iVBV
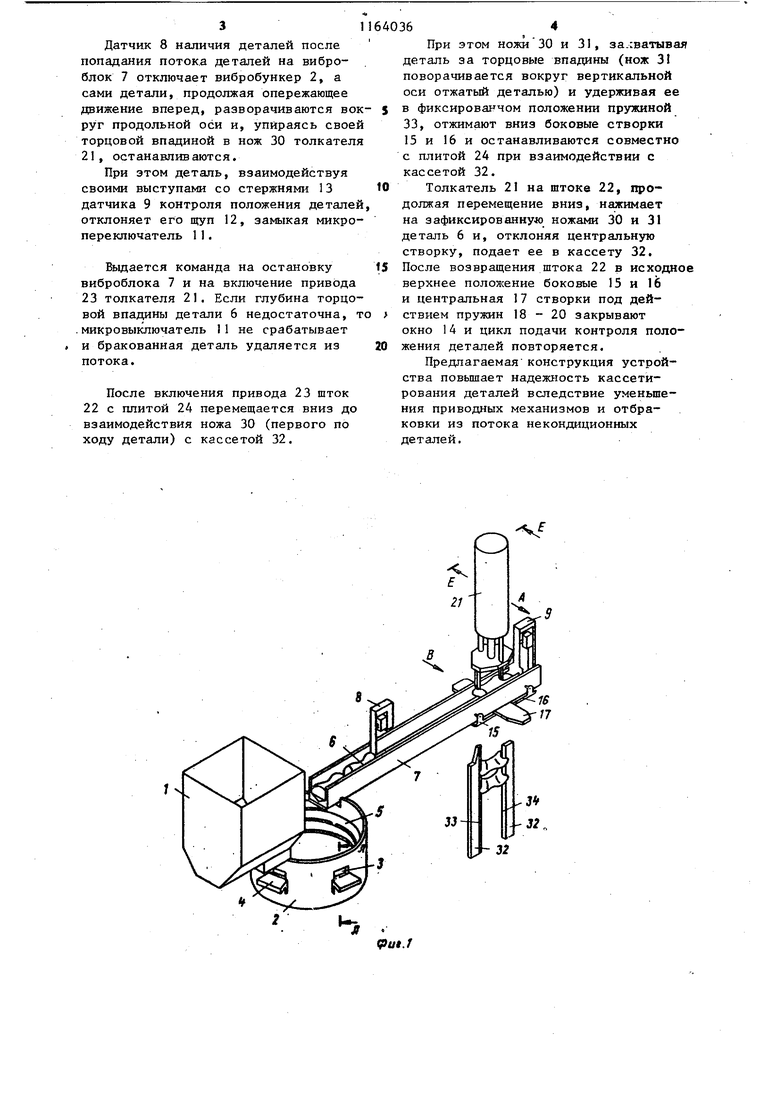
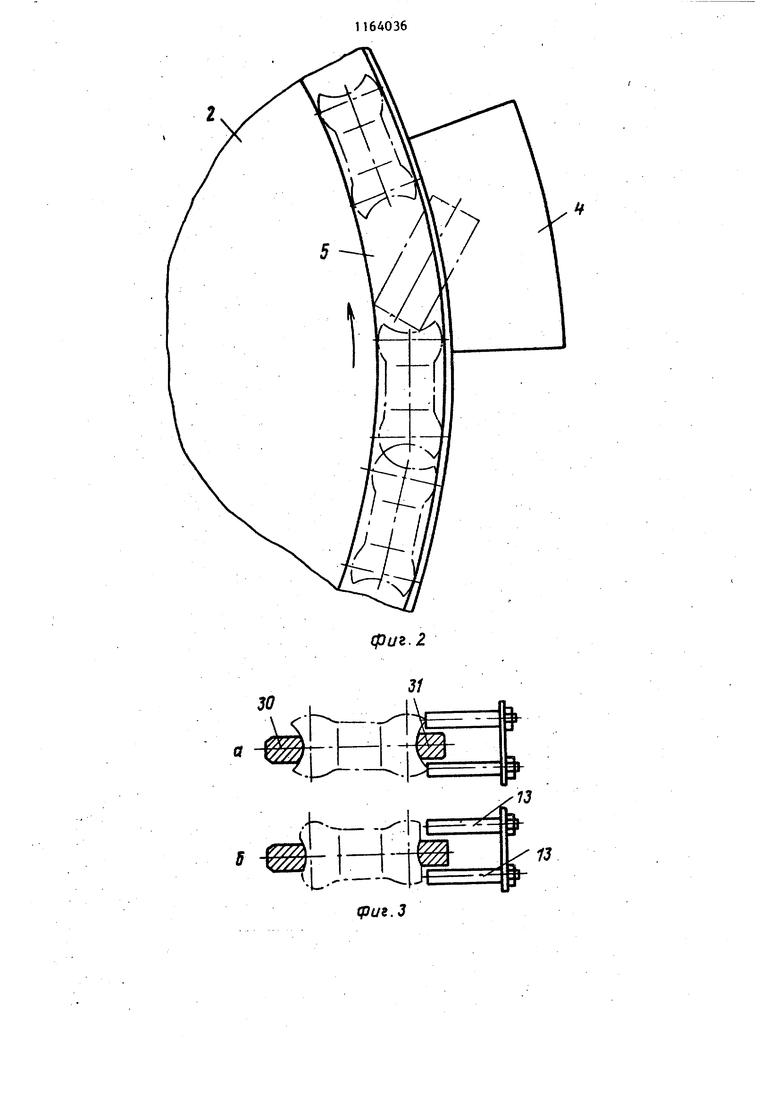
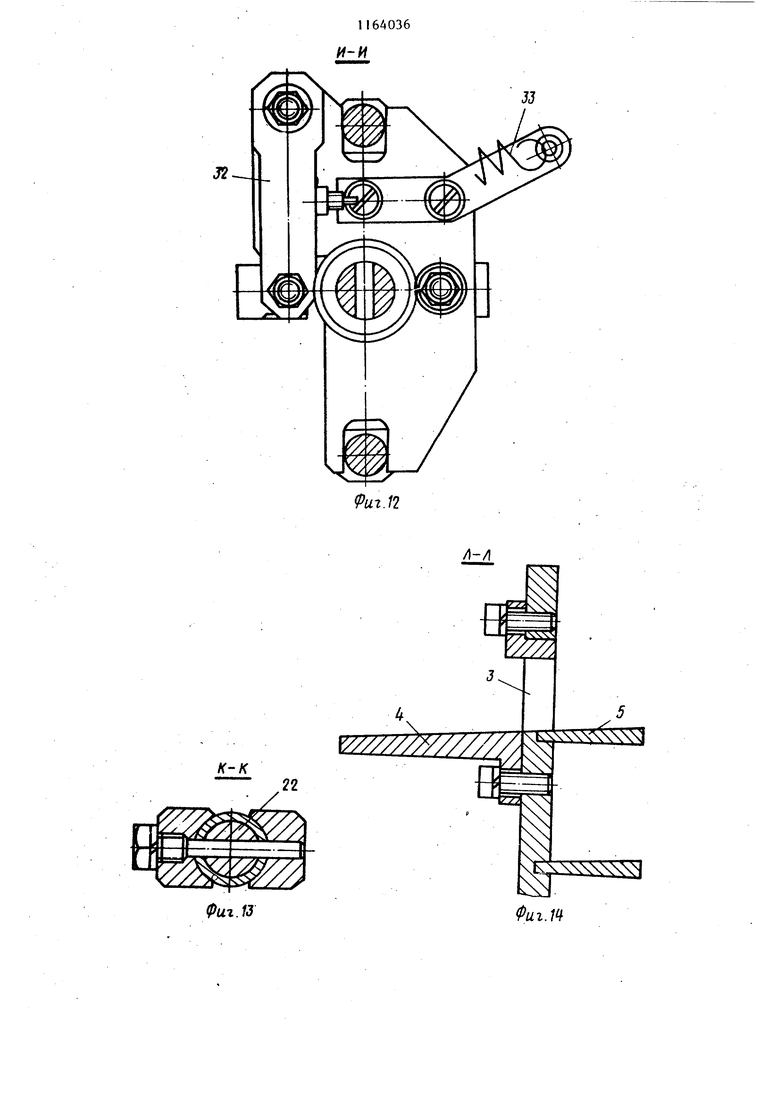
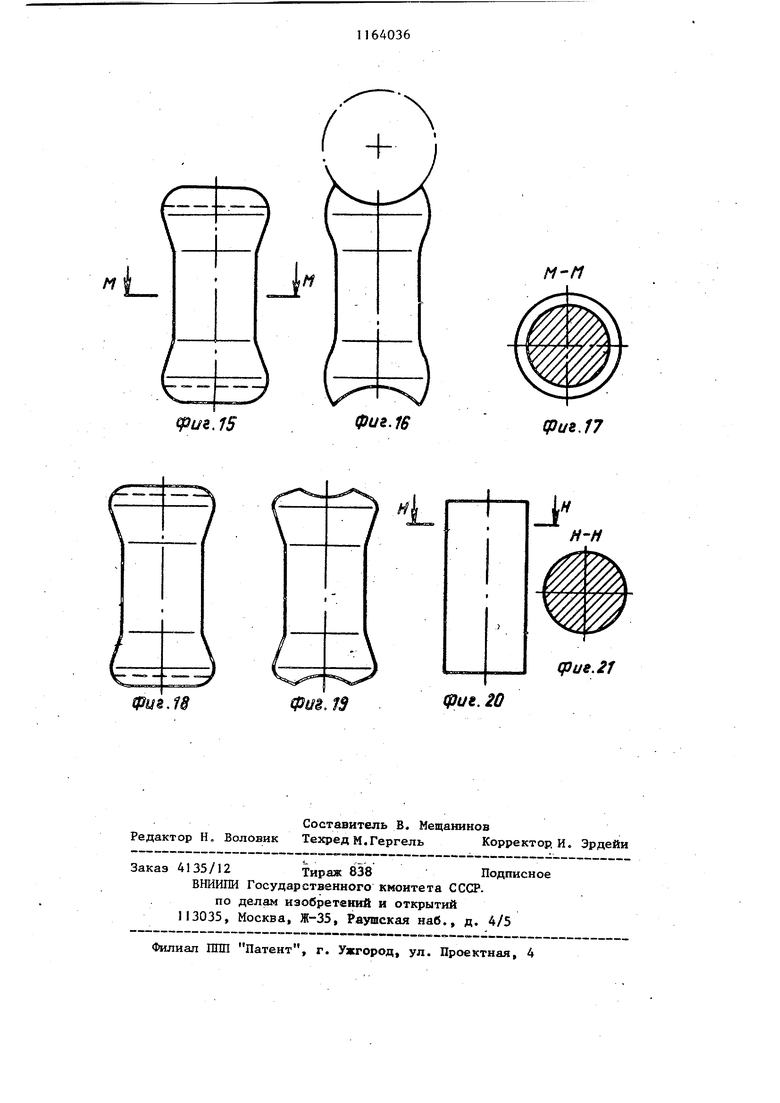
о со Изобретение относится к машиностроению и может быть использовано в устройствах для автоматического ориентирования и кассетирования дета лей. Известно устройство для набора деталей в кассеты, содержащее вибрационные лотки и кассеты | . Недостатками данного устройства являются низкая производительность, быстродействие и качество отбраковки некондиционных деталей, Известно устройство для набора деталей в кассету, содержащее виброблок с датчиками наличия и контроля деталей и толкатель 2. Недостатками известного устройства являются ненадежность работы из-за громоздкости и сложности, приводного механизма, а также отсут ствия отбраковки некондиционных деTaneti перед кассетированием. Цель изобретения - повьяпение на. дежности работы устройства. Указанная цель достигается тем, что в устройстве для набора деталей в кассету, содержащем вибролоток с датчиками наличия и контроля деталей и толкатель, вибролоток в зоне размещения кассеты выполнен с окном и снабжен центральной и боковыми подпружиненными створками, а толкатель плитой с ножами, установленной с во можностью поочередного взаимодействи с боковыми створками и кассетой, при чем один из нСжей закреплен на плите шарнирно и подпружинен. На фиг, 1 изображено устройство, общий вид; на фиг 2 - схема выбраков . ки некондиционной детали с непрошта пованными торцовыми впадинами и выступами; на фиг, 3 - схема выбраков некондиционной детали с недостаточно по глубине торцовой впадиной; на фиг, 4. - вид А на фиг, 1; на фиг, 5 вид Б на фиг. 4; на фиг, 6 - схема подачи детали в кассету толкателем; на фиг, 7 - вид В на фиг. 1; на фиг. 8 вид Г на фиг, 7; на фиг. 9 - разрез Д-Д на фиг. 8; на фиг, 10 - разрез Е-Е на фиг. 1; на фиг. 11 - разрез Ж-Ж на фиг. 10; нафиг, 12 - разрез И-И на фиг. 10; на фиг. 13 - разрез К-К на фиг. И; на фиг. 14 - разрез Л-Л на фиг. 1; на фиг, 15 деталь, набираемая в кассету, вид спереди; на фиг, 16 - то же, вид сбоку; на 4иг, 17 - разрез М-М на фиг. 15; на фиг. 18 - некондиционная деталь с недостаточной по глубине торцовой впадиной, вид спереди; на фиг, 19то же, вид сбоку; на фиг. 20 - некондиционная деталь с непроштампованными торцовыми впадинами и выступами; на фиг. 21 - разрез Н-Н на фиг. фиг. 20. Устройство для набора деталей в кассету содержит дозатор 1, вибробункер 2 с калиброванными окнами 3, поддержками 4 и спиральной дорожкой 5 дпя деталей 6, виброблок 7 с датчиком 8 наличия деталей и датчиком 9 контроля положения деталей (брака). . Датчик 9 контроля положения деталей выполнен в виде кронштейна 10 с микропереключателем 11 и свободно подвешенного щупа 12 со стержнями 1 3 . В виброблоке 7 выполнено окно 14, перекрытое двумя боковыми 15 и 16 и центральной 17 створками, подпружиненными пружинами 18-20 соответственно. Над окном 14 установлен толкатель 21. На штоке 22 привода 23 толкателя 21 установлена плита 24 с возможностью возвратно-поступательного перемещения при помогци пружины 25, паза 26 и штифта 27, вдоль направляю.щих 28 и 29 корпуса привода 23. На плите 24 смонтированы упорные ножи 30 и 31, Корпус 32 ножа 31 установлен шарнирно на вертикальной оси и поджат пружиной 33 к фланцу 34. Расстояние между рабочими кромками 35 и 36 ножей 30 и 3 и усилие поджатия ножа 31 выбираются из условия гарантированного удержания ножами 30 и 31 детали от выпадания под действием собственного веса. Под окном 14 установлена кассета 32, имеющая рабочие поверхности 33 и 34, аналогичные по профилю рабочим кромкам 35 и 36 ножей 30 и 31. Ход штока 22 привода 23 выбран из условия обеспечения контакта ножей 30 и 31 с кассетой 32. Устройство работает следующим образом. Детали 6 загружаются в дозатор I и порционно выдаются на спиральную дорожку 5 вибробункера 2. При помощи поддержек 4 бракованные детали в виде цилиндра удаляются из потока.
Датчик 8 наличия деталей после попадания потока деталей на виброблок 7 отключает вибробункер 2, а сами детали, продолжая опережающее движение вперед, разворачиваются вокруг продольной оси и, упираясь своей торцовой впадиной в нож 30 толкателя 21, останавливаются.
При этом деталь, взаимодействуя своими выступами со стержнями 13 датчика 9 контроля положения деталей отклоняет его щуп 12, замыкая микропереключатель 11.
Вьодается команда на остановку
виброблока 7 и на включение привода 23 толкателя 21. Если глубина торцовой впадины детали 6 недостаточна, то .микровыключатель 11 не срабатывает и бракованная деталь удаляется из
потока.
После включения привода 23 шток 22 с плитой 24 перемещается вниз до взаимодействия ножа 30 (первого по ходу детали) с кассетой 32.
При этом ножи 30 и 31, захватыва деталь за торцовые впадины (нож 3 поворачивается вокруг вертикальной оси отжатый деталью) и удерживая ее в фиксированном положении пружиной 33, отжимают вниз боковые створки 15 и 16 и останавливаются совместно с плитой 24 при взаимодействии с кассетой 32.
Толкатель 21 на штоке 22, продолжая перемещение вниз, нажимает на зафиксированну ножами 30 и 31 деталь 6 и, отклоняя центральную створку, подает ее в кассету 32. После возвращения штока 22 в исходно верхнее положение боковые 15 и 16 и центральная 17 створки под действием пружин 18-20 закрывают окно 14 и цикл подачи контроля положения деталей повторяется.
Предлагаемая конструкция устройства повьш1ает надежность кассетирования деталей вследствие уменьшения приводных механизмов и отбраковки из потока некондиционных деталей.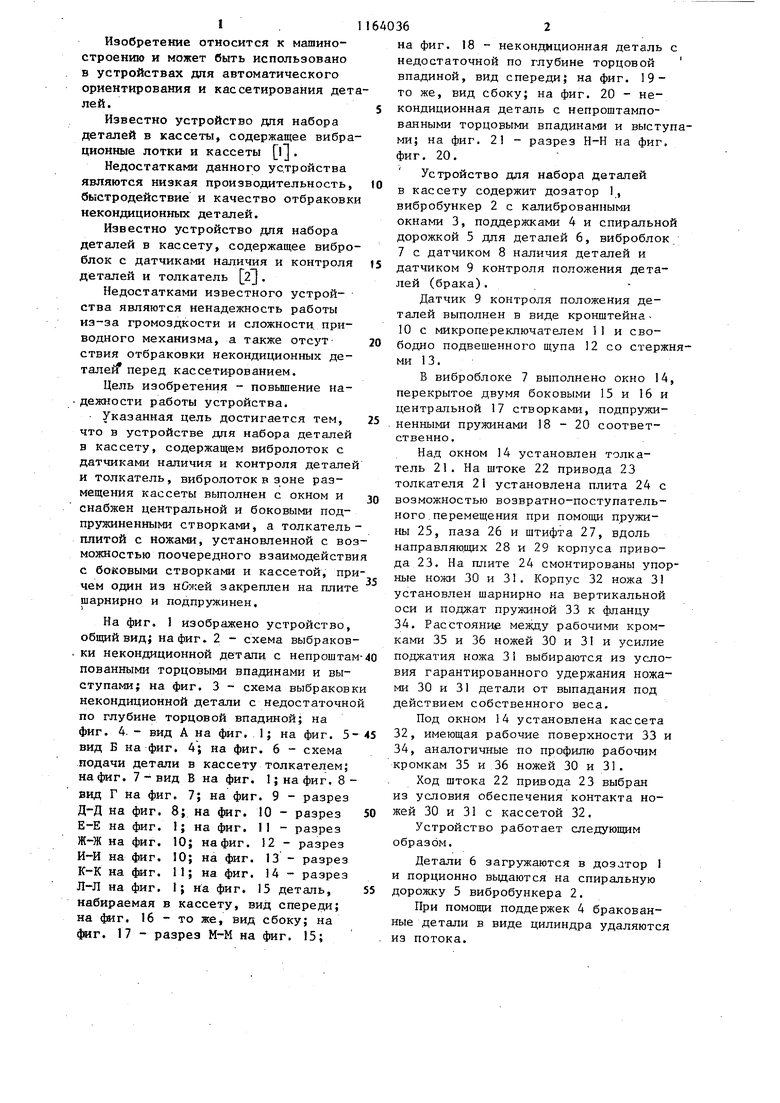
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кассетирования плоских деталей | 1986 |
|
SU1348139A1 |
| Устройство для подачи деталей | 1988 |
|
SU1593907A1 |
| Устройство для контроля и сортировки магнитов | 1987 |
|
SU1443979A1 |
| Устройство для сборки и контактной сварки деталей | 1978 |
|
SU770696A1 |
| Автомат для сборки болтов с шайбами | 1985 |
|
SU1349953A1 |
| Установка для изготовления железобетонных изделий с пустотами | 1984 |
|
SU1219370A1 |
| Устройство для сортировки и кассетирования миниатюрных деталей | 1980 |
|
SU912308A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
| Устройство для ориентированной загрузки деталей в съемную кассету | 1986 |
|
SU1342672A1 |
| Устройство для ориентации и кассетирования плоских деталей с отверствием | 1975 |
|
SU513773A1 |
УСТРОЙСТВО ДЛЯ НАБОРА ДЕТАЛЕЙ В КАССЕТУ, содержащее вибролоток с датчиками наличия и контроля деталей и толкатель, отличающееся тем, что, с целью повышения надежности работы устройства, виброблок в зоне размещения кассеты выполнен с окном и снабжен центральной и боковыми подпружиненными створками, а толкатель - плитой с ножами, установленной с возможностью поочередного взаимодействия с боковыми створками и кассетой, причем один из ножей закреплен на плите шарнирно и подпружинен.
30
Ь- J 11
фиг. 2
21
Bud В
. 4
fpuz 5
rO
2S
.
Г5П „
л1
20 ВчдВ
ж
ВидГ
164036
-/ W////////////. Фиг. 13
JJ
to./2 ь.хч чччч7 дзиг,15 фиг. W Mfl фиг.17
J
т
н-н
Cpue.21
фик. 20
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ НАБОРА ДЕТАЛЕЙ В КАССЕТЫ | 0 |
|
SU184702A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для набора деталей в кассеты | 1981 |
|
SU984807A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
