1
Изобретение относится к чистовой и упрочняющей обработке пластической деформацией с применением сверхтвердых инструментальных материалов; естественного или синтетического алмазов, санфира и т. и. материалов и может быть использовано в различных отраслях машиностроения для отделочной и упрочняющей обработки деталей, профиль которых образован линейчатыми винтовыми поверхностями вращения: трапецеидальные и упорные резьбы, архимедовы и конволютные червяки и другие детали.
Известны способы алмазного выглаживания тел вращения, осуществляемые инструментом по форме конуса, образующую которого сопрягают с поверхностью обрабатывае.мой детали, располагая последнюю по касательной так, -чтобы крайняя точка контакта не совпадала с вершиной конуса, причем рабочая часть инструмента имеет прямолинейную образующую, поступательно перемещающуюся вдоль обрабатываемой поверхности, располагаясь при этом касательно к ней.
Такое расположение рабочей части инструмента предполагает точечный контакт его с обрабатываемой поверхностью, что не позволяет применить этот способ для обработки деталей, профиль которых образован поверхностями вращения с прямоугольной образующей.
С целью обеспечения выглаживания линейчатых винтовых поверхностей вращения рабочий инструмент устанавливают под углом к продольной оси обрабатываемой детали, совмещая его прямолинейную образующую с боковой стороной нрофиля обрабатываемой поверхности по всей длине, причем инструмент поворачивают в плоскости осевого сечения.
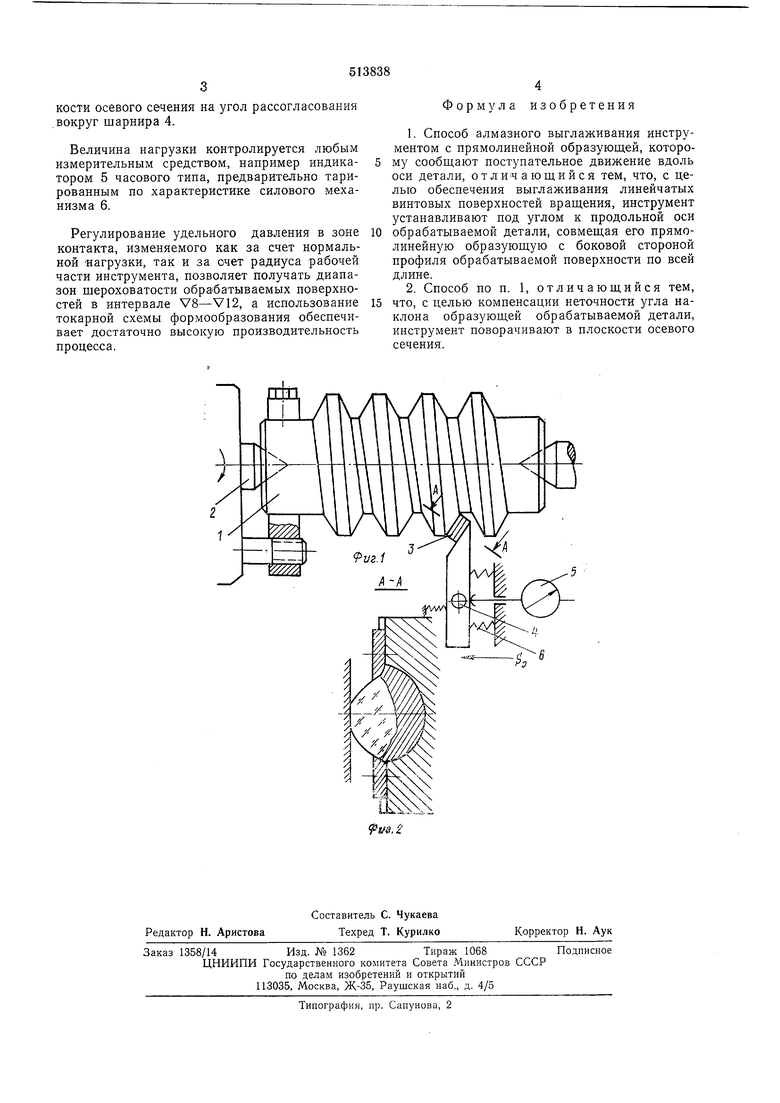
На фиг. 1 изображено устройство для осуществления предлагаемого способа (взаимное положение детали и державки инструментом перед началом процесса обработки линейчатой винтовой поверхности); на фиг. 2 - поперечный разрез по А-А на фиг. 1.
Обрабатываемую деталь 1 устанавливают в центрах 2 токарно-винторезного станка. Прямолинейную образующую алмазного инструмента 3 устанавливают под углом к продольной оси обрабатываемой детали 1, причем угол установки определяется глом подъема винтовой линии. Затем совмещают образующую инструмента 3 по всей ее длине с боковой стороной профиля обрабатываемой поверхности, устанавливают величину продольной подачи в соответствии с шагом обрабатываемой резьбы и осуществляют, таким образом, обработку резьбовой части детали.
При наличии неточности угла наклона образующей обрабатываемой поверхности рабочую часть инструмента 3 новорачивают в плоскости осевого сечения на угол рассогласования .вокруг шарнира 4.
Величина нагрузки контролируется любым измерительным средством, например индикатором 5 часового типа, предварительно тарированным по характеристике силового механизма 6.
Регулирование удельного давления в зоне контакта, изменяемого как за счет нормальной «агрузки, так и за счет радиуса рабочей части инструмента, позволяет получать диапазон шероховатости обрабатываемых поверхностей в интервале V8-V12, а использование токарной схемы формообразования обеспечивает достаточно высокую производительность процесса.
Формула изобретения
1.Способ алмазного выглаживания инструментом с прямолинейной образующей, которому сообш,ают поступательное движение вдоль оси детали, отличающийся тем, что, с целью обеспечения выглаживания линейчатых винтовых поверхностей вращения, инструмент устанавливают под углом к продольной оси обрабатываемой детали, совмещая его прямолинейную образующую с боковой стороной профиля обрабатываемой поверхности по всей длине.
2.Способ по п. 1, отличающийся тем, что, с целью компенсации неточности угла наклона образующей обрабатываемой детали, инструмент поворачивают в плоскости осевого сечения.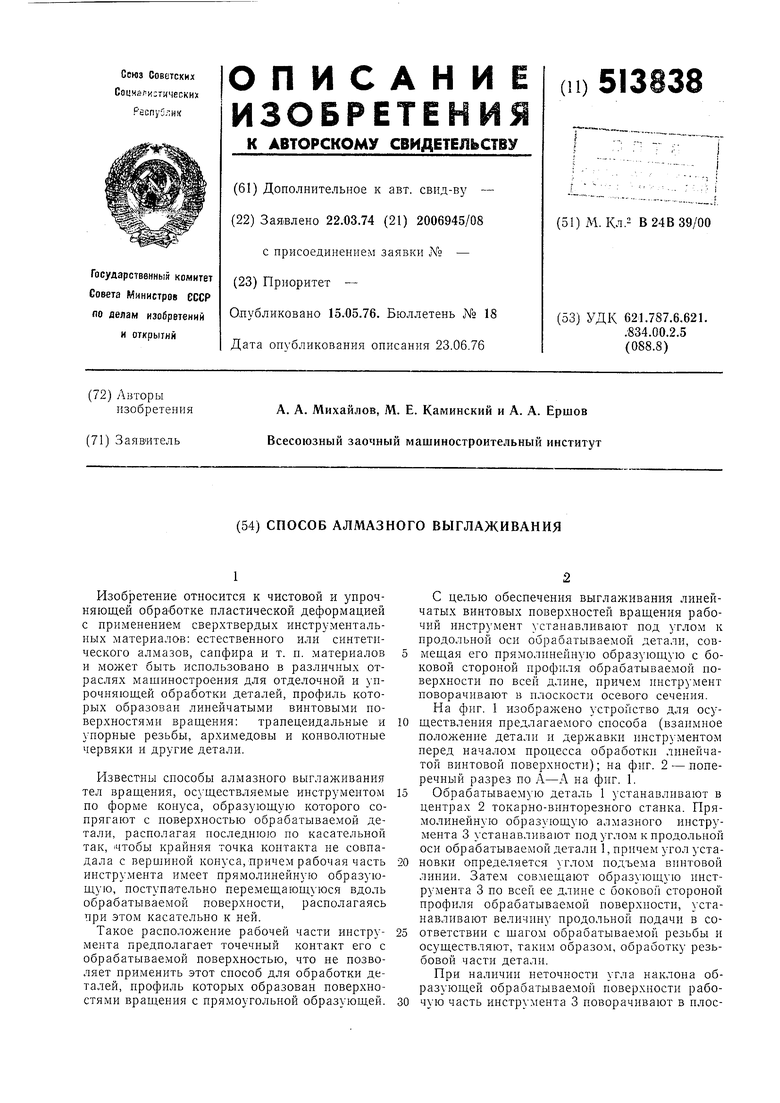
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2571011C2 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| КОМБИНИРОВАННЫЙ АЛМАЗНО-АБРАЗИВНО-ВЫГЛАЖИВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2303512C1 |
| Способ обработки деталей поверхностным пластическим деформированием | 1986 |
|
SU1324830A1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| Устройство для обработки внутренних торцовых поверхностей корпусных деталей | 1986 |
|
SU1466914A1 |
| СПОСОБ ФОРМИРОВАНИЯ НАНОРЕЛЬЕФА НА ПОВЕРХНОСТЯХ ДЕТАЛЕЙ ДВУХПЕРЕХОДНЫМ ВЫГЛАЖИВАНИЕМ | 2010 |
|
RU2458778C2 |
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ | 1991 |
|
RU2014985C1 |
| Инструмент для поверхностного деформировани | 1989 |
|
SU1699761A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2303513C1 |
