Изобретение отноеится к области размерной электрохимической обработки.
Известны электроды-инструменты для обработки иоверхностей тел вращения, на рабочей иоверхностн которых имеются нзоляниоиные буртики, нредотвращающие возникновеиие короткого замыкания в межэлектродио.м зазоре.
С целью формирования стабилизации цотока электролита в межэлектродмом иромежутке в предлагаемо.м электроде-иистрхменте виитовые изоляционные буртики выиолнены миогозаходными, нричем количество заходов и шаг витков вынолнены так, чтобы в зоне обработки в любой момент находи.тось по крайней мере два витка.
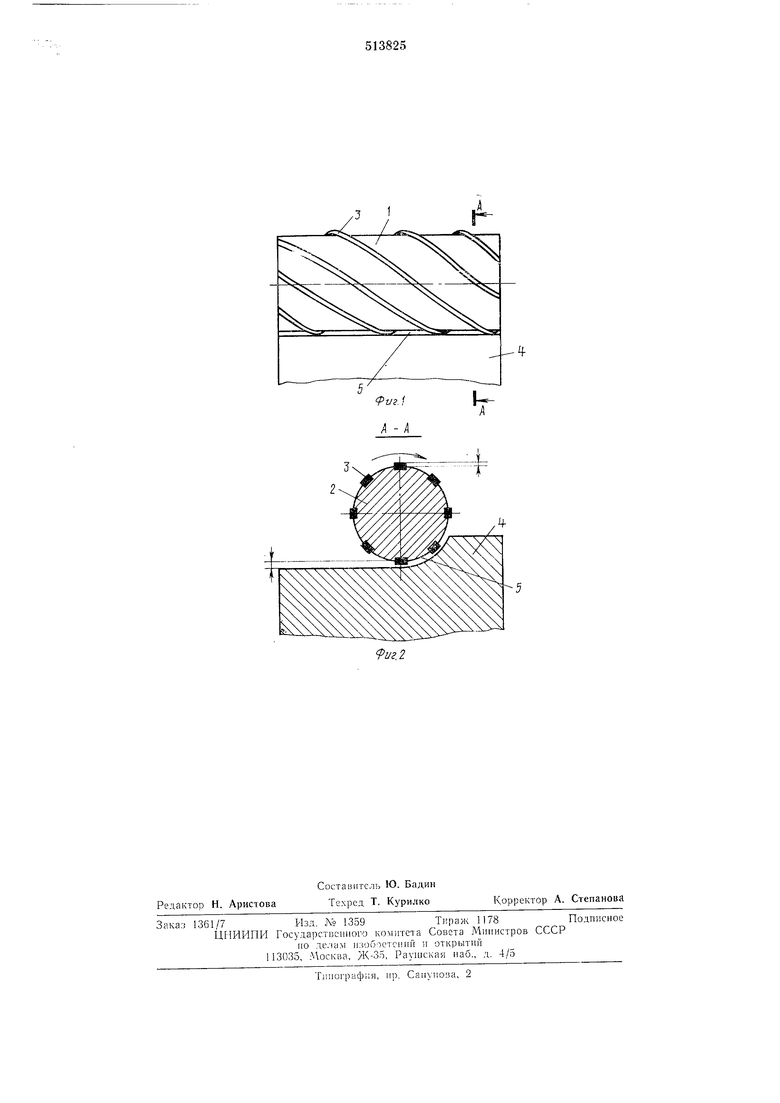
На фиг. 1 изображен предлагаемый электрод-инструмент, общий вид; на фиг. 2 - разрез по А-А на фиг. 1.
На рабочей поверхности 1 электрода-ниструмента 2 выиолнены буртики 3 из диэлектрического материала, касающиеся детали 4 и образующие камеру 5.
Технологические буртики могут выполняться или в виде вставок или путем наг1есения слоя лака. Количество и шаг витков выбраны так, чтобы в зоне обработки всегда находилось по крайней мере два витка ви товой линии.
iJ. буртмко; в в;1де многозаходнои пиито сГ на цилиидрической рабочей поверхности враща1О1цегося инструмента разделяет межэлектродный промежуток на отдел1)Ные Г1одв ; 1 иые. опюснтельно обрабатыBac :oii нозерхности, камеры 5, ограниченные но ерхностью 1 н ;струме1гга 2. обрабатываемой 1 О1 е х 1;остью детали 4 и соседними б)рт11кал1и 3. позво.1яет осуществить )1; ,л:-;НыГ1 режим движения электролита, исключая возможюсть металлического контакта инструмента и детали.
Ф о р м у л а и 3 о б р е т е н и я
Электрод-нист зумент для размерной электрохнмическон обработки, иа рабочей поверхности которого ил е1отся располоЛ еиные но вн ;тозой линии диэлектрические буртики, отличающийся тем, что. с целью формирования и стаб:гл:1зации потока электролита в .межэлектродиом промежутке, винтовые изо.ьчциоииые буртики вьио.тиены миогозаходиьши. количество заходов и шаг витков выпо, так, чтобы в зоне обработки в любо .ол;ент находнлось по крайней мере дг.а витка.
y./ h - /1
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент для размерной электрохимической обработки | 1980 |
|
SU867589A1 |
| Станок для электрохимической обработки | 1976 |
|
SU707749A1 |
| Электрод-инструмент | 1978 |
|
SU865590A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ | 1999 |
|
RU2161551C1 |
| Электрод-инструмент для электрохимической обработки | 1980 |
|
SU979067A1 |
| Электрод-инструмент | 1980 |
|
SU937125A1 |
| Устройство для размерной электрохимической обработки | 1986 |
|
SU1425006A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240210C2 |
| Способ электрохимической прошивки отверстий | 1973 |
|
SU469570A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240901C2 |