 5, охлаждает зону передачи усилия обечайки 1, которая обжимается осевым усилием деформирования в матрице 3.
В процессе обжима кольцо 2 перемещается вместе с заготовкой с внутренней стороны, сдерживая образование складок по кромке.
Удаление полученной оболочки 13 штампа осуществляется выталкивателем 6, работающим от маркерного устройства пресса (на чертел е не показано).
После штамповки технологическое кольцо удаляют механической обработкой краевой части оболочки.
Потеря устойчивости самого кольца предотвращается выбором соответствующих геометрических параметров.
На основе нроведения опытных работ параметры технологического кольца определяются зависимостями:
6ft (0,,05)d /7ft (1,,5)6,,, где б); - толщина кольца, hk - высота кольца, d - диаметр обечайки.
Складкообразован е, т. е. осевая потеря устойчивости в зоне передачи усилия, предотвращается охлаждаемой обоймой 5. Темиературно-скоростные режимы штамповки не отличаются от известных.
Ф о ji м у л а и ; обре т е н и я
Способ обжима тонкостенных цилиндрических обечаек о-севым усилием деформирования с использованием технологического кольца, о т л и ч а ю щ и и с я тем, что, с целью
ирсдотиращеиим складкоооразоваиия зоне деформации у тонкостенных обечаек, технологическое кольцо устанавлй}5ают ио внутренней новерхности краевой деформируемой- части обечайки, носле чего нроизводят ее обжим.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| Штамп для изготовления полых деталей | 1986 |
|
SU1324724A1 |
| Способ обжима концов трубных заготовок | 1976 |
|
SU574256A1 |
| Штамп для обжима тонкостенных оболочек | 1976 |
|
SU592492A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2693409C1 |
| Способ изготовления полых деталей с внутренним фланцем из трубчатых заготовок и устройство для его осуществления | 1990 |
|
SU1766565A1 |
| Матричный блок | 1981 |
|
SU984613A1 |
| Штамп для обжима полых заготовок | 1974 |
|
SU510296A1 |
| Способ изготовления полых деталей | 1976 |
|
SU591254A1 |
